S. GOPALAKANNAN, T. SENTHILVELAN
Copyright © 2012 SciRes. JMMCE
690
and 17-4 PH. The following inferences are arrived at:
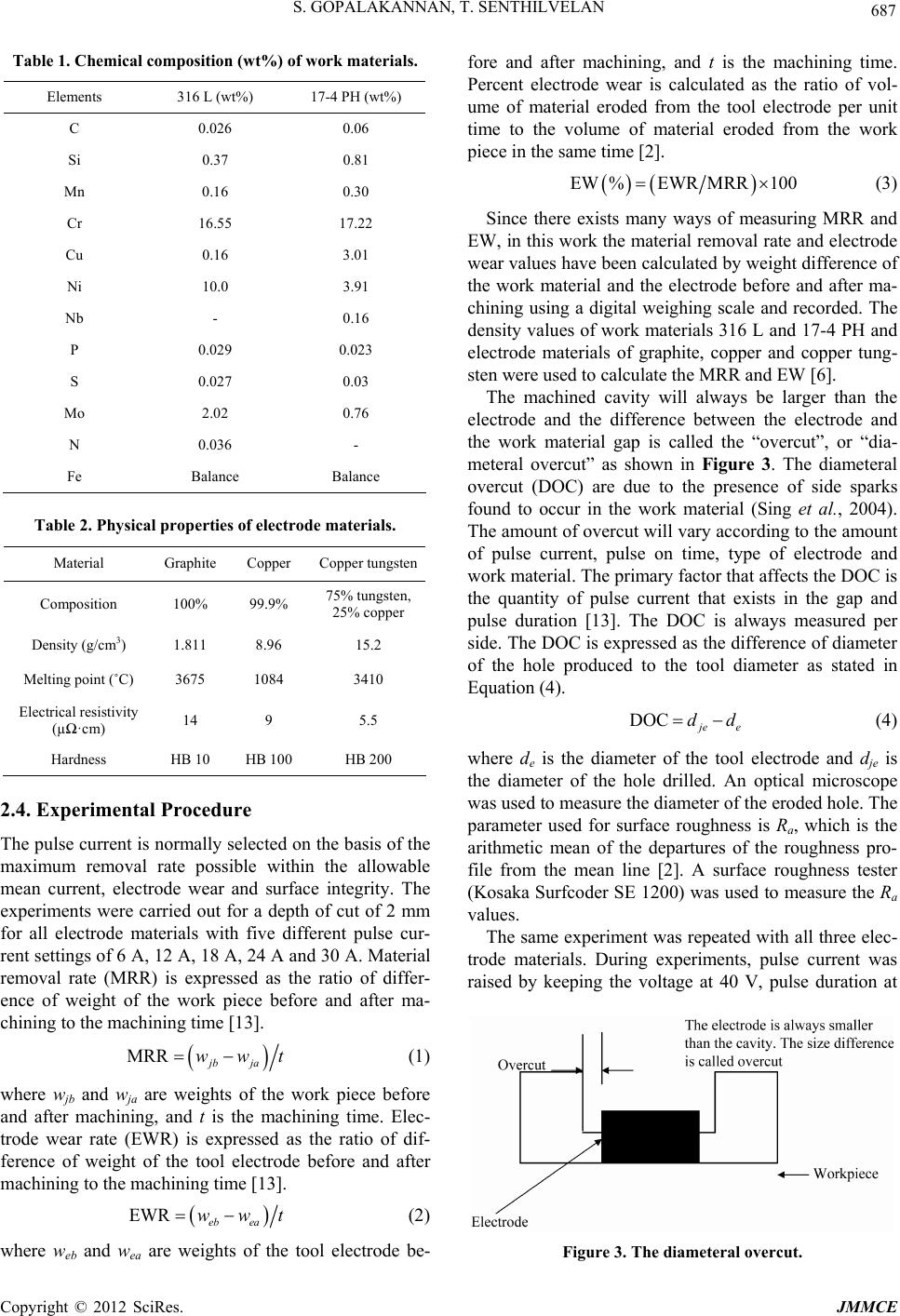
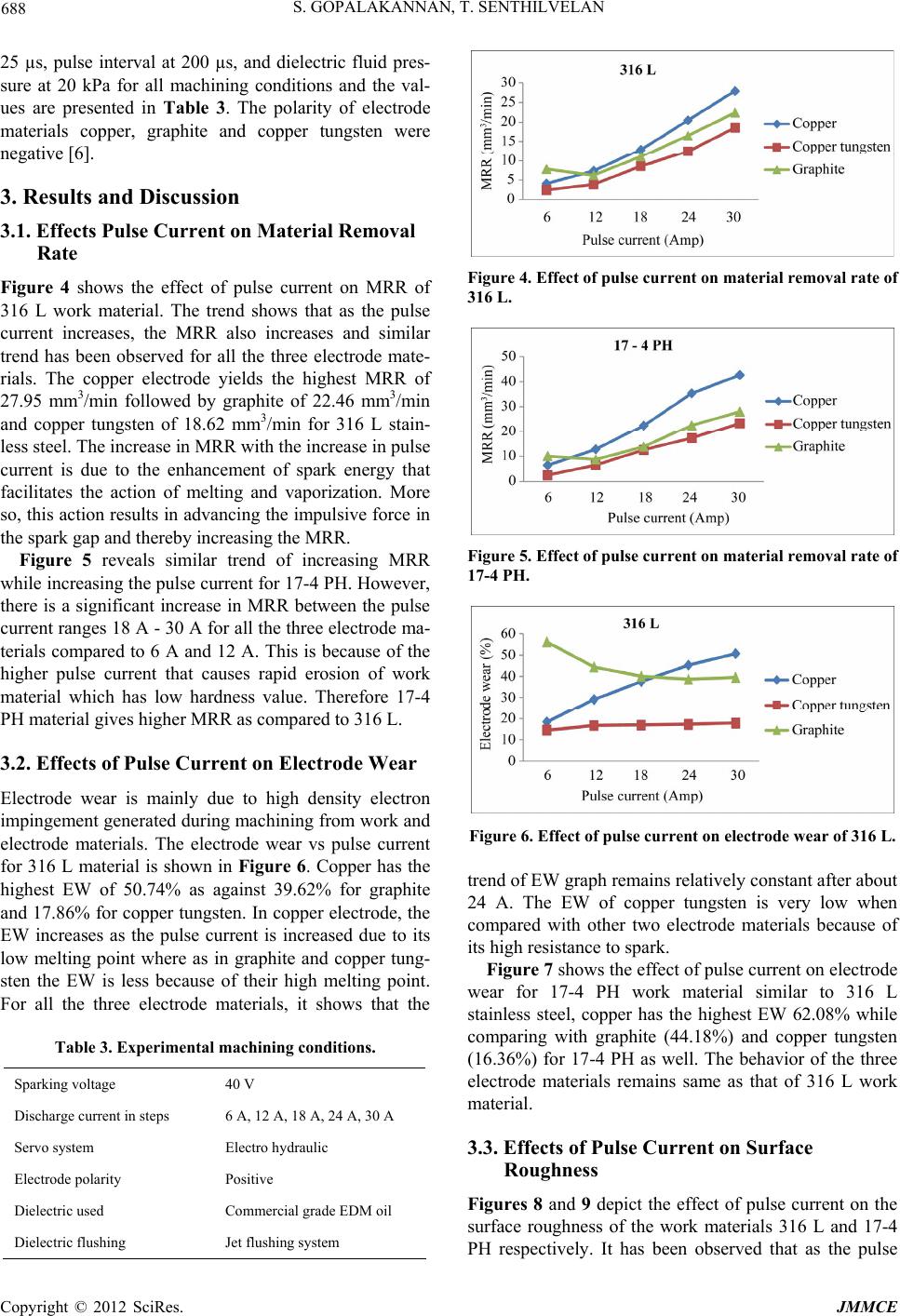
1) For 316 L and 17-4 PH work materials copper elec-
trode gives the better MRR than graphite whereas the
copper-tungsten yields the lowest MRR value. The MRR
obtained by three electrodes in 17-4 PH is higher than
316 L because of its low hardness;
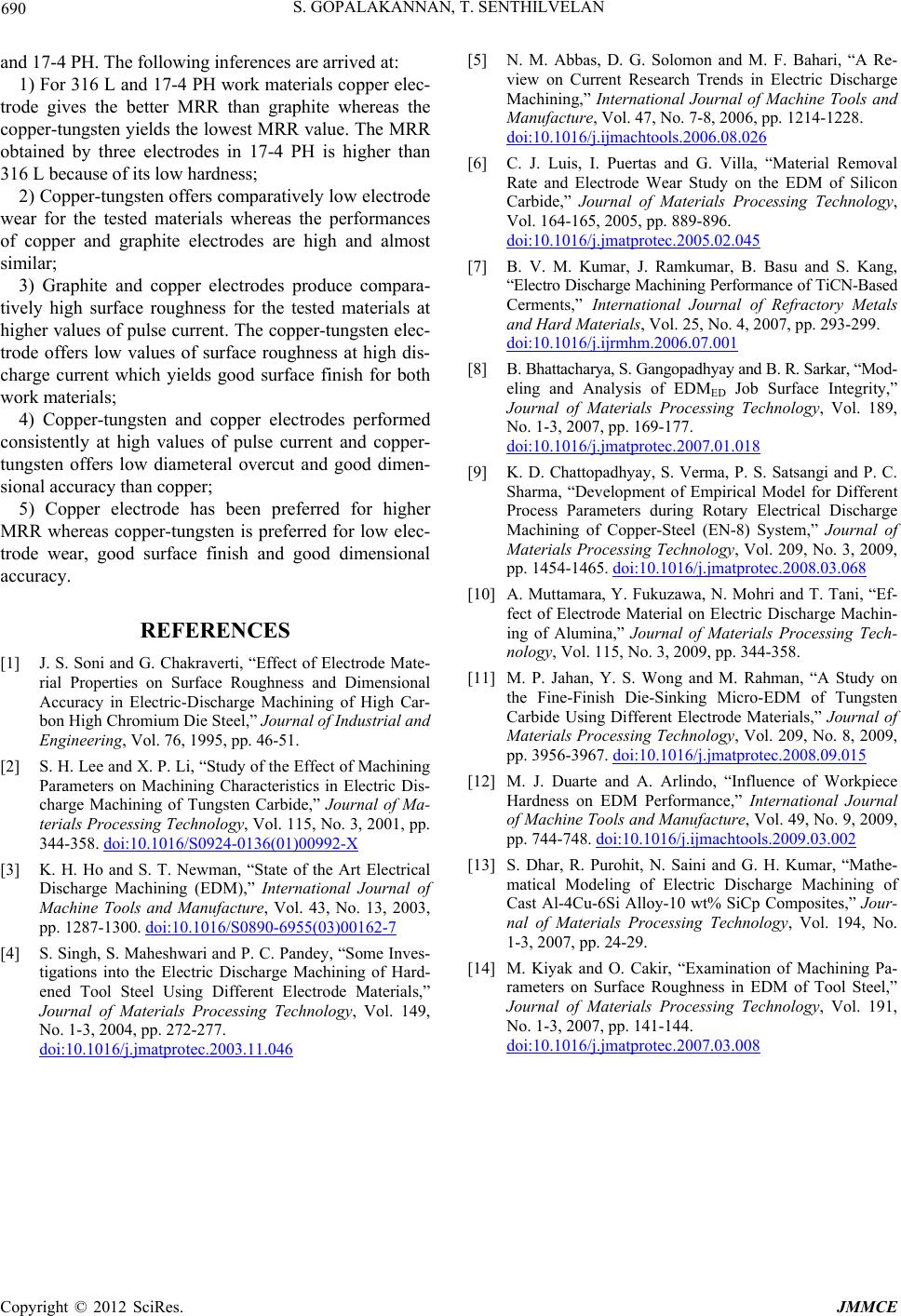
2) Copper-tungsten offers comparatively low electrode
wear for the tested materials whereas the performances
of copper and graphite electrodes are high and almost
similar;
3) Graphite and copper electrodes produce compara-
tively high surface roughness for the tested materials at
higher values of pulse current. The copper-tungsten elec-
trode offers low values of surface roughness at high dis-
charge current which yields good surface finish for both
work materials;
4) Copper-tungsten and copper electrodes performed
consistently at high values of pulse current and copper-
tungsten offers low diameteral overcut and good dimen-
sional accuracy than copper;
5) Copper electrode has been preferred for higher
MRR whereas copper-tungsten is preferred for low elec-
trode wear, good surface finish and good dimensional
accuracy.
REFERENCES
[1] J. S. Soni and G. Chakraverti, “Effect of Electrode Mate-
rial Properties on Surface Roughness and Dimensional
Accuracy in Electric-Discharge Machining of High Car-
bon High Chromium Die Steel,” Journal of Industrial and
Engineering, Vol. 76, 1995, pp. 46-51.
