S. O. ADEOSUN ET AL. 1035
The above new found technique presents clearly dif-
ferent conventional rolled product microstructure trans-
formation regime. Normally in practice, after conven-
tional hot rolling of mild steel, a lamellar pearlite is
formed during austenite-ferrite transformation. The la-
mellar morphology of pearlite often leads to impaired
mechanical properties which may render the steel un-
suitable for further cold treatment. The globular mor-
phology of cementite however, provides some benefits
such as high toughness, good cold formability and ma-
chinability. According to Storojeva et al.[7], for such
higher cold formability to occur, the strip must either un-
dergo a long annealing treatment or it must be quenched
with subsequent tempering for a good combination of
strength and toughness. However, [8] achieved signify-
cant improvement in ductility and toughness in low car-
bon steel through the development of dual matrix struc-
ture by combining fast quenching from austenite phase
followed by annealing in the intercritical temperature
range of 710˚C - 790˚C.
As earlier suggested by Bello et al. [9], it is imperative
that a method is developed for the measurement of the
extent of plastic deformation suffered by steel undergo-
ing various degree of microstructure evolution. Although
the deep drawing process of high strength/low formabil-
ity metals has an extensive industrial application, deep
drawing at room temperature has serious difficulties be-
cause of the large amount of deformations required cou-
pled with high flow stresses of the materials [10]. Thus
crumples, wrin- kles and earrings invariably occur on the
product surface because of the anisotropic property of the
materials. At some elevated temperatures however, the
flow stresses decrease giving rise to increased formabil-
ity and thus, deformation becomes easier. The current
study employs process annealing to simulate the form-
ability response of eutectoid steel.
2. Methodology
The spectrochemical analysis result of the as-received
flat steel sample used for this study is presented in Table
1. The steel sample was divided into as-received and heat
