H. JOARDAR ET AL.
994
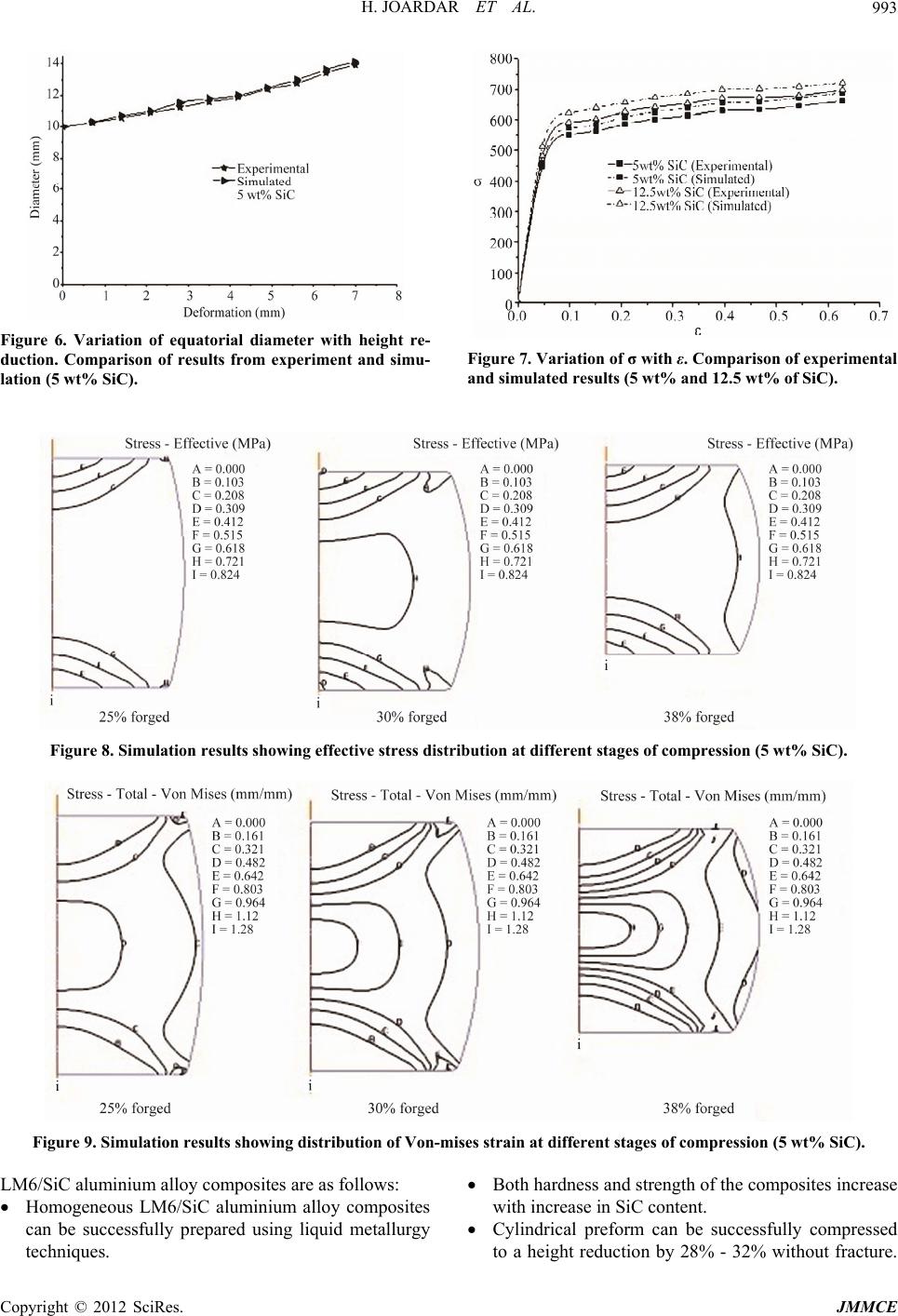
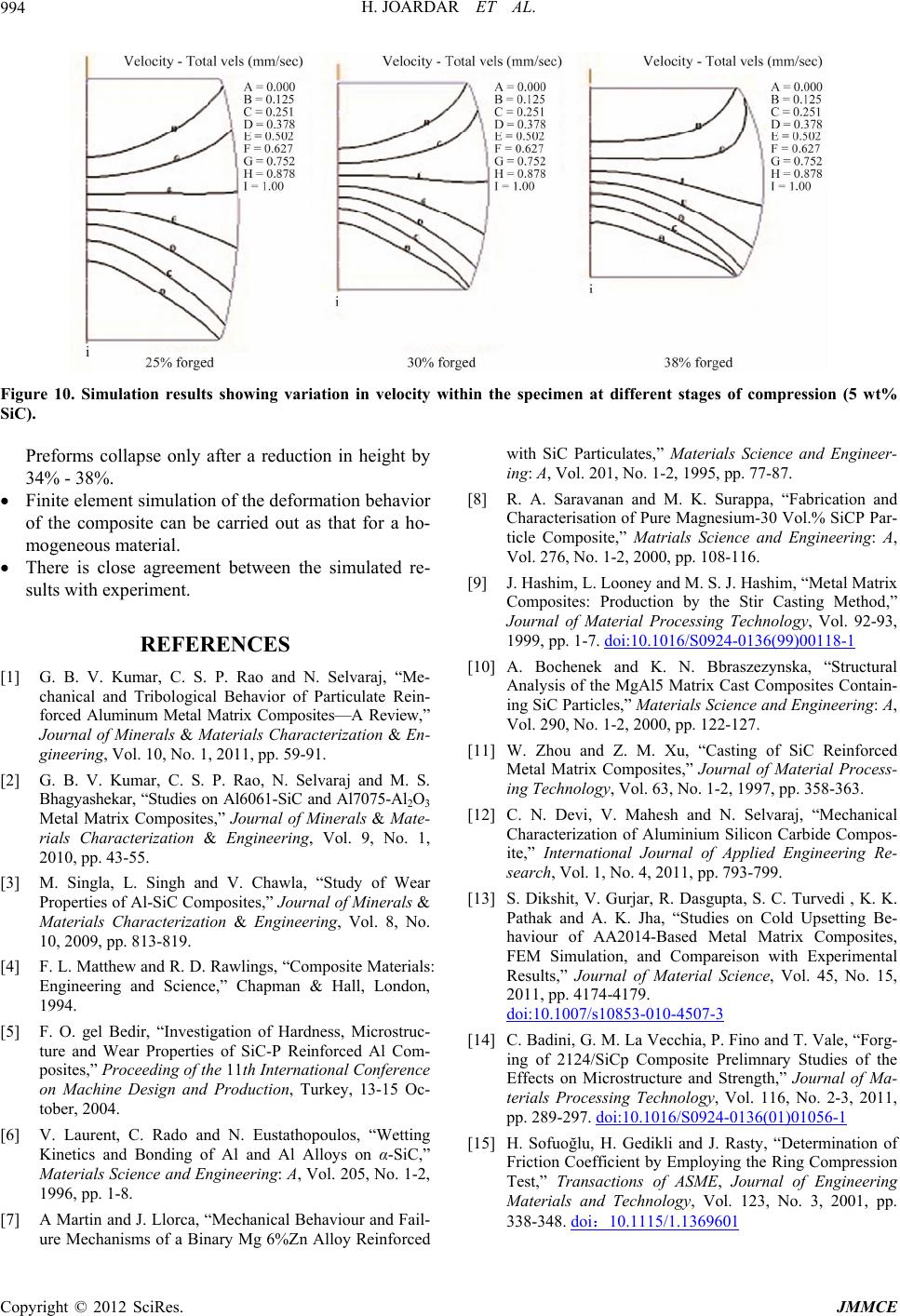
Figure 10. Simulation results showing variation in velocity within the specimen at different stages of compression (5 wt%
SiC).
Preforms collapse only after a reduction in height by
34% - 38%.
Finite element simulation of the deformation behavior
of the composite can be carried out as that for a ho-
mogeneous material.
There is close agreement between the simulated re-
sults with experiment.
