Journal of Minerals and Materials Characterization and Engineering, 2012, 11, 825-831
Published Online August 2012 (http://www.SciRP.org/journal/jmmce)
Effects of Palm Kernel Shell on the Microstructure and
Mechanical Properties of Recycled Polyethylene/Palm
Kernel Shell Particulate Composites
Agunsoye J. Olumuyiwa*, Talabi S. Isaac, Obe A. Adewunmi, Adamson I. Ololade
Department of Metallurgical and Materials Engineering, University of Lagos, Lagos, Nigeria
Email: *jagunsoye@unilag.edu.ng
Received May 16, 2012; revised June 30, 2012; accepted July 20, 2012
ABSTRACT
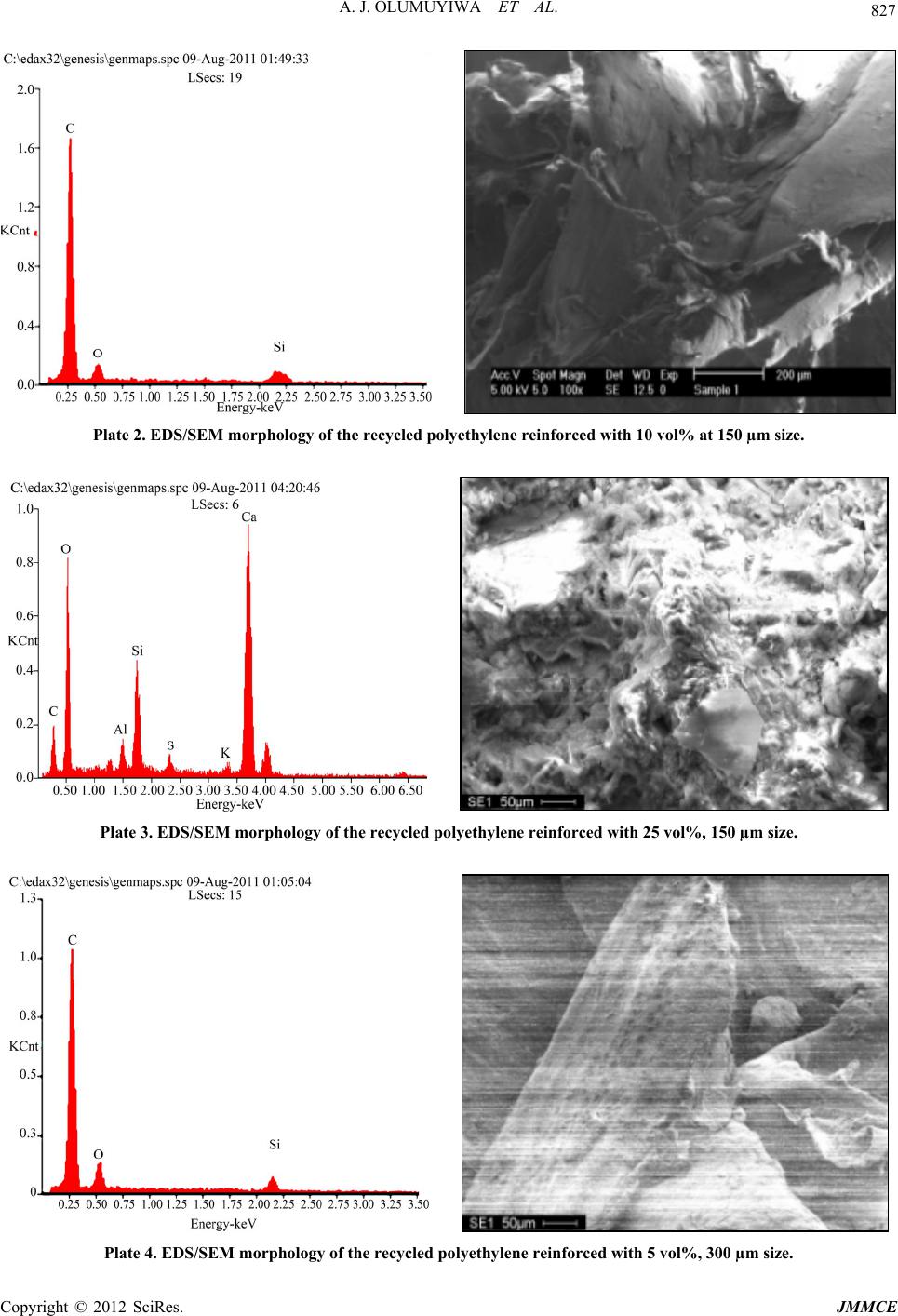
The effect of palm kernel shell on the microstructure and mechanical properties of recycled polyethylene (RLDPE) re-
inforced with palm kernel shell particulate co mposite was evaluated to assess the po ssibility of using it as a new mate-
rial for engineering applications. The composites were produced by compounding and compressive moulding technique
by varying the Palm kernel shell particle from 5 - 25 vol% with particles size of 150, 300 and 400 µm. The microstruc-
ture (SEM/EDS) and the mechanical properties of the composites were investigated. The hardness of the composite
increases with increase in palm kernel shell content and the tensile strength of the composite increased to optimum of 5
vol%. Scanning electron Microscopy (SEM) of the composites surfaces indicates fairly interfacial interaction between
the palm kernel shell particles and the RLDPE matrix. The composites produced with 150 µm particle size have the best
properties of the en tire grade. Hence this grade can be use for interior applications such as car seat, dash board, and car
interior for decorative purposes or other interior parts of automobile where high strength is not considered a critical re-
quirement.
Keywords: Recycled Polyethylene; Palm Kernel Shell; Microstructure and Properties
1. Introduction
Composites are materials that comprise strong load car-
rying material (known as reinforcement) imbedded in
weaker material (known as matrix). Reinforcement pro-
vides strength and rigidity, helping to support structural
load. In re cent years, due to grow ing environmental aw are-
