S. M. ADEDAYO, M. A. ONITIRI 677
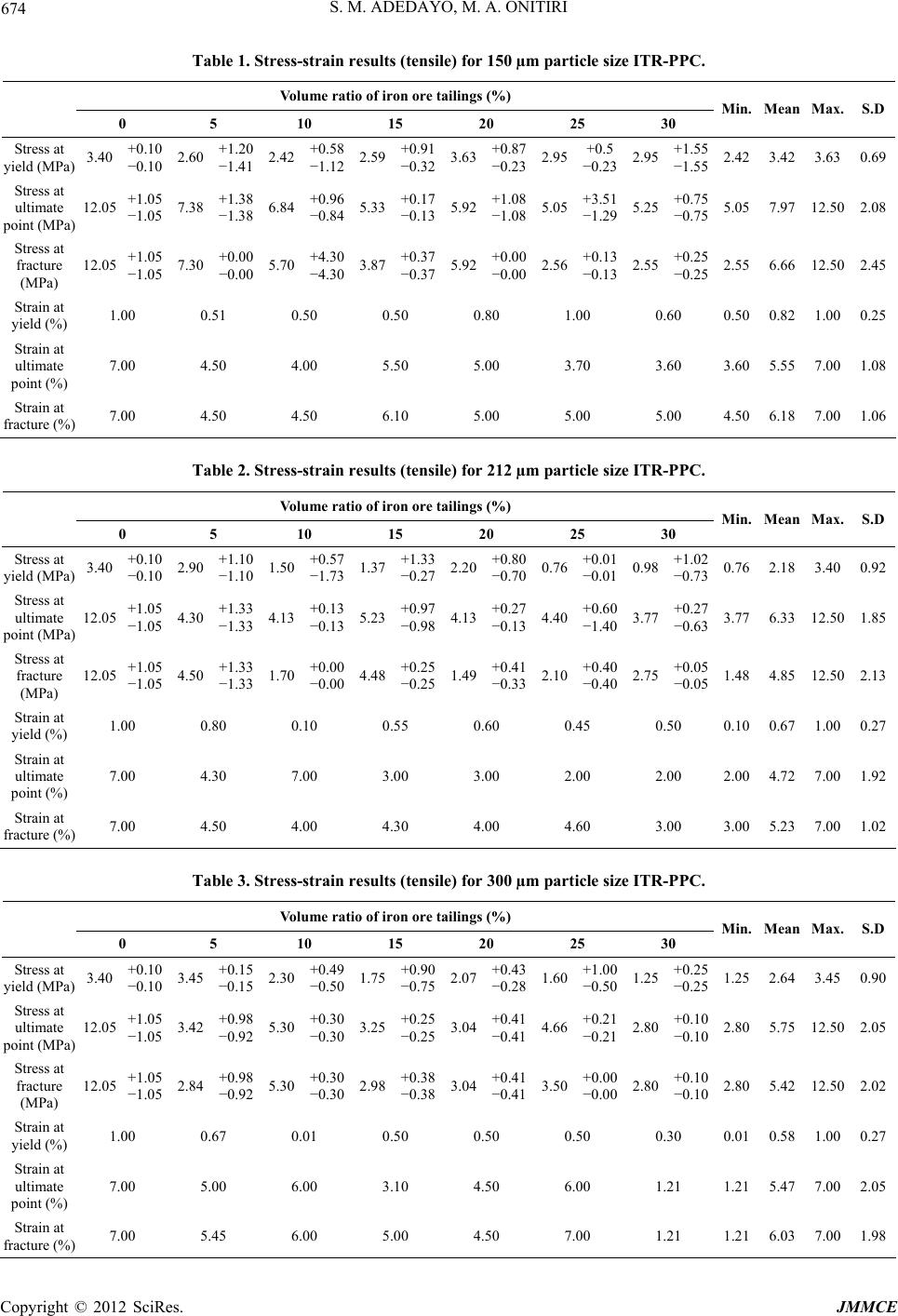
Figure 6. Average impact energy versus volume content of
iron ore tailings curves for PP-filled with 150 µm, 212 µm
and 300 µm iron ore tailings particle sizes at volume content
0% to 30%.
5. Conclusion
Nielson’s model shows better predictive capability with
the smallest particle size and decreasing volume ratio for
ITR-PP. The predictability of the Nielsen’s model can be
enhanced by addition of binding agents to improve inter-
facial adhesion. The Bigg equation shows improved pre-
dictability with decreasing particle size of filler in PP
while the Einstein equation which assumes poor adhesion
gives the best prediction of modulus of elasticity with
increasing particle size in PP. The least volume content
of iron ore tailings that can be predicted by the Einstein
equation which assumes perfect adhesion is 5%. Izod
impact strength increased with increasing volume of 150
µm iron ore tailings except at 10% volume content of
iron ore tailings.
