1206 A.A.S. Ghazi, K. Chandra, P.S. Misra Vol.10, No.13
composite matrix, fillers make up the volume of the brake lining, while keeping the costs
down, and friction modifiers stabilize the coefficient of friction [1].
A limited number of studies investigating the compositional effect are available in the
literature and a complete analysis concerning all the ingredients in a friction material is
seldom found. The limited information about ingredients used in the friction material and
their effects on the friction characteristics is partly ascribed to proprietary reasons [2-6]. The
development of new pad materials is a complicated matter as the components interact and
synergetic effects that are hard to disentangle arise [7].
Compacting and sintering technology [8] is one such technology through which Metallo-
ceramic brake pads are currently being made. However, it suffers from certain major
limitations such as inadequate joining of friction element with backing plate, poor density
levels achieved in friction element owing to limited application of pressure during
compacting, poor thermal conductivity due to high levels of porosity in the product, poor
strength due to segregation of the impurities along prior particle boundaries (PPB’s),
anisotropy in the strength of the product owing to preferred direction due of pressing, and,
wide variations in final characteristics due to large number of variables involved. Besides
above, cost of raw material and consumables along with heavy capital equipment makes this
technique costly and only large scale production is possible where these costs are distributed
in the large volume of production. In contrast to these limitations, the present technique can
offer brake pads of much simpler chemistry but with improved performance on account of
simultaneous application of pressure and temperature and with better control of variables.
The technique does not involve any custom built equipment and is also likely to become
economical even with small volume production [9].
