Journal of Minerals and Materials Characterization and Engineering, 2012, 11, 863-868
Published Online September 2012 (http://www.SciRP.org/journal/jmmce)
Characterization of Sintered Ceramic Tiles Produced
from Steel Slag
Benneth C. Chukwudi1*, Patrick O. Ademusuru1, Boniface A. Okorie2
1Department of Mechanical Engineering, Imo State University, Owerri, Nigeria
2Department of Materials and Metallurgical Engineering, Enu gu State University of Science and Technology, Enugu, Nigeria
Email: *benkeke07@yahoo.com
Received March 15, 2012; revised April 21, 2012; accepted May 7, 2012
ABSTRACT
Ceramic tiles were processed in this present work using clay mineral and steel slag. Steel slag in the range of 0 - 100
wt% was added to kaolinite clay. The blended samples were hydraulic pressed into rectangular moulds, oven dried and
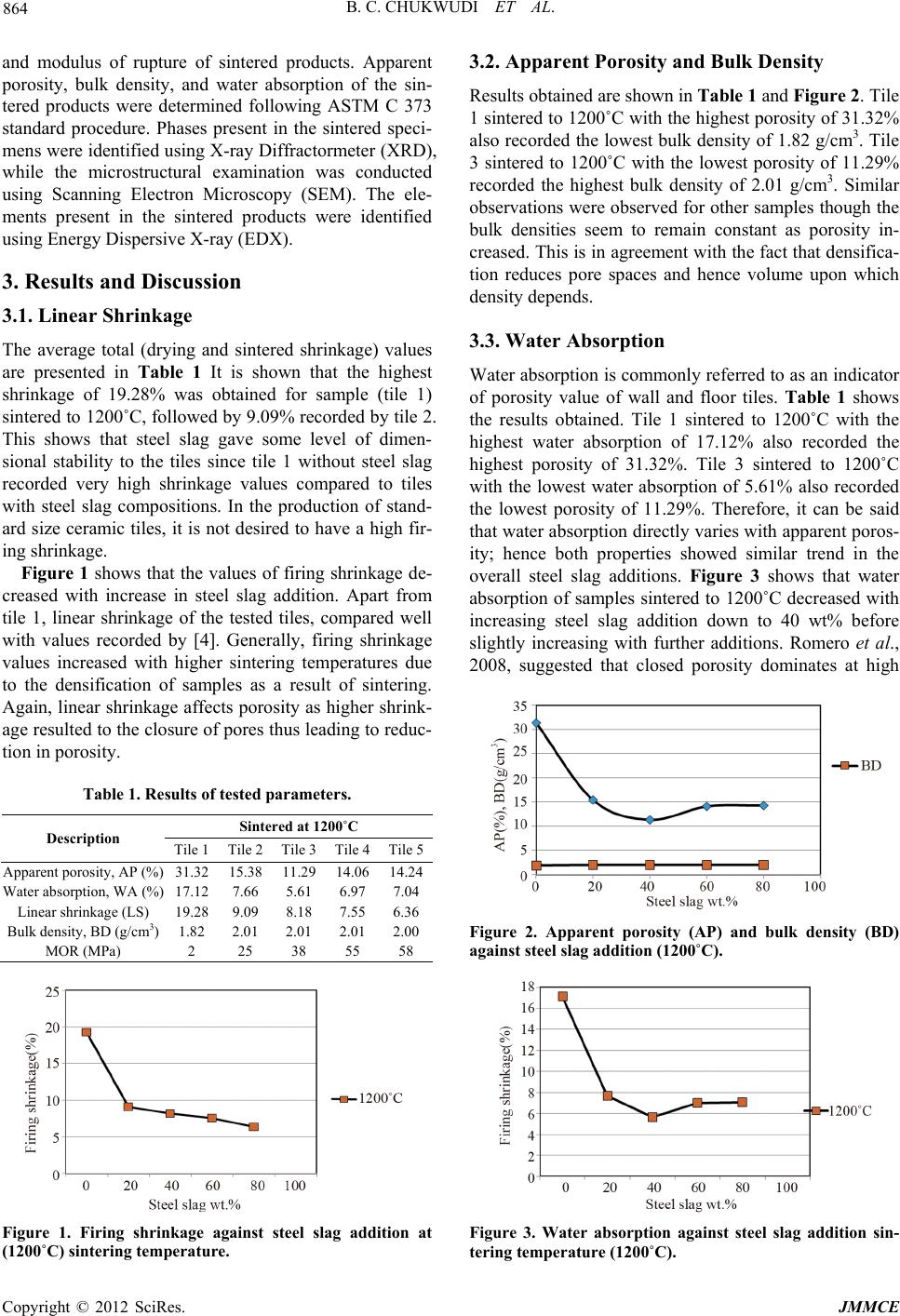
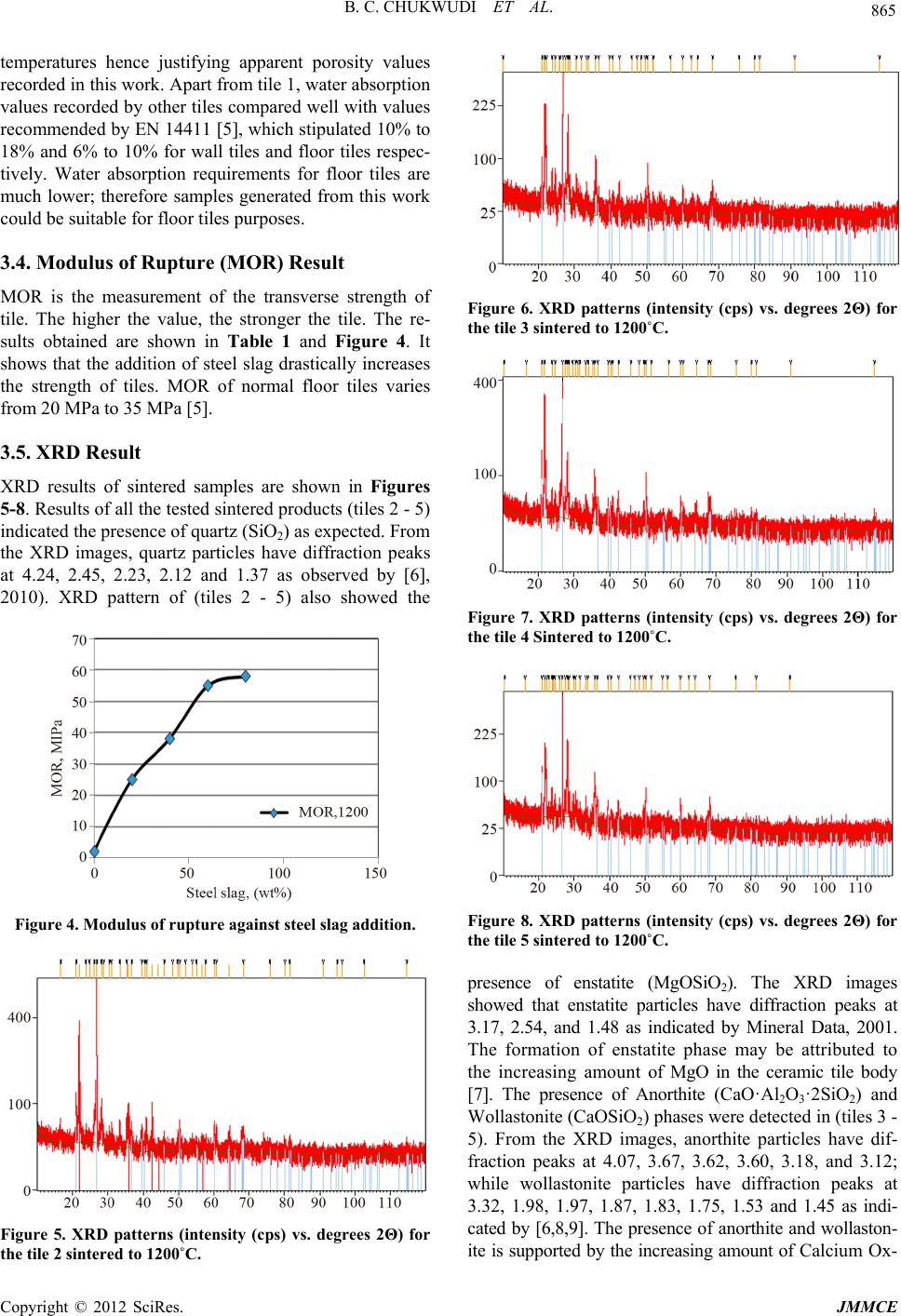