REFERENCES
[1] G. B. V. Kumar, C. S. P. Rao and N. Selvaraj, “Me-
chanical and Tribological Behavior of Particulate Rein-
forced Aluminum Metal Matrix Composites—A Review,”
Journal of Minerals & Materials Characterization & En-
gineering, Vol. 10, No. 1, 2011, pp. 59-91.
[2] G. B. V. Kumar, C. S. P. Rao, N. Selvaraj and M. S.
Bhagyashekar, “Studies on Al6061-SiC and Al7075-Al2O3
Metal Matrix Composites,” Journal of Minerals & Mate-
rials Characterization & Engineering, Vol. 9, No. 1,
2010, pp. 43-55.
[3] M. Singla, L. Singh and V. Chawla, “Study of Wear
Properties of Al-SiC Composites,” Journal of Minerals &
Materials Characterization & Engineering, Vol. 8, No.
10, 2009, pp. 813-819.
[4] F. L. Matthew and R. D. Rawlings, “Composite Materials:
Engineering and Science,” Chapman & Hall, London,
1994.
[5] F. O. gel Bedir, “Investigation of Hardness, Microstruc-
ture and Wear Properties of SiC-P Reinforced Al Com-
posites,” Proceeding of the 11th International Conference
on Machine Design and Production, Turkey, 13-15 Oc-
tober, 2004.
[6] V. Laurent, C. Rado and N. Eustathopoulos, “Wetting
Kinetics and Bonding of Al and Al Alloys on α-SiC,”
Materials Science and Engineering: A, Vol. 205, No. 1-2,
1996, pp. 1-8.
[7] A Martin and J. Llorca, “Mechanical Behaviour and Fail-
ure Mechanisms of a Binary Mg 6%Zn Alloy Reinforced
with SiC Particulates,” Materials Science and Engineer-
ing: A, Vol. 201, No. 1-2, 1995, pp. 77-87.
[8] R. A. Saravanan and M. K. Surappa, “Fabrication and
Characterisation of Pure Magnesium-30 Vol.% SiCP Par-
ticle Composite,” Matrials Science and Engineering: A,
Vol. 276, No. 1-2, 2000, pp. 108-116.
[9] J. Hashim, L. Looney and M. S. J. Hashim, “Metal Matrix
Composites: Production by the Stir Casting Method,”
Journal of Material Processing Technology, Vol. 92-93,
1999, pp. 1-7. doi:10.1016/S0924-0136(99)00118-1
[10] A. Bochenek and K. N. Bbraszezynska, “Structural
Analysis of the MgAl5 Matrix Cast Composites Contain-
ing SiC Particles,” Materials Science and Engineering: A,
Vol. 290, No. 1-2, 2000, pp. 122-127.
[11] W. Zhou and Z. M. Xu, “Casting of SiC Reinforced
Metal Matrix Composites,” Journal of Material Process-
ing Technology, Vol. 63, No. 1-2, 1997, pp. 358-363.
[12] C. N. Devi, V. Mahesh and N. Selvaraj, “Mechanical
Characterization of Aluminium Silicon Carbide Compos-
ite,” International Journal of Applied Engineering Re-
search, Vol. 1, No. 4, 2011, pp. 793-799.
[13] S. Dikshit, V. Gurjar, R. Dasgupta, S. C. Turvedi , K. K.
Pathak and A. K. Jha, “Studies on Cold Upsetting Be-
haviour of AA2014-Based Metal Matrix Composites,
FEM Simulation, and Compareison with Experimental
Results,” Journal of Material Science, Vol. 45, No. 15,
2011, pp. 4174-4179.