2. EXPERIMENTAL
Friction materials investigated in this stud y are iron-based met al m at rix com po si tes whi ch ar e
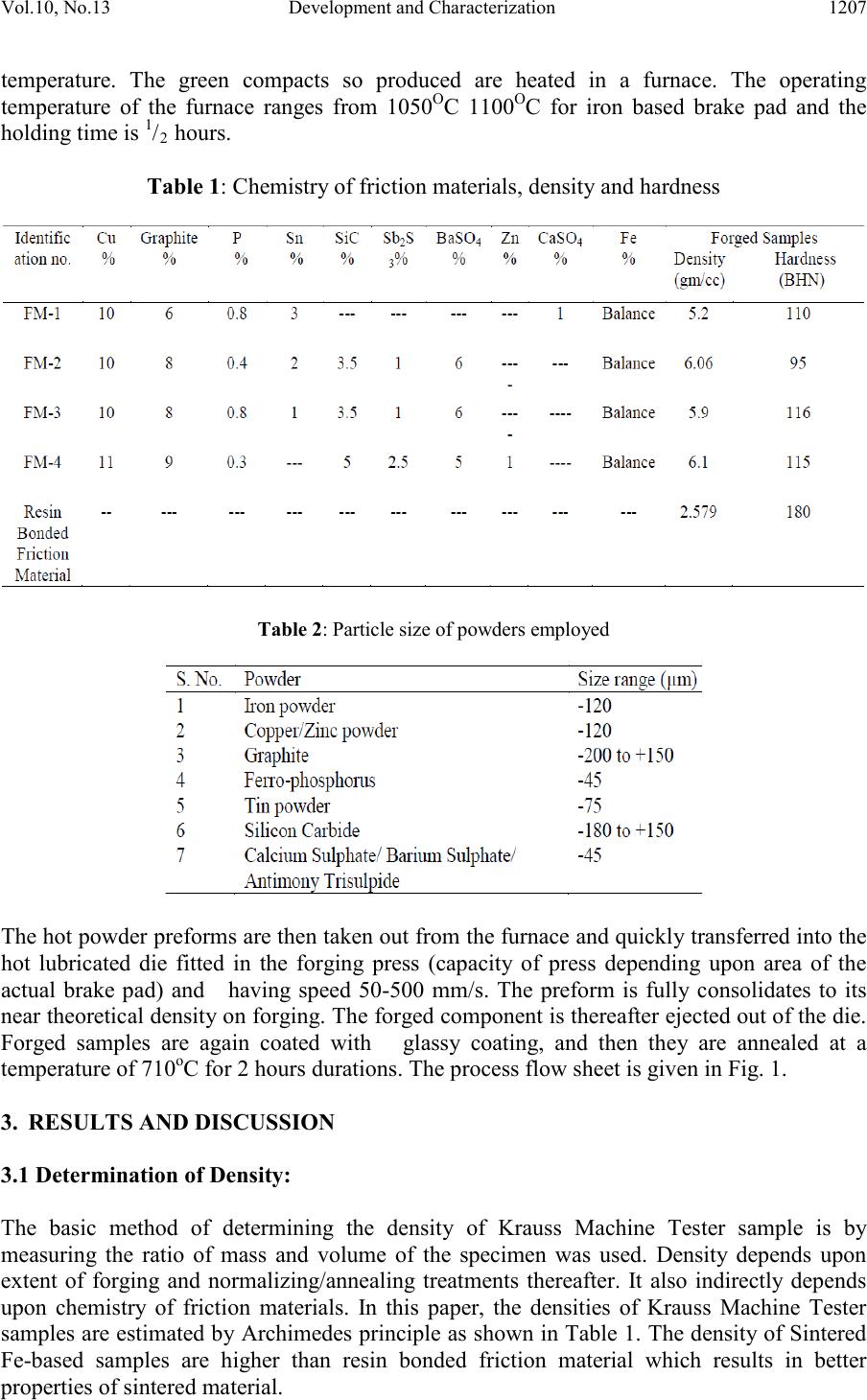
produced by ‘Hot Powder Preform Forging’ technique. The compositions are given in Table
1. Samples of the dimension (25 mm × 50 mm ×10 mm) for testing on Krauss Machine
Tester ar e pr ep ared as follows whi ch i s used to check th e su it abi li ty of fri ct i on mat eri als to be
used for low and moderate duty applications. The particle size of the raw materials chosen in
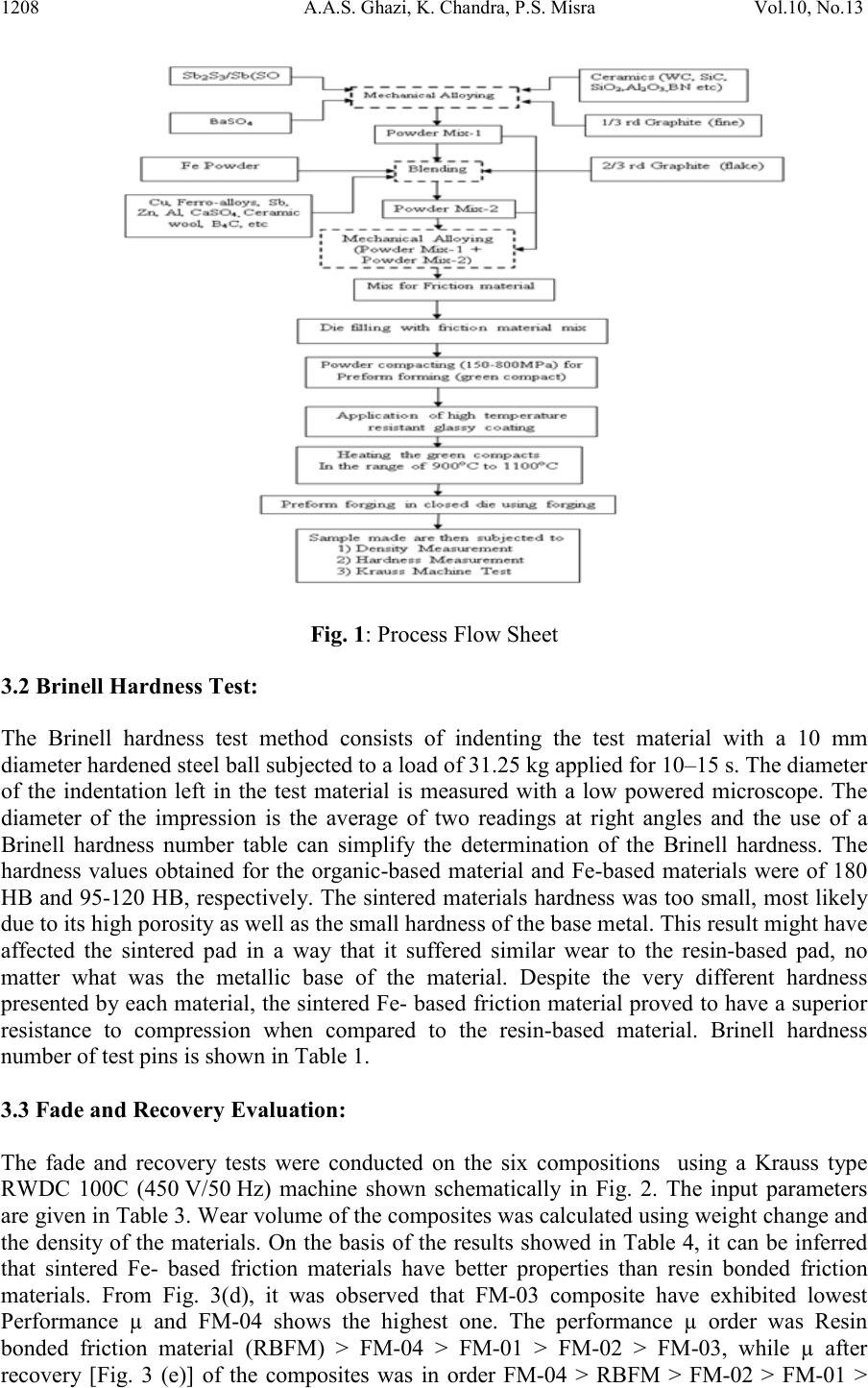
the present investigation is given in Table 2. Powder mixtures for friction layer as per the
chemistry are prepared. Firstly, SiC powder is mechanically alloyed with sulphide / sulphate
powders, graphite powder (fine - 1/3rd of the total % age), etc. This will ensure coating of soft
powders on hard SiC powder. The attritor speed ranges from 150 rpm to 200 rpm, ball to
charge ratio is 5:1 and th e duration is 2 hrs (Powder Mix -1). Then, entire amount of iron and
other powders such as Cu, Zn, etc as per the chosen chemistry is mechanically alloyed with
graphite powder (flake – 2/3rd of the total % age) in the attritor with the same operating
parameters (Powder Mix-2). Lastly, the two powder mixtures (Powder Mix-1 and Powder
Mix-2) are then mechanically mixed with each other in a ball mill (180 rpm) for 2 hrs.
Powder compaction is done in a suitably designed die in accordance with the given shape of
the Krauss Machine Tester sample by pressing in a Screw forging press with the help of
upper and lower punches at a pressure of 750 MPa. The compacts are then ejected out of the
die. The die is suitably lubricated employing graphite in the suspension of methyl
alcohol/ethyl alcohol/acetone for easy ejection without cracking of green compact. Green
compacts are th en coated with high tem perature resis tant cer amic glassy coating [10] and are
dried completely. The purpose of this coating is to protect samples from oxidation at high