ness, agro-fillers (agro-based waste) have been increas-
ingly used as reinforcing fillers in thermoplastic compos-
ite materials [1-2].
Natural fibers, as reinforcement, have recently attracted
the attention of researchers because of their advantages
over other established materials. They are environmen-
tally friendly, fully biodegradable, abundantly available,
renewable and cheap and have low density. Natural fiber
composites are used in place of glass mostly in non-
structural applications. A number of automotive compo-
nents previously made with glass fiber composites are
now being manufactured using environmentally friendly
composites [2]. This may be attributed to low-weight
ratio of the composites.
Thousands of tons of different crops are produced but
most of their wastes do not have any useful utilization.
Agricultural wastes include wheat husk, rice husk, and
their straw, hemp fiber and shells of various dry fruits
Mechanical properties of plant fibers are much lower
when compared to those of the most widely used com-
peting reinforcing glass fibers. However, because of their
low density, the specific properties (property-to-density
ratio), strength, and stiffness of plant fibers are compara-
ble to the values of glass fibers [3-4]. Plant fi bers are light
compared to glass, carbon and aramid fibers. The biode-
gradability of plant fibers can contribute to a healthy
ecosystem while their low cost and high performance
fulfill the economic interest of industry.
Oil palm fibers have been extensively studied for the
production of various composites, such as thermoplastic
composites, particleboard, medium density fireboard poly-
mer impregnated oil palm trunk and other thermoset
composites [3]. For thermoplastics composites, empty
fruit bunch and oil palm frond has been the focus of
many researchers. This is due mainly to cost, availability
and properties. Oil Palm Fibers has been discovered to
introduce better wear characteristics to polyester com-
pared to glass fiber while it showed lower mechanical
property than Chopp ed strand mat Glass fiber Reinforced
Polyester [4-6]. Treating Oil Palm Fibers has significant
*Corresponding author.
Copyright © 2012 SciRes. JMMCE