M. DEVAIAH ET AL.
Copyright © 2012 SciRes. JMMCE
1068
4. Conclusion
The process details are reported for the specific example
of oxidation of molten Al in oxygen atmosphere to form
Al2O3. In the present work, the experiments are per-
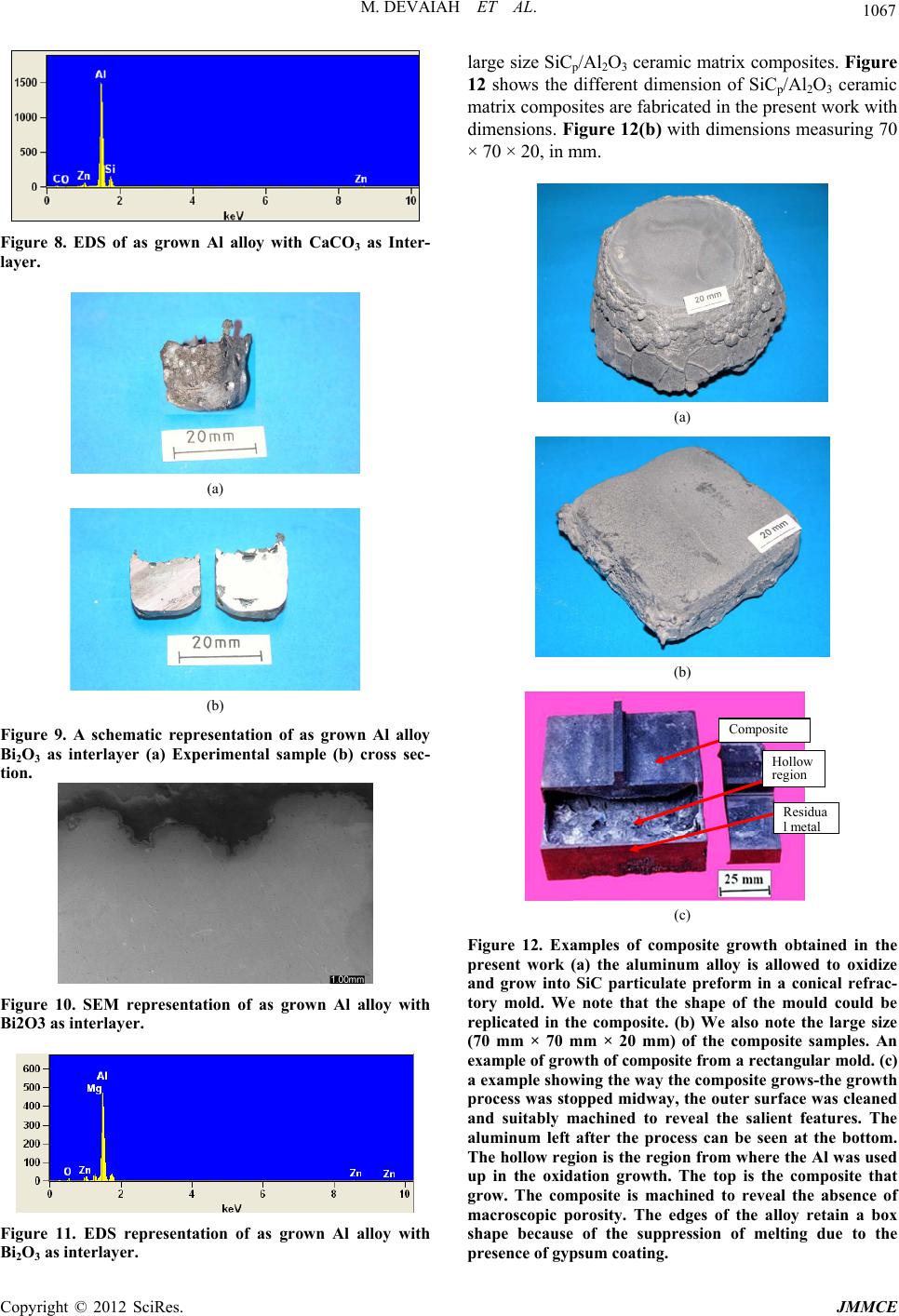
formed with and without reinforcement to fabricate large
size SiCp/Al2O3 ceramic matrix composites. (SnO2 + Bi2O3)
was identified as suitable growth promoter for fabrication
SiCp/Al2O3 ceramic matrix composites. The scanning
electron observations r evealed that the conversion of me-
tal to oxide was po ssible on ly with (SnO2+ Bi2O3) dopant
as growth promoter. Other did not cause any growth of
oxide from molten metal. So, the (SnO2+ Bi2O3) dopant
was used as growth promoter for the fabrication of SiCp/
Al2O3 ceramic matrix composites. SiCp/Al2O3 ceramic
matrix composites are successfully fabricated with SiC
particulates as reinforcement with volume fractions in th e
range of 0.35 to 0.43 with dimensions measuring 70 × 70
× 20, in mm. the sample are used for different mechani-
cal and physical property measurements.
