Paper Menu >>
Journal Menu >>
 Journal of Minerals & Materials Characterization & Engineering, Vol. 9, No.2, pp.123-131, 2010 jmmce.org Printed in the USA. All rights reserved 123 Potential of Tin Tailings an Industrial Waste for Refractory Materials V.S. Aigbodion1*, A. AbdulRasheed1, S.O. Olajide1, J.O. Agunsoye2, I.Y. Sulaiman3 1Department of Metallurgical and Materials Engineering, Ahmadu Bello University, Zaria, Nigeria. 2Department of Metallurgical and Materials Engineering, University of Lagos, Nigeria 3National Research institute for chemical technology, Zaria. Nigeria Corresponding Author: aigbodionv@yahoo.com, +2348028433576 ABSTRACT The potential of using Tin tailings industrial waste, from the mineral processing industry for the production of refractory bricks for furnaces lining was studied. The waste was obtained at Tin Ore beneficiation plant, screen and sieve. The sieve Tin tailing was then used in the production of refractory bricks. The properties namely: chemical analysis firing shrinkage, porosity, cold crushing strength, refractoriness and thermal shock resistance were determined. The result obtained show that cold crushing strength and thermal shock increased as the sieve size decreases, which means that high strength bricks can be made from this waste. Also the brick made with 0.9mm sieve size has the highest value of firing shrinkage, lowest value of porosity and with acceptable value of thermal shock resistance. This industrial waste has refractory properties that can be compared with Indian fire clay refractory. Hence, this waste can be employed in refractory brick s production for furnace lining. Keywords: Tin tailings, Re fr ac to r y, C ol d cr u sh ing strength, Porosit y, Shock resistance 1. INTRODUCTION The Tin Ore obtained from the mine site is beneficiated into Tin concentrate, middling and Tin tailings. After the beneficiation of Tin Ore to obtained Tin concentrate, Tin tailings are collected as a waste from the process; this waste consists of about 25% of the total weight of Ore beneficiated [1].  124 V.S. Aigbodion, A. AbdulRasheed, S.O. Olajide, J.O. Agunsoye, I.Y. Sulaiman Vol.9, No.2 The Tin tailings which are collected separately are disposed off in a secluded area and become wasted along river banks and farm lands or in mined out holes or they are poured on the top of slopes [1-2]. Based on economics as well as environmental related issues, enormous efforts have been directed worldwide towards tin tailings management issues i.e. of utilization, storage and disposal. Different avenues of tin tailings utilization are more or less known but none of them have so far proved to be economically viable or commercially feasible. Until now, there are no researches on the economic value of this waste for industrials application. Hence this research is looking into the possibility of using these industrial wastes from the mineral processing industry for the production of refractory materials, since it has been confirmed from the early work of [3], that Tin tailings contains inorganic materials, mainly of mixtures of oxides that can withstand high temperature condition. 