C. SENTHILKUMAR ET AL. 937
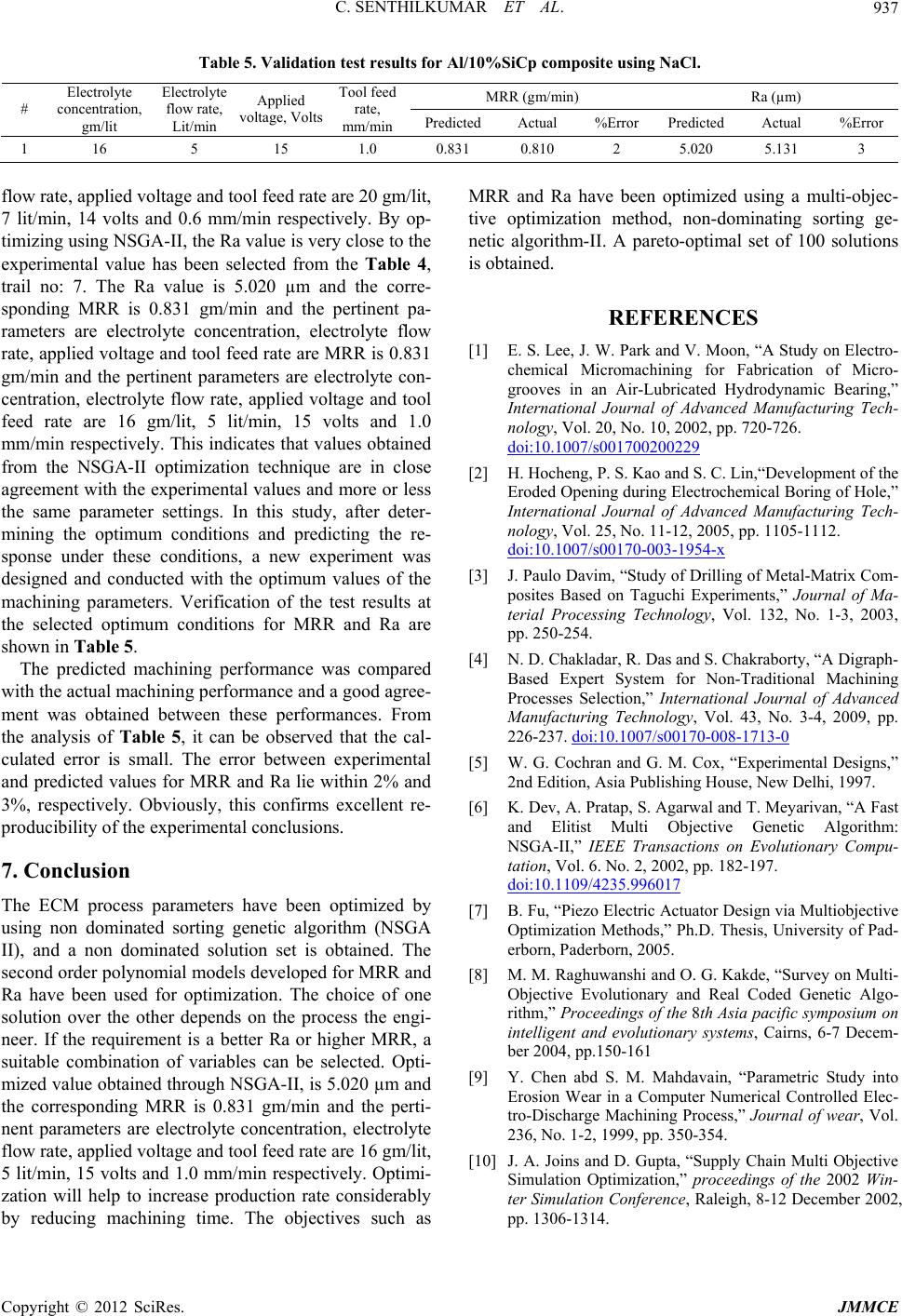
Table 5.lidation tesults for Al/1SiCp compositeNaCl.
R (gm/min) Ra (µm
Vat res0% using
MR)
#
yte
concentration,
gm/lit
ectrolyte
flow rate,
Lit/
plied Tool feed
rate, ed Actual %Error
Electrol El
min voltage, Volts mm/min PredictedActual %ErrorPredict
Ap
1 16 15 0.831 0.810 2 5.020 5.131 3 5 1.0
flow rate, d volt ta/li
7 lit/min, 1lts and 0minpectively. By op-
mizing using NSGA-II, the Ra value is very close to the
etween these performances. From
th
imized by
ted sorting genetic algorithm (NSGA
inated solution set is obtained. The
RR ha usul-
ve oation thod,ominsortinge-
netic algorithm-II. A pareto-optimal set of 100 solutions
in an Air-Lubricated Hydrodynamic Bearing,”
International Journal of Advanced Manufacturing Tech-
nology, Vol. 2726.
