Enhancement of TiB Grain Refining Effect on A356 Gravity Die Casting with the Addition of Yttrium
718
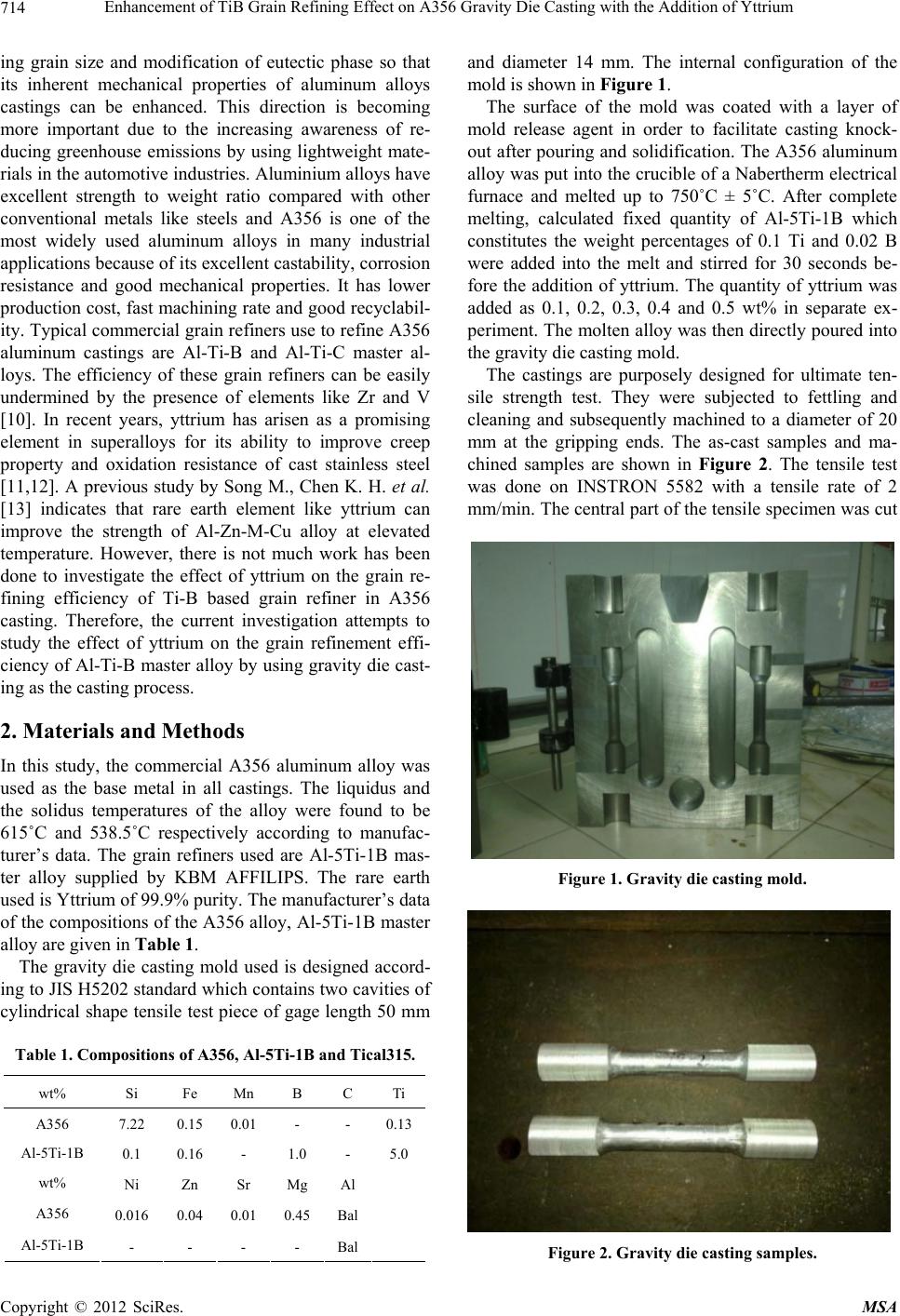
Table 2. XRF analysis of chemical compositions.
Element Sample
A356 Ti-B 0.1 wt% Y 0.2 wt% Y 0.3 wt% Y 0.4 wt% Y 0.5 wt% Y
Al, atm% 88.53 89.21 88.03 89.78 88.18 89.67 89.47
Si, atm% 10.78 10.82 11.19 10.33 10.93 10.62 10.48
Ti, atm% 0.06 0.10 0.09 0.09 0.10 0.10 0.11
Y, atm% 0.04 0.04 0.11- 0.21 0.29 0.38 0.51
B, atm% 0.02 0.02 0.02 0.02 0.02 0.02 0.02
Y/B ratio 2 2 5.5 10.5 14.5 19 25.5
Y/Ti ratio 0.67 0.4 1.22 2.33 2.9 3.8 4.64
ever the improvement is not significant, it improves only
by 0.012 mm/mm.