2. MATERIALS AND METHOD 2.1 Materials The Tin tailings used in this work were obtained from the Jos Tin mining field in Nigeria, others materials used are: Arabic gum, Water and cotton wool 2.2 Equipment Equipment used in the course of the research are: Meter balance, Crucible tong, Thermometer, Drying oven, Density bottles, Hydraulic press, Mixer, Hood type furnace, Steel mold and set of sieve 2.3 Methods 2.3.1 Chemical analysis of the sample The chemical composition of the tailings was determined using the XRF analysis method at the scientific laboratory of National metallurgical development centre, (NMDC), Jos. 2.3.2 Production of the test samples The undesirable particles (gangues) are removed from the Tin tailings by gravity/magnetic separation method, which was then crushed and grounded. It is thoroughly mixed together manually to obtain a uniform mixture. It was screened into 3-size fractions classified into coarse, medium and fine fractions [3]. The coarse particles are retained in 0.355mm and 0.25mm sieve size; the medium particles are retained in the 0.18mm and 0.125mm sieve size, while the fine particles are retained in 0.09mm sieve size. The five particles sieve size were each thoroughly  Vol.9, No.2 Potential of Tin Tailings 125 mixed together with Arabic Gum, Water was finally sprinkled on the mixture to make it viscous and mouldable. The mixed blends were each packed into a mould box and pressed using hydraulic jack. A pressure of about 9kg/cm2 was applied to enhance excellent mouldability, homogeneity and surface smoothness of the samples [3-5]. The mould bricks were dried in an open air for 24 hrs at 110°C to expel any moisture and to avoid crack during firing. The dried brick were then fired in an automatic digital electric furnace (Hood-type furnace) at a preset heating rate of 7°C/min (see Plate 1) at different temperatures shown below; 200 for 6 hours, 650 for 4 hours, 950 for 3 hours, 1100 for 8 hours and 1600 for 8 hours. After firing, the bricks were allowed to cool in the furnace at a cooling rate of 1°C/min [4]. Plate 1. The Samples placed inside the furnace for firing 2.4 Test Procedure 2.4.1 Apparent porosity and bulk density The test specimen was dried in an oven at 110°C to a constant weight (D) with an accuracy of 0.1gram; the dried specimen was suspended in distilled water such that the specimen does not touch the bottom or sides of the beaker. The specimen was boiled for 2hrs, while still in suspension it was cooled to room temperature and its weight(S) noted. The specimen was removed and the water wiped off from the surface by  126 V.S. Aigbodion, A. AbdulRasheed, S.O. Olajide, J.O. Agunsoye, I.Y. Sulaiman Vol.9, No.2 lightly blotting with a wet towel and the soaked specimen was weighed in air (W). The apparent porosity is then calcula te d as [ 5] Where, W – D = actual volume of open pores of the specimen. W – S = External volume of d specimen. Bulk density was also calculated from the relationship as [3] Bulk density=D/W-S (g/cm3) 2.4.2 Firing shrinkage The green weight of the brick was taking after moulding; air dried and fired in the furnace for 1600°C. The diagonal line across the brick in the green state and fired state were measured using the vernier caliper. The firing shrinkage was then calculated as a percentage of the original wet length as shown below [6]; Where, LB = Dimension of green brick, LD = Dimension of fired brick. 2.4.3 Cold crushing strength In the determination of the cold crushing strength of the bricks, an asbestos board of about 5mm thickness was placed between the platens of the press and bearing faces of the test pieces which was placed centrally on the platen. Load was applied at a rate of 20KN/minute using the hydraulic strength testing machine. The crushing strength was calculated using the relationship [5-6]. 