F. O. ARAMIDE ET AL.
Copyright © 2012 SciRes. JMMCE
975
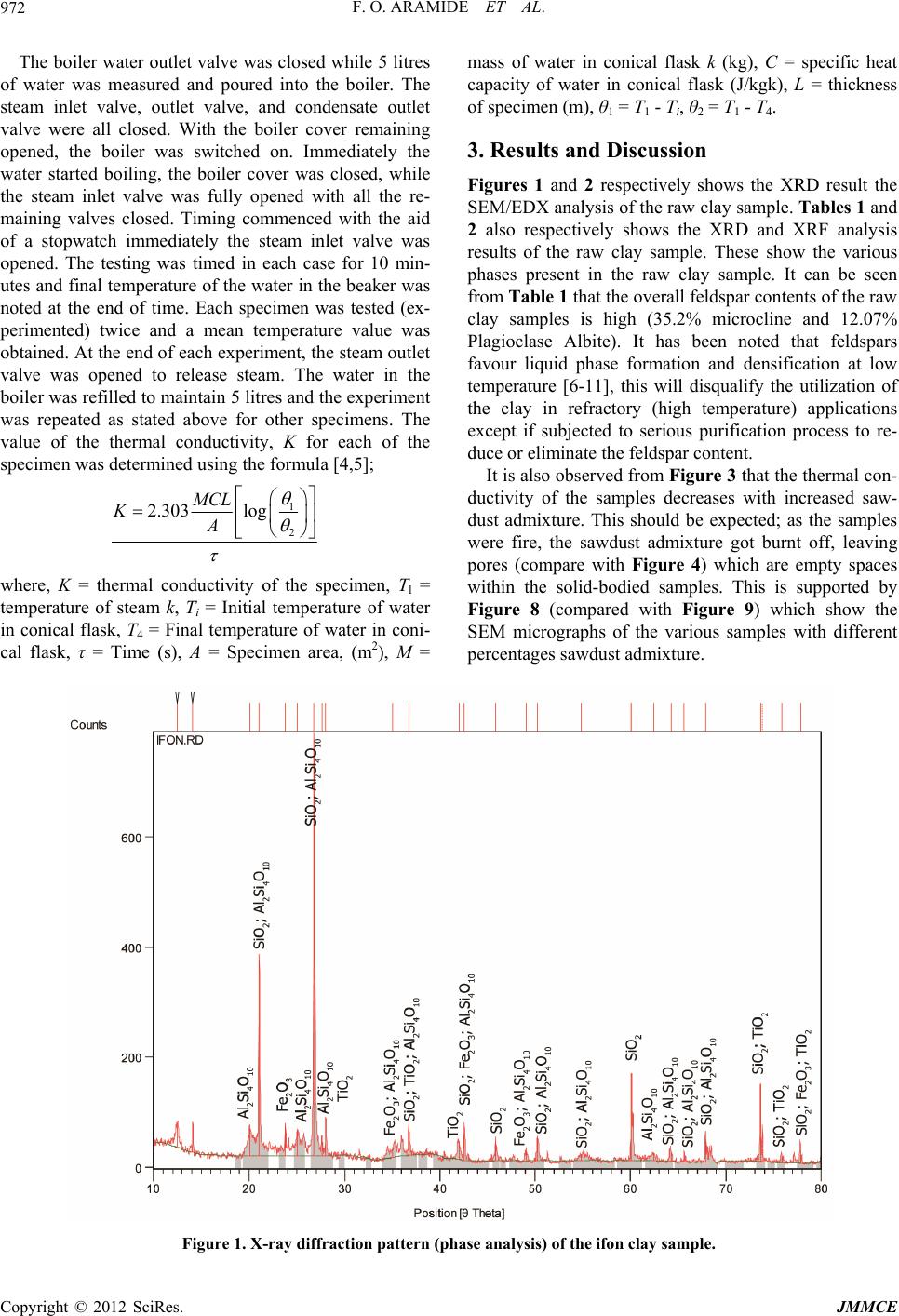
Figure 9. Scanning electron micrographs of the morphology
of the samples with no sawdust admixture (0% sawdust).