doi:10.1007/s10853-010-4507-3
[14] C. Badini, G. M. La Vecchia, P. Fino and T. Vale, “Forg-
ing of 2124/SiCp Composite Prelimnary Studies of the
Effects on Microstructure and Strength,” Journal of Ma-
terials Processing Technology, Vol. 116, No. 2-3, 2011,
pp. 289-297. doi:10.1016/S0924-0136(01)01056-1
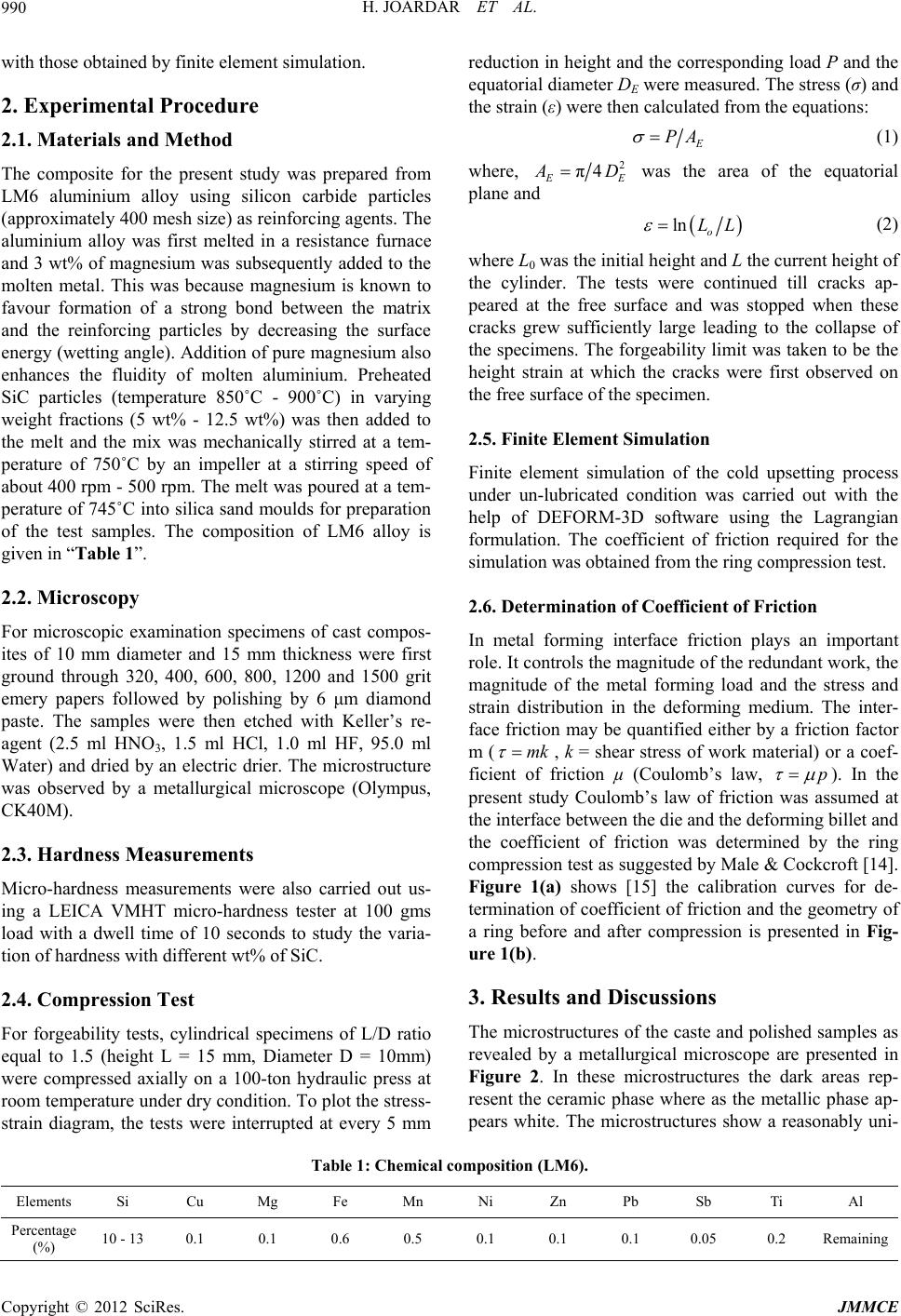
[15] H. Sofuoğlu, H. Gedikli and J. Rasty, “Determination of
Friction Coefficient by Employing the Ring Compression
Test,” Transactions of ASME, Journal of Engineering
Materials and Technology, Vol. 123, No. 3, 2001, pp.
338-348. doi:10.1115/1.1369601
Copyright © 2012 SciRes. JMMCE