REFERENCES
[1] M. S. Newkirk, A. W. Urquhart and H. R. Zwicker,
“Formation of Lanxide Ceramic Composite,” Journal of
Materials Research, Vol. 1, No. 1, 1986, pp. 81-89.
doi:10.1557/JMR.1986.0081
[2] M. S. Newkirk, H. D. Lesher and D. R. White, “Forma-
tion of Lanxide Ceramic Matrix Composites: Matrix
Formation by the Directed Oxidation of Molten Metals,”
Ceramic Engineering & Science Proceedings, Vol. 8, No.
7-8, 1987, pp. 879-885.
doi:10.1002/9780470320402.ch46
[3] P. Barron-Antolin, G. H. Schiroky, and C. A. Anderson,
“Properties of Fiber-Reinforced Alumina Matrix Com-
posites,” Ceramic Engineering & Science Proceedings,
Vol. 9, No. 7-8, 1988, pp. 759-766.
doi:10.1002/9780470310496.ch27
[4] K. Aghajanian, N. H. MacMillan, C. R. Kennedy, S. J.
Luszcz and R. Roy, “Properties and Microstructures of
Lanxide Al2O3-Al Ceramic Composite Materials,” Jour-
nal of Materials Science, Vol. 24, No. 2, 1989, pp. 658-
670. doi:10.1007/BF01107457
[5] A. S. Nagelberg, “Growth Kinetics of Al2O3/Metal Com-
posites from a Complex Aluminum Alloy,” Solid State
Ionics, Vol. 32-33, 1989, pp. 783-788.
doi:10.1016/0167-2738(89)90358-5
[6] A. S. Nagelberg, S. Antolin and A. W. Urquhart, “Forma-
tion of Al2O3/Metal Composites by the Directed Oxida-
tion of Molten Aluminum-Magnesium-Silicon Alloys:
Part II, Growth Kinetics,” Journal of the American Ce-
ramic Society, Vol. 75, No. 2, 1992, pp. 455-462.
doi:10.1111/j.1151-2916.1992.tb08201.x
[7] O. Salas, H. Ni, V. Jaya ram, K.C. Vlach, C.Q. Levi and R.
Mehrabian, “Nucleation and Growth of Al2O3/Metal
Composites by Oxidation of Aluminum Alloys,” Journal
of Materials Research, Vol. 6, No. 9, 1991, pp. 1964-
1981. doi:10.1557/JMR.1991.1964
[8] E. Monar, H. Ni, C.G. Levi. and R. Meharabin, “Forma-
tion of Al2O3/Metal Composites by the Directed Oxida-
tion of Molten Aluminum-Magnesium-Silicon Alloys: Part
II, Growth Kinetics,” Journal of the American Ceramic
Society, Vol. 75, No. 2, 1992, pp. 455-462.
doi:10.1111/j.1151-2916.1992.tb08201.x
[9] A. S. Nagelberg, “The Effect of Processing Parameters on
the Growth Rate and Microstructure of Al2O3/Metal Ma-
trix Composites,” Materials Research Society Symposium
Proceedings, Vol. 155, 1989, pp. 155-275.
[10] A. W. Urquhart. “Molten Metals Sire MMC’s, CMC’s,”
Advanced Materials and Processes, Vol. 140, No. 1, 1991,
pp. 25-29.
[11] E. Breval, M. Aghajanian and S. Luszcz, “Microstruc-
ture and Composition of Alumina/Aluminum Composites
Made by Directed Oxidation of Aluminum,” Journal of
the American Ceramic Society, Vol. 73, No. 9, 1990, pp.
2610-2614. doi:10.1111/j.1151-2916.1990.tb06735.x
[12] S. Antolin and A. S. Nagelberg, “Formation of Al2O3/
Metal Composites by the Directed Oxidation of Molten
Aluminum-Magnesium-Silicon Alloy: Part I, Micro-
structural Development,” Journal of the American Ce-
ramic Society, Vol. 75, No. 2, 1992, pp. 447-454.
doi:10.1111/j.1151-2916.1992.tb08200.x
[13] A. S. Nagelberg and S. Antolin, “Formation of Al2O3/
Metal Composites by the Directed Oxidation of Molten
Aluminum-Magnesium-Silicon Alloy: Part II, Growth
Kinetics,” Journal of the American Ceramic Society, Vol.
75, No. 2, 1992, pp. 455-462.
doi:10.1111/j.1151-2916.1992.tb08201.x