doi:10.1007/s0
applieage andool feed rate re 20 gmt, M
4 vo.6 mm/ res
ti
experimental value has been selected from the Table 4,
trail no: 7. The Ra value is 5.020 µm and the corre-
sponding MRR is 0.831 gm/min and the pertinent pa-
rameters are electrolyte concentration, electrolyte flow
rate, applied voltage and tool feed rate are MRR is 0.831
gm/min and the pertinent parameters are electrolyte con-
centration, electrolyte flow rate, applied voltage and tool
feed rate are 16 gm/lit, 5 lit/min, 15 volts and 1.0
mm/min respectively. This indicates that values obtained
from the NSGA-II optimization technique are in close
agreement with the experimental values and more or less
the same parameter settings. In this study, after deter-
mining the optimum conditions and predicting the re-
sponse under these conditions, a new experiment was
designed and conducted with the optimum values of the
machining parameters. Verification of the test results at
the selected optimum conditions for MRR and Ra are
shown in Table 5.
The predicted machining performance was compared
with the actual machining performance and a good agree-
ment was obtained b
e analysis of Table 5, it can be observed that the cal-
culated error is small. The error between experimental
and predicted values for MRR and Ra lie within 2% and
3%, respectively. Obviously, this confirms excellent re-
producibility of the experimental conclusions.
7. Conclusion
The ECM process parameters have been opt
using non domina
II), and a non dom
second order polynomial models developed for MRR and
Ra have been used for optimization. The choice of one
solution over the other depends on the process the engi-
neer. If the requirement is a better Ra or higher MRR, a
suitable combination of variables can be selected. Opti-
mized value obtained through NSGA-II, is 5.020 µm and
the corresponding MRR is 0.831 gm/min and the perti-
nent parameters are electrolyte concentration, electrolyte
flow rate, applied voltage and tool feed rate are 16 gm/lit,
5 lit/min, 15 volts and 1.0 mm/min respectively. Optimi-
zation will help to increase production rate considerably
by reducing machining time. The objectives such as
is obtained.
REFERENCES
[1] E. S. Lee, J. W. Park and V. Moon, “A Study on Electro-
chemical Micromachining for Fabrication of Micro-
grooves
and Rave been optimizeding a mti-objec
tiptimizme non-dating g
0, No. 10, 2002, pp. 720-
01700200229
[2] H. Hocheng, P. S. Kao and S. C. Lin,“Development of the
Eroded Opening during Electrochemical Boring of Hole,”
International Journal of Advanced Manufacturing Tech-
nology, Vol. 25, No. 11-12, 2005, pp. 1105-1112.
doi:10.1007/s00170-003-1954-x
[3] J. Paulo Davim, “Study of Drilling of Metal-Matrix Com-
posites Based on Taguchi Experiments,” Journal of Ma-
terial Processing Technology, Vol. 132, No. 1-3, 2003,
pp. 250-254.
[4] N. D. Chakladar, R. Das and S. Chakraborty, “A Digraph-
Based Expert System for Non-Traditional Machining
Processes Selection,” International Journal of Advanced
Manufacturing Technology, Vol. 43, No. 3-4, 2009, pp.
226-237. doi:10.1007/s00170-008-1713-0
[5] W. G. Cochran and G. M. Cox, “Experimental Designs,”
2nd Edition, Asia Publishing House, New Delhi, 1997.
[6] K. Dev, A. Pratap, S. Agarwal and T. Meyarivan, “A Fast
and Elitist Multi Objective Genetic Algorithm:
NSGA-II,” IEEE Transactions on Evolutionary Compu-
tation, Vol. 6. No. 2, 2002, pp. 182-197.
doi:10.1109/4235.996017
[7] B. Fu, “Piezo Electric Actuator Design via Multiobjective
Optimization Methods,” Ph.D. Thesis, University of Pad-
erborn, Paderborn, 2005.
[8] M. M. Raghuwanshi and O. G. Kakde, “Survey on Multi-
Objective Evolutionary and Real Coded Genetic Algo-
rithm,” Proceedings of the 8th Asia pacific symposium on
intelligent and evolutionary systems, Cairns, 6-7 Decem-
ber 2004, pp.150-161
[9] Y. Chen abd S. M. Mahdavain, “Parametric Study into
Erosion Wear in a Computer Numerical Controlled Elec-
tro-Discharge Machining Process,” Journal of wear, Vol.
236, No. 1-2, 1999, pp. 350-354.
[10] J. A. Joins and D. Gupta, “Supply Chain Multi Objective
Simulation Optimization,” proceedings of the 2002 Win-
ter Simulation Conference, Raleigh, 8-12 December 2002,
pp. 1306-1314.
Copyright © 2012 SciRes. JMMCE