D. A. FADARE, T. G. FADARA
6
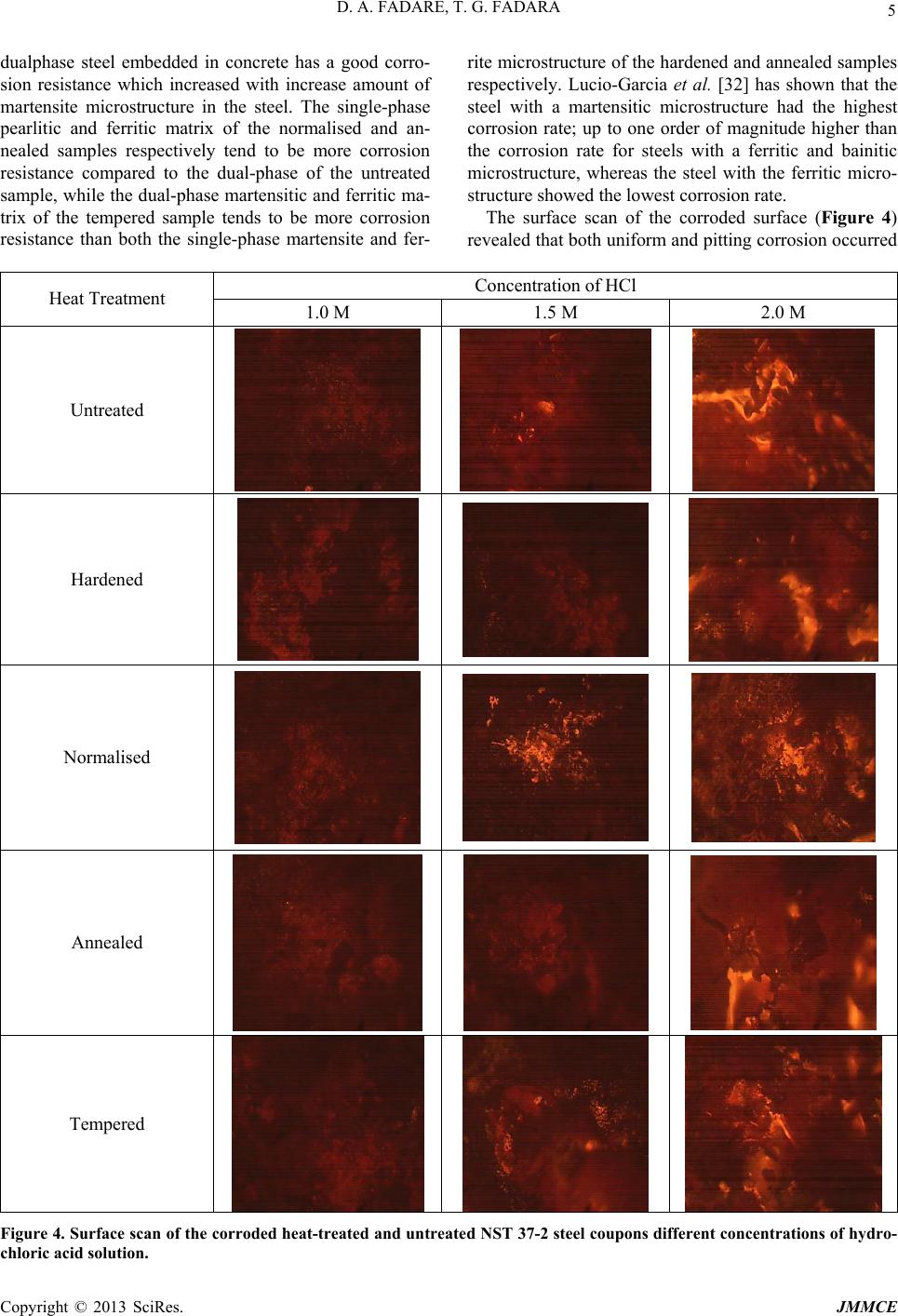
on the samples.
4. Conclusion
The effect of heat treatment on corrosion resistance of
NST 37-2 steel in HCl solutions has been investigated.
The analysis showed that both corrosion rates and elec-
trode potentials of the untreated sample had the highest
corrosion rate and shifted more to the positive values as
the concentration of acid was increased. For the heat
treated samples, the corrosion rate in the test solutions
ranked in decreasing order: hardened, normalized, an-
nealed and tempered.
5. Acknowledgements
We are grateful to an anonymous referee for helpful
comments. We also wish to thank Kim Humphreys for
English editing. All errors are ours.
REFERENCES
[1] V. P. Pludek, “Design and Corrosion,” Wiley, New York,
1977.
[2] L. L. Shreir, R. A. Jarman and G. T. Burstein, “Design
and Economic Aspects of Corrosion,” Corrosion, Vol. 2,
No. 9, 2000, p. 1478.
[3] E. F. Strobel, N. A. Mariano, K. Strobel and M. F. Di-
onízio, “Effect of the Heat Treatment in the Resistance
Corrosion of a Martinsitic Stainless Steel CA6NM,” 2nd
Edition, Mercosur Congress on Chemical Engineering,
2012.
http://www.enpromer2005.eq.ufrj.br/lng/en/index.php
[4] M. H. A. Kempester, “Materials for Engineers”, 3rd Edi-
tion, Hoodder and Stonghton, London, 1984.
[5] A. Raymond and B. Higgins, “Properties of Engineering
Materials,” Hoodder and Stonghton, London, 1985.