treated (annealed) respectively. From the annealed sam-
ple, two types of specimens were prepared at ambient
temperatures (35˚C - 42˚C).
These consist of circular blanks, 60 mm in diameter
and 1.2 mm thickness for cupping test while rectangular
blanks of 100 × 25 × 1.2 mm were machined for tensile
test. Both types of specimens were then heat treated at
950˚C, soaked for 5 hours and furnace cooled.
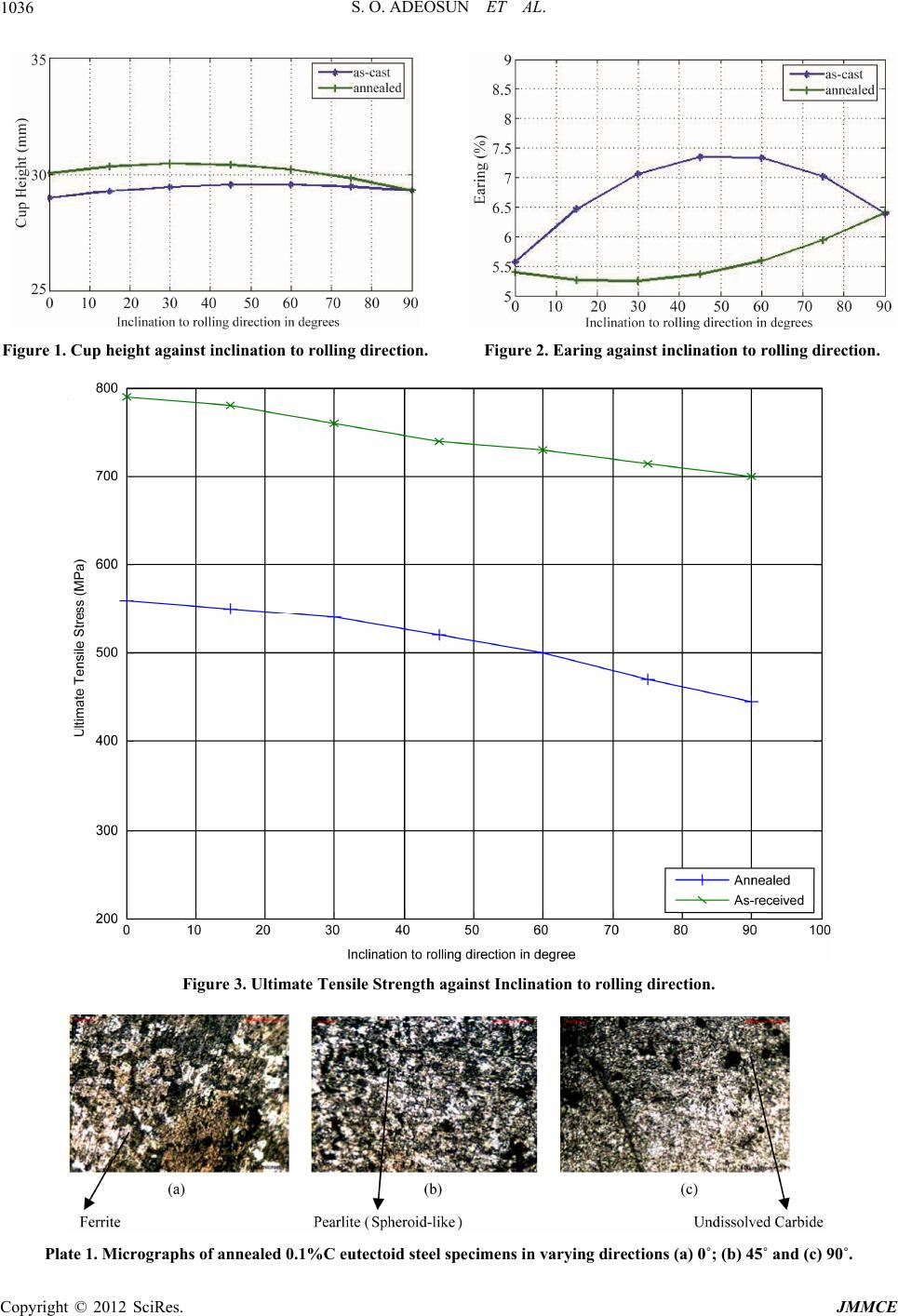
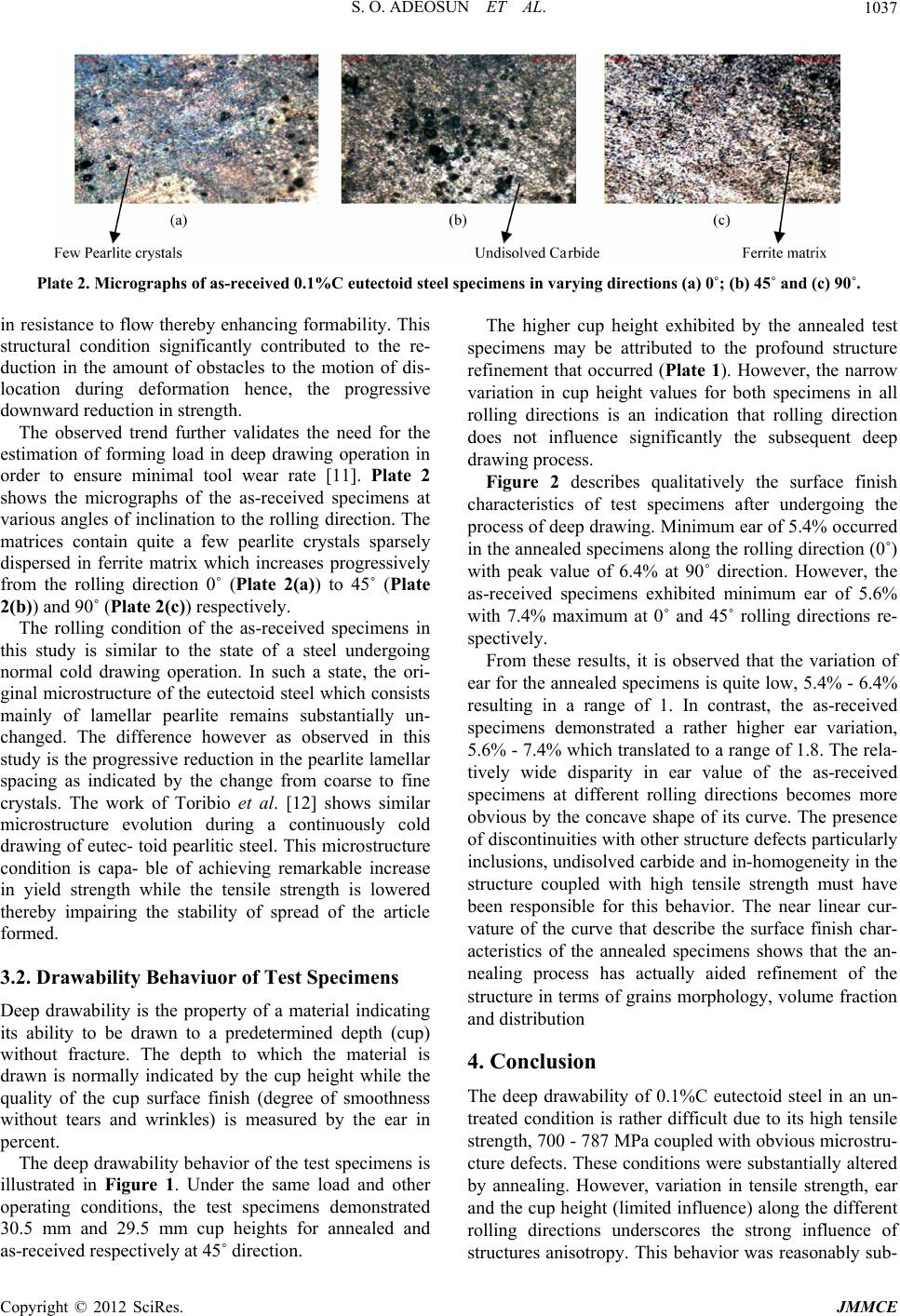
In order to simulate the anisotropic characteristics of
the material, the circular blanks specimens were cut at 0˚,
45˚ and 90˚ to the rolling direction and then deep drawn
using an Erickson cupping machine. The minimum and
maximum heights of cups formed were measured using a
digital vernier caliper. The results of these measurements
and computations with regard to cup ears and height in
relation to their variation with angle of inclination to the
rolling direction are illustrated in Figures 1 and 2.
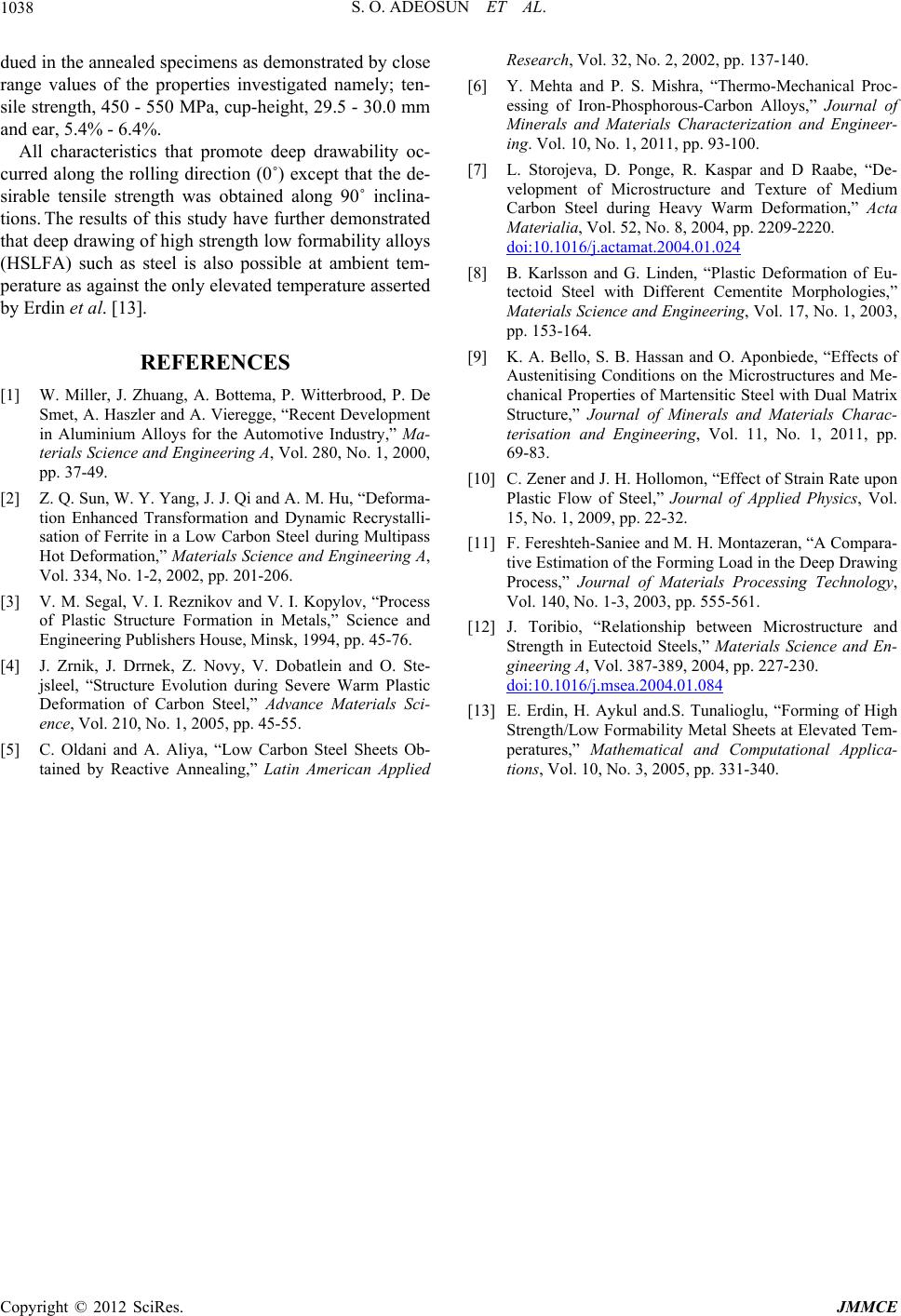
Tensile test was carried out on both the as-received