[2] S. H. Lee and X. P. Li, “Study of the Effect of Machining
Parameters on Machining Characteristics in Electric Dis-
charge Machining of Tungsten Carbide,” Journal of Ma-
terials Processing Technology, Vol. 115, No. 3, 2001, pp.
344-358. doi:10.1016/S0924-0136(01)00992-X
[3] K. H. Ho and S. T. Newman, “State of the Art Electrical
Discharge Machining (EDM),” International Journal of
Machine Tools and Manufacture, Vol. 43, No. 13, 2003,
pp. 1287-1300. doi:10.1016/S0890-6955(03)00162-7
[4] S. Singh, S. Maheshwari and P. C. Pandey, “Some Inves-
tigations into the Electric Discharge Machining of Hard-
ened Tool Steel Using Different Electrode Materials,”
Journal of Materials Processing Technology, Vol. 149,
No. 1-3, 2004, pp. 272-277.
doi:10.1016/j.jmatprotec.2003.11.046
[5] N. M. Abbas, D. G. Solomon and M. F. Bahari, “A Re-
view on Current Research Trends in Electric Discharge
Machining,” International Journal of Machine Tools and
Manufacture, Vol. 47, No. 7-8, 2006, pp. 1214-1228.
doi:10.1016/j.ijmachtools.2006.08.026
[6] C. J. Luis, I. Puertas and G. Villa, “Material Removal
Rate and Electrode Wear Study on the EDM of Silicon
Carbide,” Journal of Materials Processing Technology,
Vol. 164-165, 2005, pp. 889-896.
doi:10.1016/j.jmatprotec.2005.02.045
[7] B. V. M. Kumar, J. Ramkumar, B. Basu and S. Kang,
“Electro Discharge Machining Performance of TiCN-Based
Cerments,” International Journal of Refractory Metals
and Hard Materials, Vol. 25, No. 4, 2007, pp. 293-299.
doi:10.1016/j.ijrmhm.2006.07.001
[8] B. Bhattacharya, S. Gangopadhyay and B. R. Sarkar, “Mod-
eling and Analysis of EDMED Job Surface Integrity,”
Journal of Materials Processing Technology, Vol. 189,
No. 1-3, 2007, pp. 169-177.
doi:10.1016/j.jmatprotec.2007.01.018
[9] K. D. Chattopadhyay, S. Verma, P. S. Satsangi and P. C.
Sharma, “Development of Empirical Model for Different
Process Parameters during Rotary Electrical Discharge
Machining of Copper-Steel (EN-8) System,” Journal of
Materials Processing Technology, Vol. 209, No. 3, 2009,
pp. 1454-1465. doi:10.1016/j.jmatprotec.2008.03.068
[10] A. Muttamara, Y. Fukuzawa, N. Mohri and T. Tani, “Ef-
fect of Electrode Material on Electric Discharge Machin-
ing of Alumina,” Journal of Materials Processing Tech-
nology, Vol. 115, No. 3, 2009, pp. 344-358.
[11] M. P. Jahan, Y. S. Wong and M. Rahman, “A Study on
the Fine-Finish Die-Sinking Micro-EDM of Tungsten
Carbide Using Different Electrode Materials,” Journal of
Materials Processing Technology, Vol. 209, No. 8, 2009,
pp. 3956-3967. doi:10.1016/j.jmatprotec.2008.09.015
[12] M. J. Duarte and A. Arlindo, “Influence of Workpiece
Hardness on EDM Performance,” International Journal
of Machine Tools and Manufacture, Vol. 49, No. 9, 2009,
pp. 744-748. doi:10.1016/j.ijmachtools.2009.03.002
[13] S. Dhar, R. Purohit, N. Saini and G. H. Kumar, “Mathe-
matical Modeling of Electric Discharge Machining of
Cast Al-4Cu-6Si Alloy-10 wt% SiCp Composites,” Jour-
nal of Materials Processing Technology, Vol. 194, No.
1-3, 2007, pp. 24-29.
[14] M. Kiyak and O. Cakir, “Examination of Machining Pa-
rameters on Surface Roughness in EDM of Tool Steel,”
Journal of Materials Processing Technology, Vol. 191,
No. 1-3, 2007, pp. 141-144.
doi:10.1016/j.jmatprotec.2007.03.008