B. K. C. GANESH ET AL.
742
(a)
(b)
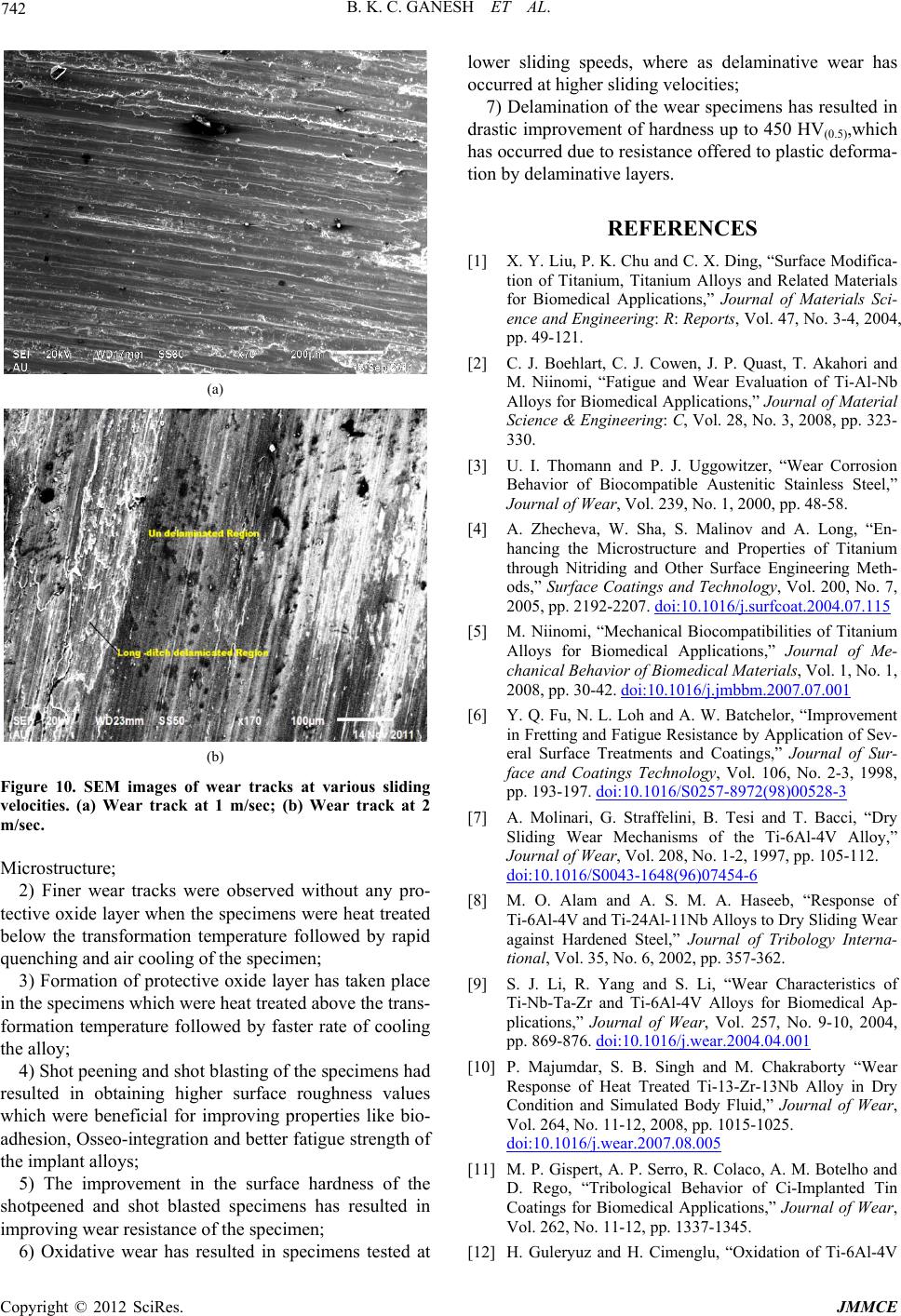
Figure 10. SEM images of wear tracks at various sliding
velocities. (a) Wear track at 1 m/sec; (b) Wear track at 2
m/sec.