and annealed rectangular specimens in accordance with
ASTM E8 using Monsanto tensometer at the rate of 10−3
s until fracture occurred. The ultimate tensile strengths
exhibited by the specimens are shown in Figure 3.
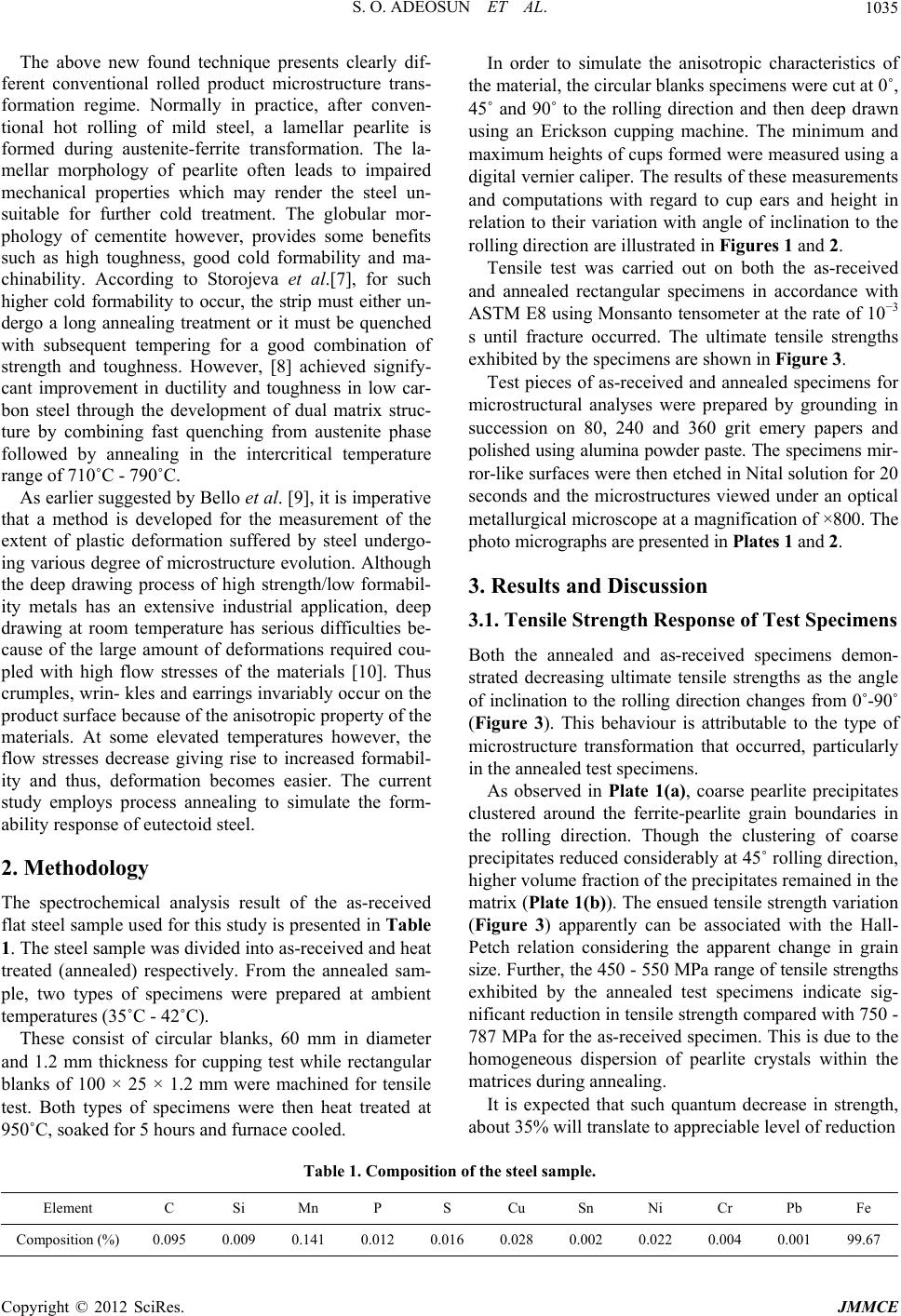
Test pieces of as-received and annealed specimens for
microstructural analyses were prepared by grounding in
succession on 80, 240 and 360 grit emery papers and
polished using alumina powder paste. The specimens mir-
ror-like surfaces were then etched in Nital solution for 20
seconds and the microstructures viewed under an optical
metallurgical microscope at a magnification of ×800. The
photo micrographs are presented in Plates 1 and 2.
3. Results and Discussion
3.1. Tensile Strength Response of Test Specimens
Both the annealed and as-received specimens demon-
strated decreasing ultimate tensile strengths as the angle
of inclination to the rolling direction changes from 0˚-90˚
(Figure 3). This behaviour is attributable to the type of
microstructure transformation that occurred, particularly
in the annealed test specimens.
As observed in Plate 1(a), coarse pearlite precipitates
clustered around the ferrite-pearlite grain boundaries in
the rolling direction. Though the clustering of coarse
precipitates reduced considerably at 45˚ rolling direction,
higher volume fraction of the precipitates remained in the
matrix (Plate 1(b)). The ensued tensile strength variation
(Figure 3) apparently can be associated with the Hall-
Petch relation considering the apparent change in grain
size. Further, the 450 - 550 MPa range of tensile strengths
exhibited by the annealed test specimens indicate sig-
nificant reduction in tensile strength compared with 750 -
787 MPa for the as-received specimen. This is due to the
homogeneous dispersion of pearlite crystals within the
matrices during annealing.
It is expected that such quantum decrease in strength,
about 35% will translate to appreciable level of reduction
Table 1. Composition of the steel sample.
Element C Si Mn P S Cu Sn Ni Cr Pb Fe
Composition (%) 0.095 0.009 0.141 0.012 0.016 0.028 0.002 0.022 0.004 0.001 99.67
Copyright © 2012 SciRes. JMMCE