REFERENCES
[1] B. M. Love, “Multiscale Analysis of Failure in Hetero-
geneous Solids under Dynamic Loading,” Ph.D. Thesis,
Virginia Polytechnic Institute and State University, Blacks-
burg, 2004.
[2] J. A. W. Van Dommelen, W. A. M. Brekelmans and F. P.
T. Baaijens, “A Numerical Investigation of the Potential
of Rubber and Mineral Particles for Toughening of Semi-
crystalline Polymers,” Computational Materials Science,
Vol. 27, No. 4, 2003, pp. 480-492.
doi:10.1016/S0927-0256(03)00050-8
[3] G. Ravichandran and C. T. Liu, “Modeling Constitutive
Behavior of Particulate Composites Undergoing Dam-
age,” International Journal of Solids and Structures, Vol.
32, No. 6-7, 1995, pp. 979-990.
doi:10.1016/0020-7683(94)00172-S
[4] Y. W. Kwon, J. H. Lee and C. T. Liu, “Study of Damage
and Crack in Particulate Composites,” Composites Part B:
Engineering, Vol. 29, No. 4, 1998, pp. 443-450.
doi:10.1016/S1359-8368(98)80002-4
[5] S. N. Maiti and P. K. Mahapatro, “Mechanical Properties
of i-PP/CaCO3,” Journal of Applied Polymer Science, Vol.
42, No. 12, 2011, pp. 3077-3273.
[6] S. N. Maiti and P. K. Mahapatro, “Mechanical Properties
of Nickel-Powder-Filled Polypropylene Composites,” Poly-
mer Composites, Vol. 13, No. 1, 1992, pp. 47-52.
doi:10.1002/pc.750130107
[7] I. H. Tavman, “Thermal and Mechanical Properties of
Aluminum Powder-Filled High-Density Polyethylene Com-
posites,” Journal of Applied Polymer Science, Vol. 62,
No. 12, 1996, pp. 2161-2167.
doi:10.1002/(SICI)1097-4628(19961219)62:12<2161::AI
D-APP19>3.0.CO;2-8
[8] M. A. McCarthy and J. F. M. Wiggeraad, “Numerical
Investigation of a Crash Test of a Composite Helicopter
Subfloor Structure,” Composite Structures, Vol. 51, No. 4,
2001, pp. 345-359. doi:10.1016/S0263-8223(00)00150-1
[9] S. Nie, “A Micromechanical Study of the Damage Me-
chanics of Acrylic Particulate Composites under Ther-
momechanical Loading,” Ph.D. Thesis, State University
of New York, Buffalo, 2005.
[10] L. E. Nielsen, “Simple Theory of Stress-Strain Properties
of Filled Polymers,” Journal of Applied Polymer Science,
Vol. 10, No. 1, 1996, pp. 97-103.
doi:10.1002/app.1966.070100107
[11] D. M. Bigg, “Mechanical, Thermal, and Electrical Prop-
erties of Metal Fiber-Filled Polymer Composites,” Poly-
mer Engineering & Science, Vol. 19, No. 16, 1979, pp.
1188-1192. doi:10.1002/pen.760191610
[12] A. Einstein, “On the Movement of Small Particles Sus-
pended in Stationary Liquids Required by the Molecu-
lar-Kinetic Theory of Heat,” Annale n de r Phy sik, Vol. 17,
1905, pp. 549-560.
[13] R. P. Lukens, “ASTM E 171: Standard Specification for
Standard Atmospheres for Conditioning and Testing Ma-
terials,” Annual ASTM Standards, Vol. 41, 1981, pp.
190-193.
[14] R. P. Lukens, “ASTM E 41: Standard Definitions of
Terms Relating to Conditioning,” Annual ASTM Stan-
dards, Vol. 41, 1981, pp. 56-58.
[15] S. O. Adepoju and B. M. Olaleye, “Gravity Concentration
of Silica Sand from Itakpe Iron-Ore Tailings by Tabling
Operation,” Nigerian Journal of Engineering Manage-
ment, Vol. 2, No. 2, 2001, pp. 51-55.
[16] P. A. Olubambi and J. H. Potgieter, “Effectiveness of
Gravity Concentration for the Beneficiation of Itakpe
(Nigeria) Iron Ore Achieved through Jigging Operation.”
Journal of Mineral & Materials Characterization & En-
gineering, Vol. 4, No. 1, 2005, pp. 21-30.
[17] V. John, “Testing of Materials,” Macmillan, London,
1992.
[18] J. Wang, “High-Temperature Deformation of Al2O3/Y-
TZP Particle Composites and Particulate Laminates,”
Ph.D. Thesis, University of Texas, Austin, 2003.
[19] R. A. Priemon-Storer, “ASTM D 638: Standard Test
Methods for Tensile Properties of Plastics,” Annual Book
of ASTM Standards, Vol. 08.01, 1985, pp. 227-253.
[20] R. A. Priemon-Storer, “ASTM D 618: Standard Methods
of Conditioning Plastics and Electrical Insulating Mate-
Copyright © 2012 SciRes. JMMCE