O. OGUNDARE ET AL. 917
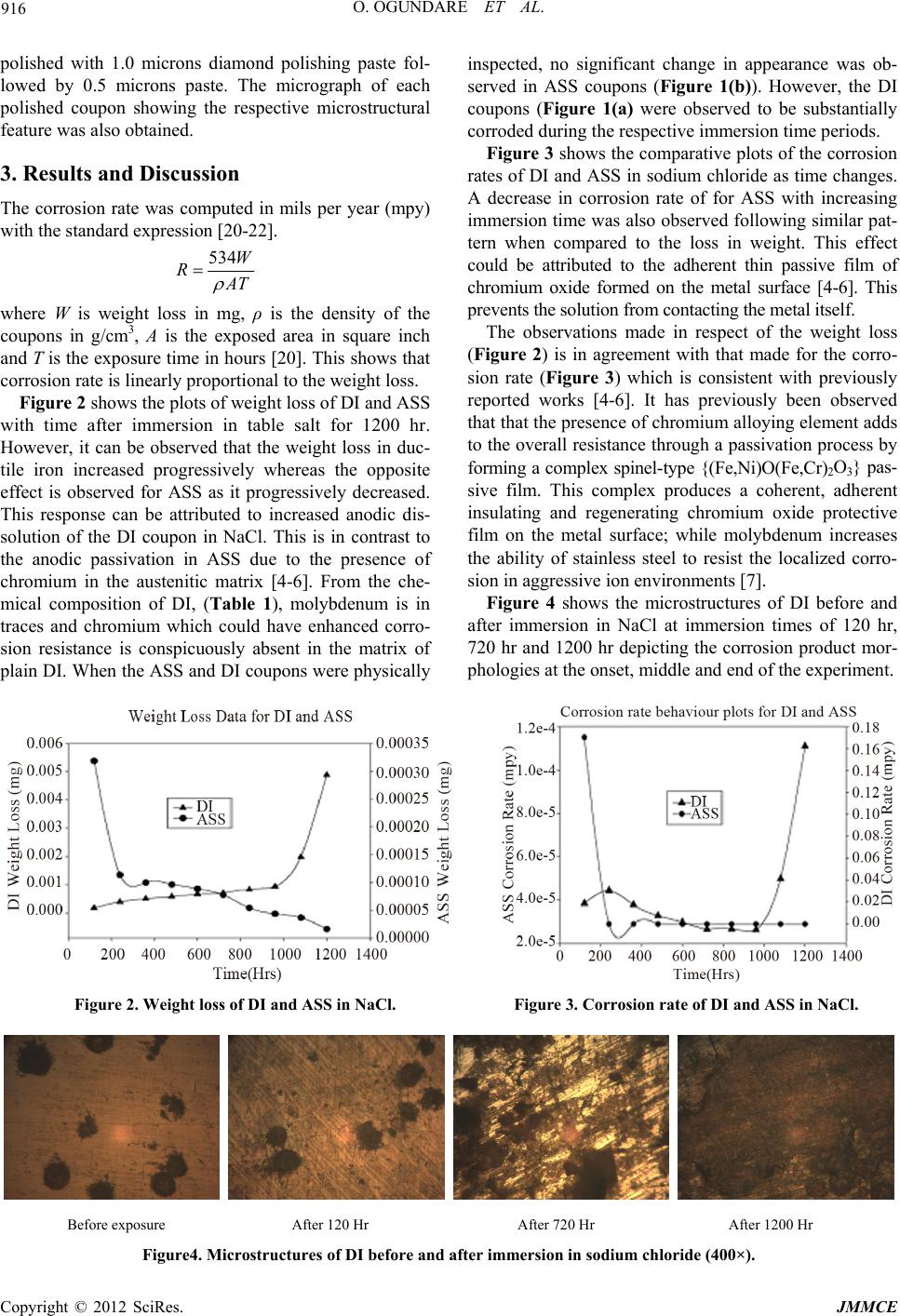
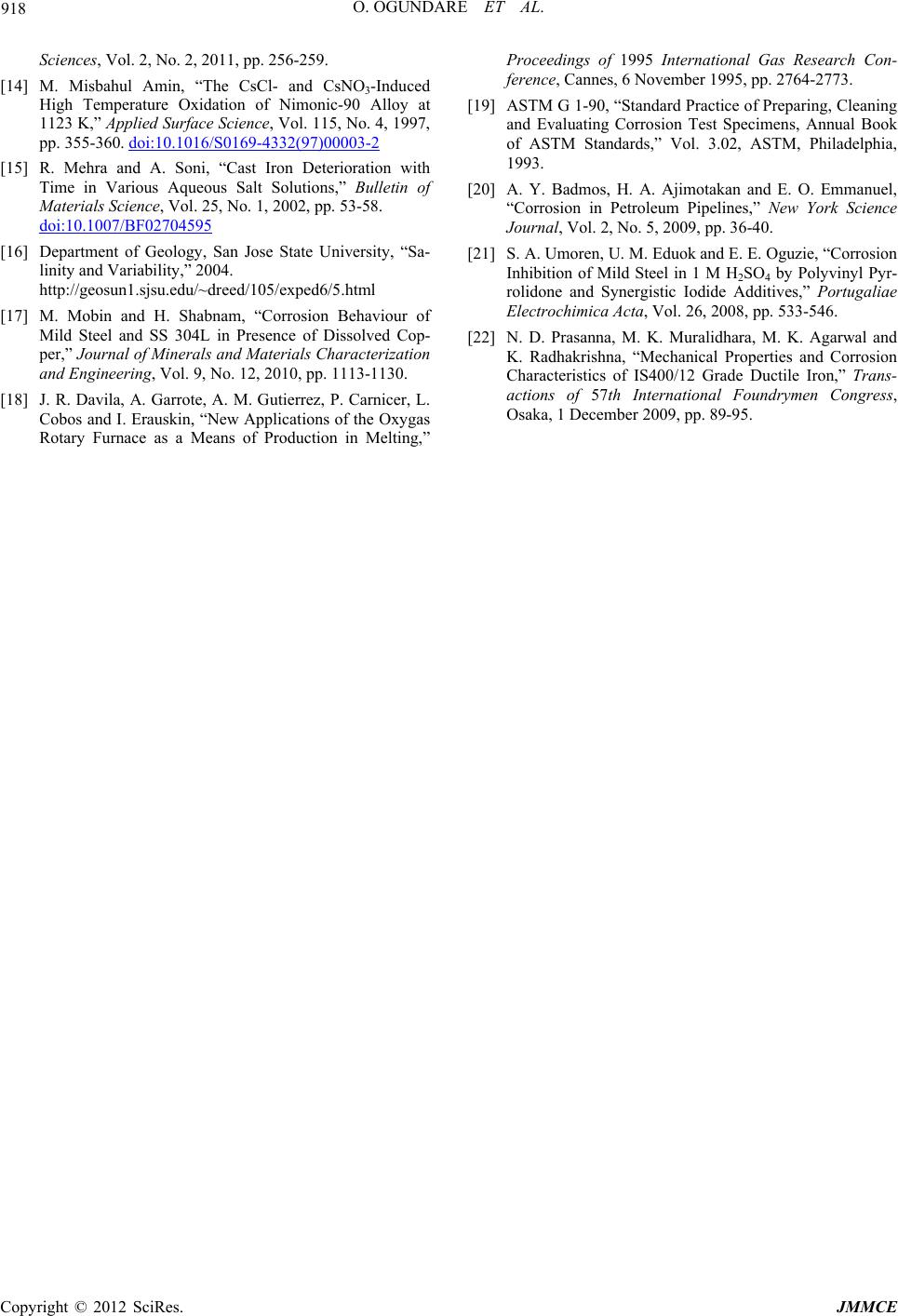
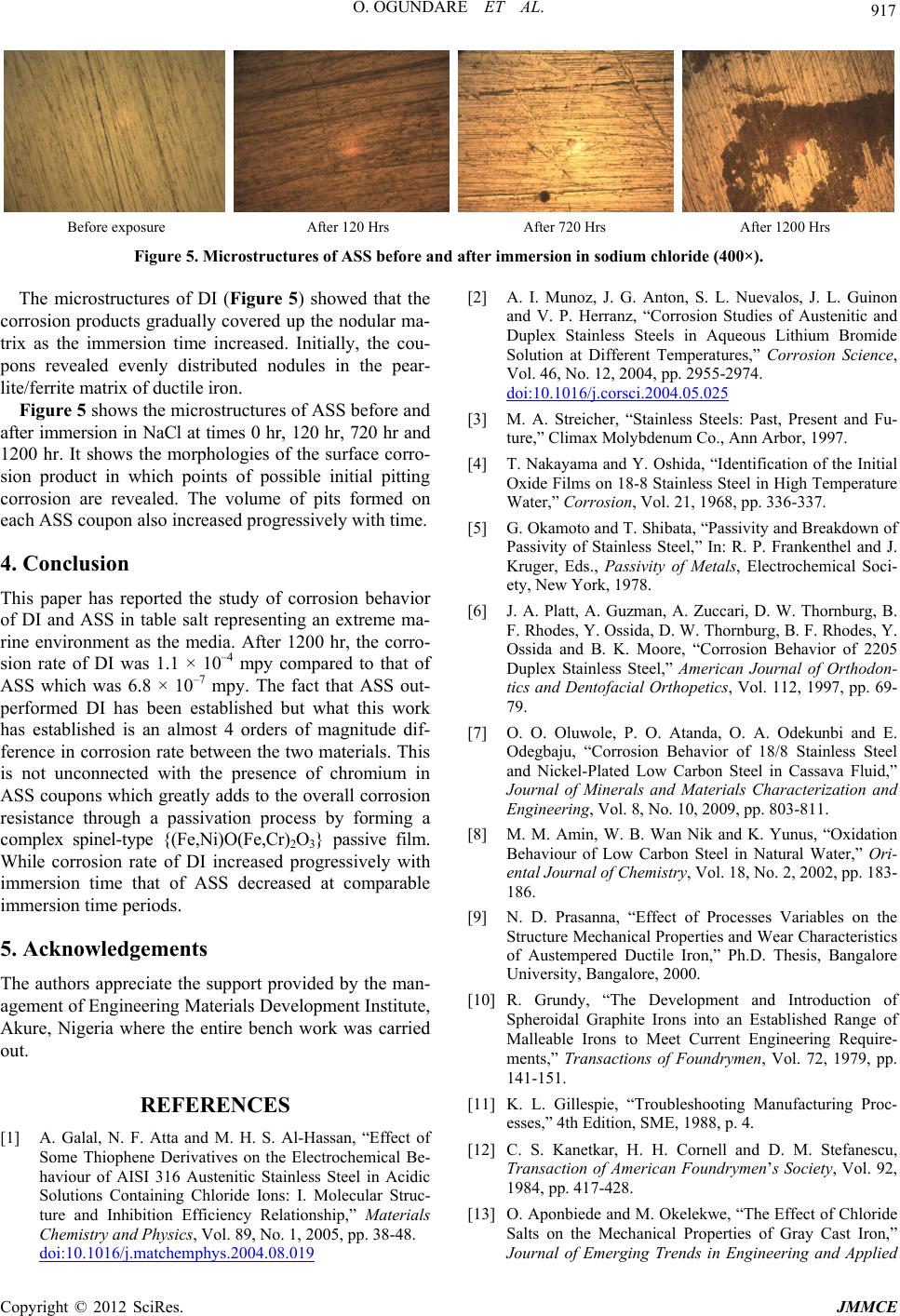
Before exposure After 120 Hrs After 720 Hrs After 1200 Hrs
Figure 5. Microstructures of ASS before and after immersion in sodium chloride (400×).
The microstructures of DI (Figure 5) showed that the
corrosion produ cts gradually covered up the nodular ma-
trix as the immersion time increased. Initially, the cou-
pons revealed evenly distributed nodules in the pear-
lite/ferrite matrix of ductile iron.
Figure 5 shows the microstructures of ASS before and
after immersion in NaCl at times 0 hr, 120 hr, 720 hr and
1200 hr. It shows the morphologies of the surface corro-
sion product in which points of possible initial pitting
corrosion are revealed. The volume of pits formed on
each ASS coupon also increased progressively with time.