4) Microstructural analysis shows that yttrium is able
to refine grain size by reducing the SDAS and produces
more fibrous eutectic silicon phase. However, the den-
dritic structure of α-Al is still unchanged.
5) Addition level of >0.3 wt% yttrium will not further
improve the mechanical properties of A356.
5. Acknowledgements
The author would like to thank UTAR for providing re-
search facilities and financial support for this research.
REFERENCES
[1] A. K. Prasada Rao, K. Das, B. S. Murty and M. Chakra-
Borty, “Microstructural Features of As-Cast A356 Alloy
Inoculated with Sr, Sb Modifiers and Al-Ti-C Grain Re-
finer Simultaneously,” Materials Letters, Vol. 62, No. 2,
2008, pp. 273-275. doi:10.1016/j.matlet.2007.05.020
[2] H. L. Zhao, H. L. Baia, W. G. Jun and S. K. Guana,
“Preparation of Al-Ti-C-Sr Master Alloys and Their Re-
fining Efficiency on A356 Alloy,” Materials Characteri-
zation, Vol. 60, No. 5, 2009, pp. 377-383.
doi:10.1016/j.matchar.2008.10.012
[3] R. Prasada, A. K. Das, K. Murty and B. S. Chakraborty,
“On the Modificationand Segregation Behavior of Sb in
Al-7Si Alloy during Solidification,” Materials Letters,
Vol. 62, No. 12-13, 2007, pp. 2013-2016.
[4] B. Chalmers, “The Structure of Ingots,” Journal of the
Australian Institute of Metals, Vol. 8, 1963, pp. 255-263.
[5] S. A. Metz and M. C. Flemings, “A Fundamental Study
of Hot Tearing,” The Merton C. Flemings Symposium on
Solidification and Materials Processing, USA Publishers,
Cambridge, 2000, pp. 181-188.
[6] D. Apelian, G. K. Sigworth and K. R. Whaler, “Assess-
ment of Grain Refinement and Modification of Al-Si
Foundry Alloys by Thermal Analysis,” AFS Transactions,
Vol. 92, 1984, pp. 297-307.
[7] D. G. McCartney, “Grain Refining of Aluminium and Its
Alloys Using Inoculants,” International Materials Re-
views, Vol. 34, 1989, pp. 247-260.
[8] J. A. Spittle, J. M. Keeble and M. A. Meshhedani, “The
Grain Refinement of Al-Si Foundry Alloys,” Light Metals,
1997, pp. 795-800.
[9] W. S. Miller, L. Zhuang, J. Bottema, et al., “Recent De-
velopment in Aluminum Alloys for the Automotive In-
dustry,” Materials Science and Engineering, Vol. 280, No.
1, 2000, pp. 37-49. doi:10.1016/S0921-5093(99)00653-X
[10] Y. Birol, “Grain Refining Efficiency of Al-Ti-C Alloys,”
Journal of Alloys and Compounds, Vol. 422, No. 1-2,
2006, pp. 128-131. doi:10.1016/j.jallcom.2005.11.059
[11] W. O. Ngalaa and H. J. Maier, “Creep-Fatigue Interaction
of the ODS Superalloy: PM 1000,” Materials Science and
Engineering A, Vol. 510-511, 2009, pp. 429-433.
doi:10.1016/j.msea.2008.06.056
[12] P. J. Zhou, J. J. Yu and X. F. Sun, “Role of Yttrium in the
Microstructure and Mechanical Properties of a Boron-
Modified Nickel-Based Superalloy,” Scripta Materialia,
Vol. 57, No. 7, 2007, pp. 643-646.
doi:10.1016/j.scriptamat.2007.06.003
[13] H. Z. Li, X. P. Liang and F. F. Li, “Effect of Y Content
on Microstructure and Mechanical Properties of 2519
Aluminum Alloy,” Transaction of Nonferrous Metals So-
ciety of China, Vol. 17, No. 6, 2007, pp. 1194-1198.
doi:10.1016/S1003-6326(07)60248-9
[14] “Heat Treating, Metals Handbook,” 9th Edition, ASM
International, Metals Park, Vol. 4, 1981.
[15] C. X. Xu, B. F. Lu and Z. L. Lü, “Grain Refinement of
AZ31 Magnesium Alloy by Al-Ti-C-Y Master Alloy,”
Journal of Rare Earths, Vol. 26, No. 4, 2008, pp. 604-
608. doi:10.1016/S1002-0721(08)60146-5
[16] Y. Y. Chen, Y. F. Si and F. T. Kong, “Effects of Yttrium
on Microstructures and Properties of Ti-17Al-27Nb Al-
loy,” Transaction of Nonferrous Metals Society of China,
Vol. 16, No. 2, 2006, pp. 316-320.
doi:10.1016/S1003-6326(06)60054-X
Copyright © 2012 SciRes. MSA