Porosity of the samples considered varies inversely as
the thermal conductivity, cold crushing strength and
bulk density of the samples
The porosity of the sample could be controlled by
varying the percent a ge s awdust admixtu re
For structural insulating fired brick where the com-
pressive strength is also important, the percentage
sawdust admixture should not exceed 10 to 15 per-
cent.
REFERENCES
[1] L. H. Van Vlack, “Concise Encyclopedia of Advanced
Ceramic Materials,” Pergamon Press, New York, 1991.
[2] J. D. F. Ramsay, In: K. K. Unger, J. Rouquerol, K. S. W.
Sing and H. Kral, “Studies in Surface Science and Ca-
talysis,” Characterisation of Porous Solids, Elsevier,
Amsterdam, 1998, p. 23.
[3] S. J. Gregg and K. S.W. Sing, “Adsorption, Surface Area
and Porosity,” 2nd Edition, Academic Press, London,
1995.
[4] I. Ibrahim, “Design, Construction and Testing of Thermal
Conductivity Equipment,” B.Eng. Thesis, Federal Uni-
versity of Technology, Yola, 2005.
[5] B. I. Ugheoke, E. O. Onche, O. N. Namessan, G. A.
Asikpo, “Property Optimization of Kaolin-Rice Husk In-
sulating Fire-Bricks,” Leonardo Electronic Journal of
Practices and Technologies, No. 9, 2006, pp. 167-178.
[6] W. M. Carty and U. Senapati, “Porcelain-Raw Materials,
Processing, Phase Evolution, and Mechanical Behavior,”
Journal of the American Ceramic Society, Vol. 81, No. 1,
1998, pp. 3-20. doi:10.1111/j.1151-2916.1998.tb02290.x
[7] S. Ergul, M. Akyildiz and A. Karamanov, “Ceramic Ma-
terial from Basaltic Tuffs,” Industrial Ceramics, Vol. 27,
No. 2, 2007, pp. 89-94
[8] J. Hlavac, “The Technology of Glass and Ceramics: An
Introduction,” Elsevier, Amsterdam, 1983.
[9] W. D. Kingery, “Introduction to Ceramics,” John Wiley
& Sons, New York, 1976.
[10] T. Manfredini, G. Pellacani, M. Romagnoli and L. Pen-
nisi, “Porcelainized Stoneware Tile,” The Bulletin of the
American Ceramic Society, Vol. 74, No. 5, 1995, pp. 76-
79.
[11] J. S. Reed, “Principles of Ceramic Proceedings,” John
Wiley & Sons, New York, 1995.
[12] A. R. Chesti, “Refractories: Manufacture, Properties, and
Applications,” Prentice-Hall of India Private Limited,
Delhi, 1986.
[13] L. P. Li, Z. G. Wu, Z. Y. Li, Y. L. He and W. Q. Tao,
“Numerical Thermal Optimization of the Configuration of
Multi-Holed Clay Bricks Used for Constructing Building
Walls by the Finite Volume Method,” International Jour-
nal of Heat and Mass Transfer, Vol. 51, No. 3, 2008, pp.
3669-3682. doi:10.1016/j.ijheatmasstransfer.2007.06.008
[14] A. A. Kadir and A. Mohajerani, F. Roddick and J. Buck-
eridge “Density, Strength, Thermal Conductivity and
Leachate Characteristics of Light-Weight Fired Clay
Bricks Incorporating Cigarette Butts,” International Jour-
nal of Civil and Environmental Engineering, Vol. 2, No.
4, 2010, pp. 1035-1040.
[15] F. H. Norton, “Refractories,” 4th Edition, McGraw-Hill,
New York, 1968.
[16] W. Schulle and E. Schlegel Ceramic, “Monographs-
Handbook,” Verslag Schmid, 1991, pp.1, 2, 4-6.
[17] A. Jonker, “Insulating Refractory Materials from
Inorganic Waste Resources,” Ph.D. Thesis, Tshwane
University of Technology, Pretoria, 2006.