[6] K. A. Dell, “Metallurgy Theory and Practical Textbook,”
American Technical Society, Chicago, 1989.
[7] J. G. Gonzalez-Rodriguez, G. Bahena-Martinez and V. M.
Salinas-Bravo, “Effect of Heat Treatment on the Stress
Corrosion Cracking Behaviour of 403 Stainless Steel in
NaCl at 95˚C,” Materials Letters, Vol. 43, No. 4, 2000,
pp. 208-214. doi:10.1016/S0167-577X(99)00261-X
[8] A. N. Isfahany, H. Saghafian and G. Borhani, “The Effect
of Heat Treatment on Mechanical Properties and Corro-
sion Behaviour of AISI 420 Martensitic Stainless Steel,”
Journal of Alloys and Compounds, Vol. 509, No. 9, 2011,
pp. 3931-3936. doi:10.1016/j.jallcom.2010.12.174
[9] J. Xie, A. T. Alpas and D. O. Northwood, “The Role of
Heat Treatment on the Erosion—Corrosion Behaviour of
AISI 52100 Steel,” Materials Science and Engineering: A,
Vol. 393, No. 1-2, 2005, pp. 42-50.
doi:10.1016/j.msea.2004.09.045
[10] O. V. Akgün, M. Ürgen and A. F. Çakir, “The Effect of
Heat Treatment on Corrosion Behaviour of Laser Surface
Melted 304L Stainless Steel,” Materials Science and Engi-
neering: A, Vol. 203, No. 1-2, 1995, pp. 324-331.
doi:10.1016/0921-5093(95)09807-0
[11] J. Park and Y. Park, “The Effects of Heat-Treatment Pa-
ra- meters on Corrosion Resistance and Phase Trans-
formations of 14Cr-3Mo Martensitic Stainless Steel,”
Materials Science and Engineering: A, Vol. 449-451,
2007, pp. 1131-1134. doi:10.1016/j.msea.2006.03.134
[12] A. A. Khadom, A. S. Yaro, A. S. AlTaie and A. A. H.
Kadum, “Electrochemical, Activation and Adsorption for
the Corrosion Inhibition of Low Carbon Steel in Acidic
Media,” Portugaliae Electrochimica Acta, Vol. 27, No. 6,
2009, pp. 699-712. doi:10.4152/pea.200906699
[13] L. Herrag, B. Hammouti, S. Elkadiri, A. Aouniti, C. Jama,
H. Vezin and F. Bentiss, “Adsorption Properties and In-
hibition of Mild Steel Corrosion in Hydrochloric Solution
by Some Newly Synthesized Diamine Derivatives,” Ex-
perimental and Theoretical Investigations, Corrosion Sci-
ence, Vol. 52, No. 9, 2010, pp.3042-3051.
doi:10.1016/j.corsci.2010.05.024
[14] D. Jayaperumal, “Effects of Alcohol-Based Inhibitors on
Corrosion of Mild Steel in Hydrochloric Acid,” Materials
Chemistry and Physics, Vol. 119, No. 3, 2010, pp. 478-
484. doi:10.1016/j.matchemphys.2009.09.028
[15] J. Aljourani, M. A. Golozar and K. Raeissi, “The Inhi-
bition of Carbon Steel Corrosion in Hydrochloric and
Sulfuric Acid Media Using Some Benzimidazole Deriva-
tives,” Materials Chemistry and Physics, Vol. 121, No. 1-2,
2010, pp. 320-325.
doi:10.1016/j.matchemphys.2010.01.040
[16] A. K. Singh and M. A. Quraishi, “Investigation of the
Effect of Disulfiram on Corrosion of Mild Steel in Hy-
drochloric Acid Solution,” Corrosion Science, Vol. 53,
No. 4, 2010, pp. 1288-1297.
doi:10.1016/j.corsci.2011.01.002
[17] N. A. Negm, Y. M. Elkholy, M. K. Zahran and S. M.
Tawfik, “Corrosion Inhibition Efficiency and Surface Ac-
tivity of Benzothiazol-3-Ium Cationic Schiff Base Deri-
vatives in Hydrochloric Acid,” Corrosion Science, Vol.
52, No. 10, 2010, pp. 3523-3536.
doi:10.1016/j.corsci.2010.07.001
[18] A. K. Singh and M. A. Quraishi, “Investigation of Ad-
sorption of Isoniazid Derivatives at Mild Steel/Hydro-
chloric Acid Interface: Electrochemical and Weight Loss
Methods,” Materials Chemistry and Physics, Vol. 123,
No. 2-3, 2010, pp. 666-677.
doi:10.1016/j.matchemphys.2010.05.035
[19] F. M. F. Al-Quran and H. I. Al-Itawi, “Effects of the Heat
Treatment on Corrosion Resistance and Microhardness of
Alloy Steel,” European Journal of Scientific Research,
Vol. 39, No. 2, 2010, pp. 251-256.
[20] A. Chiejina, “Revamping the Fortunes of Delta Steel
Company (DSC),” 2011.
http://businessdayonline.com/ng/index.php/analysis/featu
res/23505-revamping-the-fortunes-of-delta-steel-company
[21] NSE (Nigerian Society of Engineers), “Professional De-
velopment Board Codes and Ethics Committee,” A Re-
port on Workshop on Evaluation of Engineering Stan-
dards, Nigeria, 17-18 October 2001, pp. 1-32.
Copyright © 2013 SciRes. JMMCE