4. Conclusion
This paper has reported the study of corrosion behavior
of DI and ASS in table salt representing an extreme ma-
rine environment as the media. After 1200 hr, the corro-
sion rate of DI was 1.1 × 10–4 mpy compared to that of
ASS which was 6.8 × 10–7 mpy. The fact that ASS out-
performed DI has been established but what this work
has established is an almost 4 orders of magnitude dif-
ference in corrosion rate between the two materials. This
is not unconnected with the presence of chromium in
ASS coupon s which greatly adds to the overall cor rosion
resistance through a passivation process by forming a
complex spinel-type {(Fe,Ni)O(Fe,Cr)2O3} passive film.
While corrosion rate of DI increased progressively with
immersion time that of ASS decreased at comparable
immersion time periods.
5. Acknowledgements
The authors appreciate the support provided by the man-
agement of Engineering Materials Dev elopment Institu te,
Akure, Nigeria where the entire bench work was carried
out.
REFERENCES
[1] A. Galal, N. F. Atta and M. H. S. Al-Hassan, “Effect of
Some Thiophene Derivatives on the Electrochemical Be-
haviour of AISI 316 Austenitic Stainless Steel in Acidic
Solutions Containing Chloride Ions: I. Molecular Struc-
ture and Inhibition Efficiency Relationship,” Materials
Chemistry and Physics, Vol. 89, No. 1, 2005, pp. 38-48.
doi:10.1016/j.matchemphys.2004.08.019
[2] A. I. Munoz, J. G. Anton, S. L. Nuevalos, J. L. Guinon
and V. P. Herranz, “Corrosion Studies of Austenitic and
Duplex Stainless Steels in Aqueous Lithium Bromide
Solution at Different Temperatures,” Corrosion Science,
Vol. 46, No. 12, 2004, pp. 2955-2974.
doi:10.1016/j.corsci.2004.05.025
[3] M. A. Streicher, “Stainless Steels: Past, Present and Fu-
ture,” Climax Molybdenum Co., Ann Arbor, 1997.
[4] T. Nakayama and Y. Oshida, “Identification of the Initial
Oxide Films on 18-8 Stainless Steel in High Temperature
Water,” Corrosion, Vol. 21, 1968, pp. 336-337.
[5] G. Okamoto and T. Shibata, “Passivity and Breakdown of
Passivity of Stainless Steel,” In: R. P. Frankenthel and J.
Kruger, Eds., Passivity of Metals, Electrochemical Soci-
ety, New York, 1978.
[6] J. A. Platt, A. Guzman, A. Zuccari, D. W. Thornburg, B.
F. Rhodes, Y. Ossida, D. W. Thornburg, B. F. Rhodes, Y.
Ossida and B. K. Moore, “Corrosion Behavior of 2205
Duplex Stainless Steel,” American Journal of Orthodon-
tics and Dentofacial Orthopetics, Vol. 112, 1997, pp. 69-
79.
[7] O. O. Oluwole, P. O. Atanda, O. A. Odekunbi and E.
Odegbaju, “Corrosion Behavior of 18/8 Stainless Steel
and Nickel-Plated Low Carbon Steel in Cassava Fluid,”
Journal of Minerals and Materials Characterization and
Engineering, Vol. 8, No. 10, 2009, pp. 803-811.
[8] M. M. Amin, W. B. Wan Nik and K. Yunus, “Oxidation
Behaviour of Low Carbon Steel in Natural Water,” Ori-
ental Journal of Chemistry, Vol. 18, No. 2, 2002, pp. 183-
186.
[9] N. D. Prasanna, “Effect of Processes Variables on the
Structure Mechanical Properties and Wear Characteristics
of Austempered Ductile Iron,” Ph.D. Thesis, Bangalore
University, Bangalore, 2000.
[10] R. Grundy, “The Development and Introduction of
Spheroidal Graphite Irons into an Established Range of
Malleable Irons to Meet Current Engineering Require-
ments,” Transactions of Foundrymen, Vol. 72, 1979, pp.
141-151.
[11] K. L. Gillespie, “Troubleshooting Manufacturing Proc-
esses,” 4th Edition, SME, 1988, p. 4.
[12] C. S. Kanetkar, H. H. Cornell and D. M. Stefanescu,
Transaction of American Foundrymen’s Society, Vol. 92,
1984, pp. 417-428.
[13] O. Aponbiede and M. Okelekwe, “The Effect of Chloride
Salts on the Mechanical Properties of Gray Cast Iron,”
Journal of Emerging Trends in Engineering and Applied
Copyright © 2012 SciRes. JMMCE