sintered to 1200˚C. Linear shrinkage, apparent porosity, water absorption, bulk density, and modulus of rupture of sin-
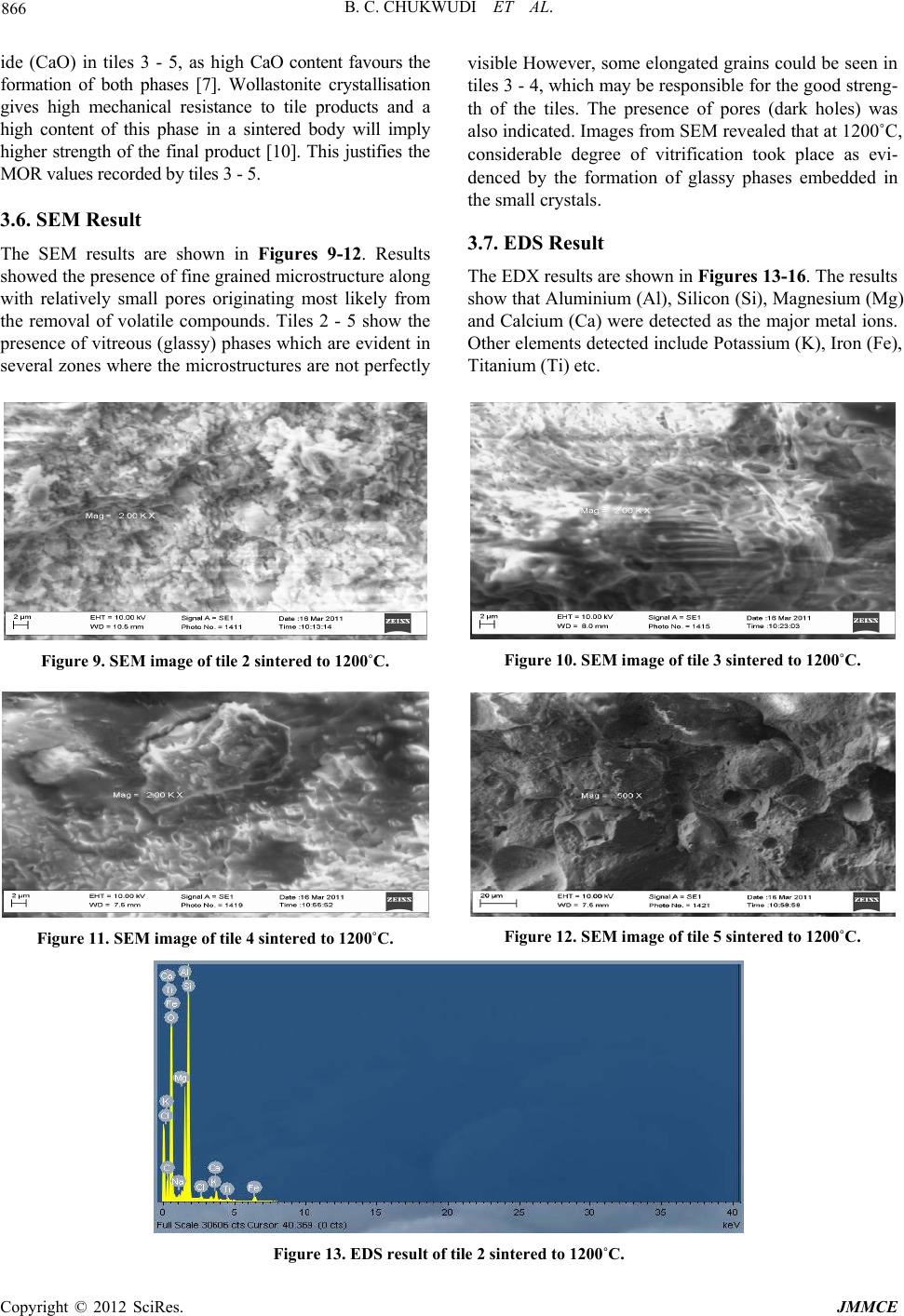
tered specimens were examined. Phases present in the sintered products were identified using X-ray Diffractometer
(XRD), while the microstructural examination was conducted using Scanning Electron Microscopy (SEM). The ele-
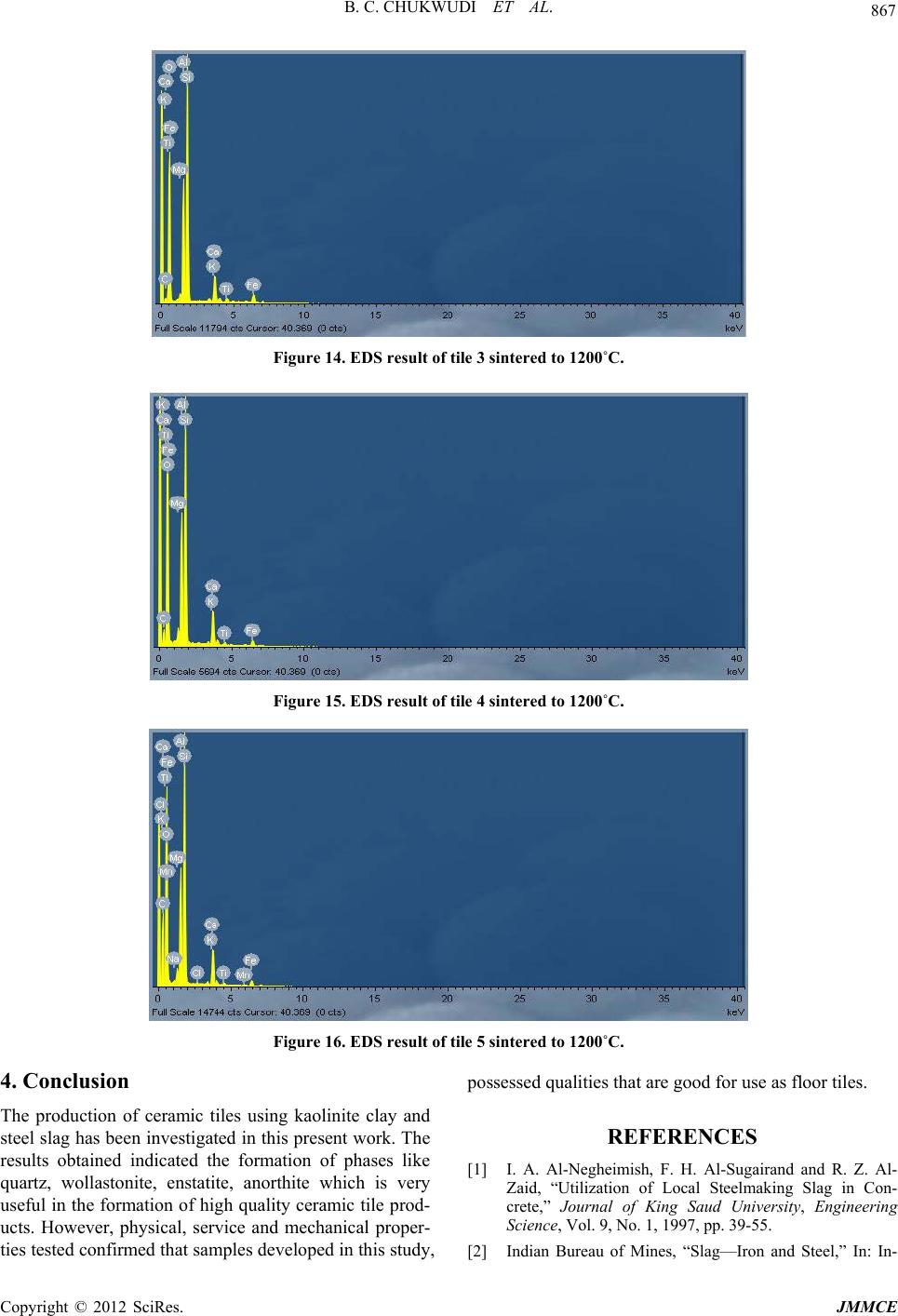
ments present in the sintered products were identified using Energy Dispersive X-ray (EDX). Phases like quartz, wol-
lastonite, anorthite and enstatite were identified in the sintered products. The SEM revealed crystals embedded in the
glassy matrix. EDX studies detected Aluminum (Al), Silicon (Si), Magnesium (Mg) and Calcium (Ca) as the major
metal ions. Results obtained showed that samples containing 20 - 60 wt% steel slag have very good usable ceramic tile