Microstructure;
2) Finer wear tracks were observed without any pro-
tective oxide layer when the specimens were heat treated
below the transformation temperature followed by rapid
quenching and air cooling of the specimen;
3) Formation of protective oxide layer has taken place
in the specimens which were heat treated above the trans-
formation temperature followed by faster rate of cooling
the alloy;
4) Shot peening and shot blasting of the specimens had
resulted in obtaining higher surface roughness values
which were beneficial for improving properties like bio-
adhesion, Osseo-integration and better fatigue strength of
the implant alloys;
5) The improvement in the surface hardness of the
shotpeened and shot blasted specimens has resulted in
improving wear resistance of the specimen;
6) Oxidative wear has resulted in specimens tested at
lower sliding speeds, where as delaminative wear has
occurred at higher sliding velocities;
7) Delamination of the wear specimens has resulted in
drastic improvement of hardness up to 450 HV(0.5),which
has occurred due to resistance offered to plastic deforma-
tion by delaminative layers.
REFERENCES
[1] X. Y. Liu, P. K. Chu and C. X. Ding, “Surface Modifica-
tion of Titanium, Titanium Alloys and Related Materials
for Biomedical Applications,” Journal of Materials Sci-
ence and Engineering: R: Reports, Vol. 47, No. 3-4, 2004,
pp. 49-121.
[2] C. J. Boehlart, C. J. Cowen, J. P. Quast, T. Akahori and
M. Niinomi, “Fatigue and Wear Evaluation of Ti-Al-Nb
Alloys for Biomedical Applications,” Journal of Material
Science & Engineering: C, Vol. 28, No. 3, 2008, pp. 323-
330.
[3] U. I. Thomann and P. J. Uggowitzer, “Wear Corrosion
Behavior of Biocompatible Austenitic Stainless Steel,”
Journal of Wear, Vol. 239, No. 1, 2000, pp. 48-58.
[4] A. Zhecheva, W. Sha, S. Malinov and A. Long, “En-
hancing the Microstructure and Properties of Titanium
through Nitriding and Other Surface Engineering Meth-
ods,” Surface Coatings and Technology, Vol. 200, No. 7,
2005, pp. 2192-2207. doi:10.1016/j.surfcoat.2004.07.115
[5] M. Niinomi, “Mechanical Biocompatibilities of Titanium
Alloys for Biomedical Applications,” Journal of Me-
chanical Behavior of Biomedical Materials, Vol. 1, No. 1,
2008, pp. 30-42. doi:10.1016/j.jmbbm.2007.07.001
[6] Y. Q. Fu, N. L. Loh and A. W. Batchelor, “Improvement
in Fretting and Fatigue Resistance by Application of Sev-
eral Surface Treatments and Coatings,” Journal of Sur-
face and Coatings Technology, Vol. 106, No. 2-3, 1998,
pp. 193-197. doi:10.1016/S0257-8972(98)00528-3
[7] A. Molinari, G. Straffelini, B. Tesi and T. Bacci, “Dry
Sliding Wear Mechanisms of the Ti-6Al-4V Alloy,”
Journal of Wear, Vol. 208, No. 1-2, 1997, pp. 105-112.
doi:10.1016/S0043-1648(96)07454-6
[8] M. O. Alam and A. S. M. A. Haseeb, “Response of
Ti-6Al-4V and Ti-24Al-11Nb Alloys to Dry Sliding Wear
against Hardened Steel,” Journal of Tribology Interna-
tional, Vol. 35, No. 6, 2002, pp. 357-362.
[9] S. J. Li, R. Yang and S. Li, “Wear Characteristics of
Ti-Nb-Ta-Zr and Ti-6Al-4V Alloys for Biomedical Ap-
plications,” Journal of Wear, Vol. 257, No. 9-10, 2004,
pp. 869-876. doi:10.1016/j.wear.2004.04.001
[10] P. Majumdar, S. B. Singh and M. Chakraborty “Wear
Response of Heat Treated Ti-13-Zr-13Nb Alloy in Dry
Condition and Simulated Body Fluid,” Journal of Wear,
Vol. 264, No. 11-12, 2008, pp. 1015-1025.
doi:10.1016/j.wear.2007.08.005
[11] M. P. Gispert, A. P. Serro, R. Colaco, A. M. Botelho and
D. Rego, “Tribological Behavior of Ci-Implanted Tin
Coatings for Biomedical Applications,” Journal of Wear,
Vol. 262, No. 11-12, pp. 1337-1345.
[12] H. Guleryuz and H. Cimenglu, “Oxidation of Ti-6Al-4V
Copyright © 2012 SciRes. JMMCE