properties.
Keywords: Sintering; Phases; Pig Iron; Mineral
1. Introduction
Slag is a major by-product in the iron and steel making
industry [1]. It may be classified into two main catego-
ries namely—blast furnace slag and steel slag. Blast fur-
nace slag is produced during pig iron production in the
blast furnace, while steel slag is generated at the steel
melting shop during steel manufacturing. It is well
known that removal of excess silicon and carbon from
iron is necessary in order to produce steel. This is
achieved through oxidation by adding limestone and
coke [2].
Steel slag has higher amount of iron and its physical
characteristics are similar to air-cooled iron slag. Iron
content of steel slag is the major difference between blast
furnace slag and steel slag. Slag, 2009 reported that the
iron content of blast furnace slag is about 0.5% against
10% - 23% for steel slag. Emery, 2004 observed that
blast furnace utilization in many industrial applications is
well known compared to steel slag. Furthermore, the
practice of incorporating industrial waste in tile produc-
tion is gaining ground in many ceramic industries all
over the world. Consequently, several studies have been
carried out on the production of ceramic products using
both organic and inorganic waste like sewage sludge,
natural stone waste, fly ashes, and metallurgical waste
[3]. The need to characterize ceramic bodies from such
combinations is not only justified, but imperative. This
study is a contribution in that regard.
2. Experimental Procedure
Steel slag used in this work was collected from Delta
Steel Company, Ovwian Aladja, Delta State. Kaolinite
sample was collected from Agbaghara Nsu in Ehime
Mbano Local Government Area of Imo State. Both sam-
ples were separately crushed, ground and sieved using
ASTM sieve to obtain 100% passing 200 mesh. The ag-
gregates obtained from sieving were batched and blended
in the range of 0 - 100 wt%. Water was added to temper
and the mixture thoroughly worked into a paste. The
paste was introduced into fabricated mild steel mould
measuring approximately 90 mm × 70 mm × 10 mm. The
required quantity of batch mixtu re (paste) was introd uced
into the fabricated metal mould and pressed under a pre-
ssure of 40 MPa using hydraulic pressing machine. The
formed products were allowed to air dry for two days,
followed by oven drying for 1 hour at 105˚C. It was then
sintered to 1200˚C, with 30 minutes soaking time, using
GK4 1300˚C Electric Furnace. Then the sintered prod-
ucts were furnace-cooled to ambient conditions. Standard
methods were applied to determine the linear shrinkage
*Corresponding author.
Copyright © 2012 SciRes. JMMCE