2.4.4 Refractoriness The Pyrometric Cone Equivalent (PCE) as recommended by ASTM Test C-24 was used in the determination of the refractoriness of the sample [5-6]. 2.4.5 Thermal shock resistance Test samples were put in the furnace that was maintained at 1100°C and then soaked at that temperature for 30mins and the piece was removed from the furnace with a crucible tongs and cooled for 10mins [4]. The test sample were examined to note the presence of cracks and the  Vol.9, No.2 Potential of Tin Tailings 127 specimen is returned back to the furnace, heated for 10mins and cooled again for 10mins [7]. This cycle of heating and cooling was repeated for a number of times until fracture occurred. This number of complete cycles to produce failure on each sample was noted and taken as the measure of the thermal shock resistance. 3. RESULTS AND DISCUSSION 3.1 Results The results of the chemical composition of the Tin tailings are shown in Table 1, Table 2, show the physical appearance of the bricks after firing. The results of the porosity, bulk density, firing shrinkage, cold crushi n g strength and thermal shock resistance are shown in Figures 1-5. 3.2 Discussion 3.2.1 Mineral characterization and chemical composition The Tin tailings contain both magnetic mineral (iron ore, columbite) and non-magnetic minerals (cassiterite, monozite, zircon sand in large quantity, silica etc.). The result of the chemical analysis of the Tin tailings confirmed that the tailings are made of inorganic oxides. ZrO2 have the higher percentage of (68.7%), then SiO2 (11%) and the least is EuO3 (0.001%) (See Table 1). This was in line with earlier observation of [3]. Table 1. Chemical Composition of Jos Tin Tailings. Channel Compound Si SiO2 Ca CaO Ti TiO2 V V2o5 Cr Cr2O3 Mn MnO Fe Fe2O3 Ni NiO As As2O3 Y Y2O3 Zr ZrO2 Concentration Unit (%) 11 0.25 1.2 0.07 0.23 0.29 4.75 0.03 0.015 0.790 68.7 Channel Compound Nb Nb2O5 Ag Ag2O Sn SnO2 Ba BaO Eu EuO3 Yb Yb2O3 Hf HFO2 Ta Ta2O5 Au Au Pb PbO Th ThO2 U U3O8 Concentration Unit (%) 0.57 1.4 0.64 0.53 0.001 0.45 0.84 0.31 0.10 0.13 0.78 0.45 3.2.2 Visual observation The physical appearance of the bricks after firing revealed that as the sieve sizes decreasing, there was a colour change from deep-brown to ash e.g. 0.355mm sieve has deep-brown colour, while sieve size of 0.090mm have ash colour (see Table 2). Also there was no crack in all the bricks after firing (see P late 2). 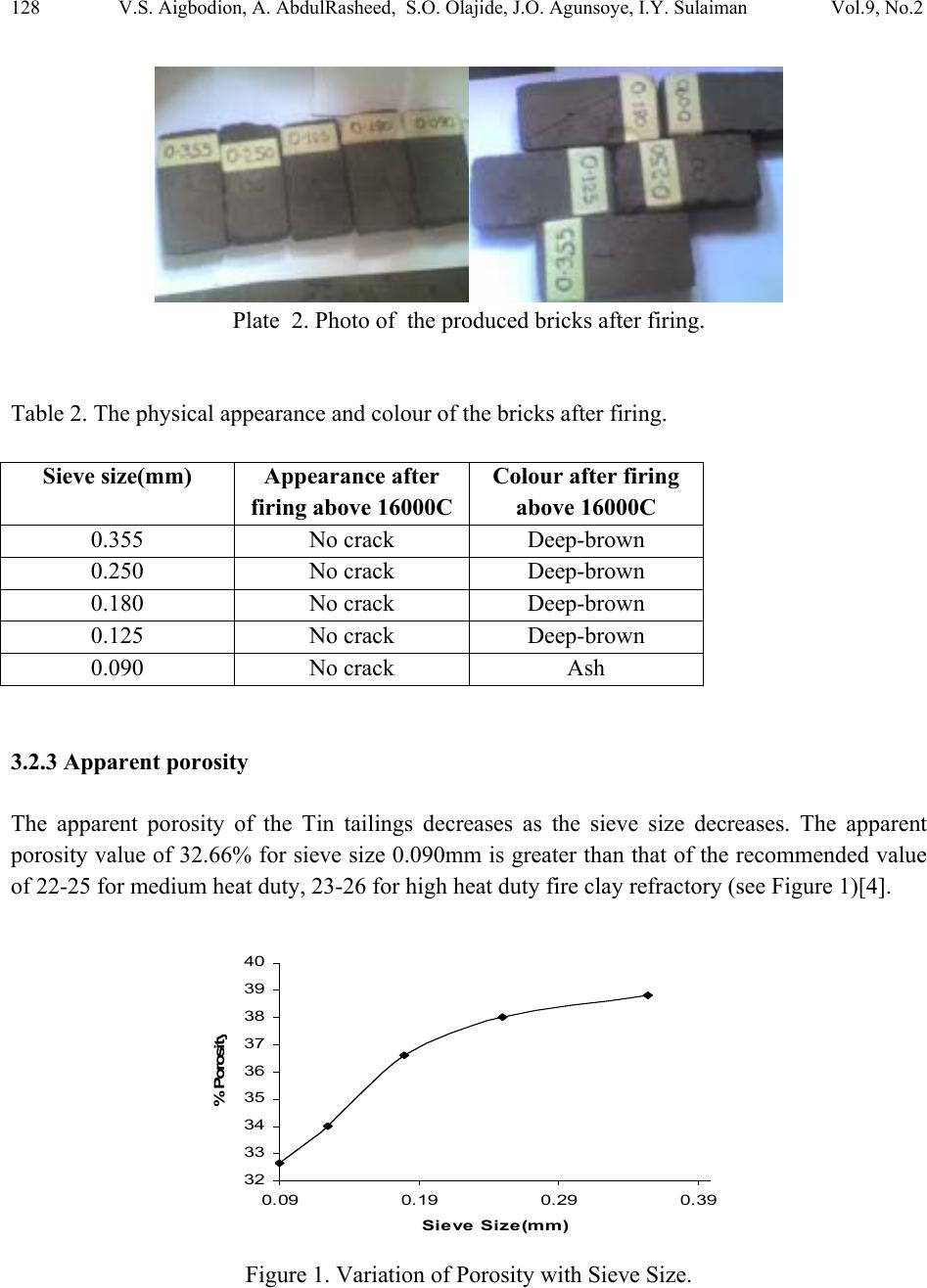 128 V.S. Aigbodion, A. AbdulRasheed, S.O. Olajide, J.O. Agunsoye, I.Y. Sulaiman Vol.9, No.2 Plate 2. Photo of the produced bricks after firing. Table 2. The physical appearance and colour of the bricks after firing. Sieve size(mm) Appearance after firing above 16000C Colour after firing above 16000C 0.355 No crack Deep-brown 0.250 No crack Deep-brown 0.180 No crack Deep-brown 0.125 No crack Deep-brown 0.090 No crack Ash 3.2.3 Apparent porosity The apparent porosity of the Tin tailings decreases as the sieve size decreases. The apparent porosity value of 32.66% for sieve size 0.090mm is greater than that of the recommended value of 22-25 for medium heat duty, 23-26 for high heat duty fire clay refractory (see Figure 1)[4]. 32 33 34 35 36 37 38 39 40 0.09 0.19 0.29 0.39 Sieve Size(mm) % Porosit y Figure 1. Variation of Porosity with Sieve Size. 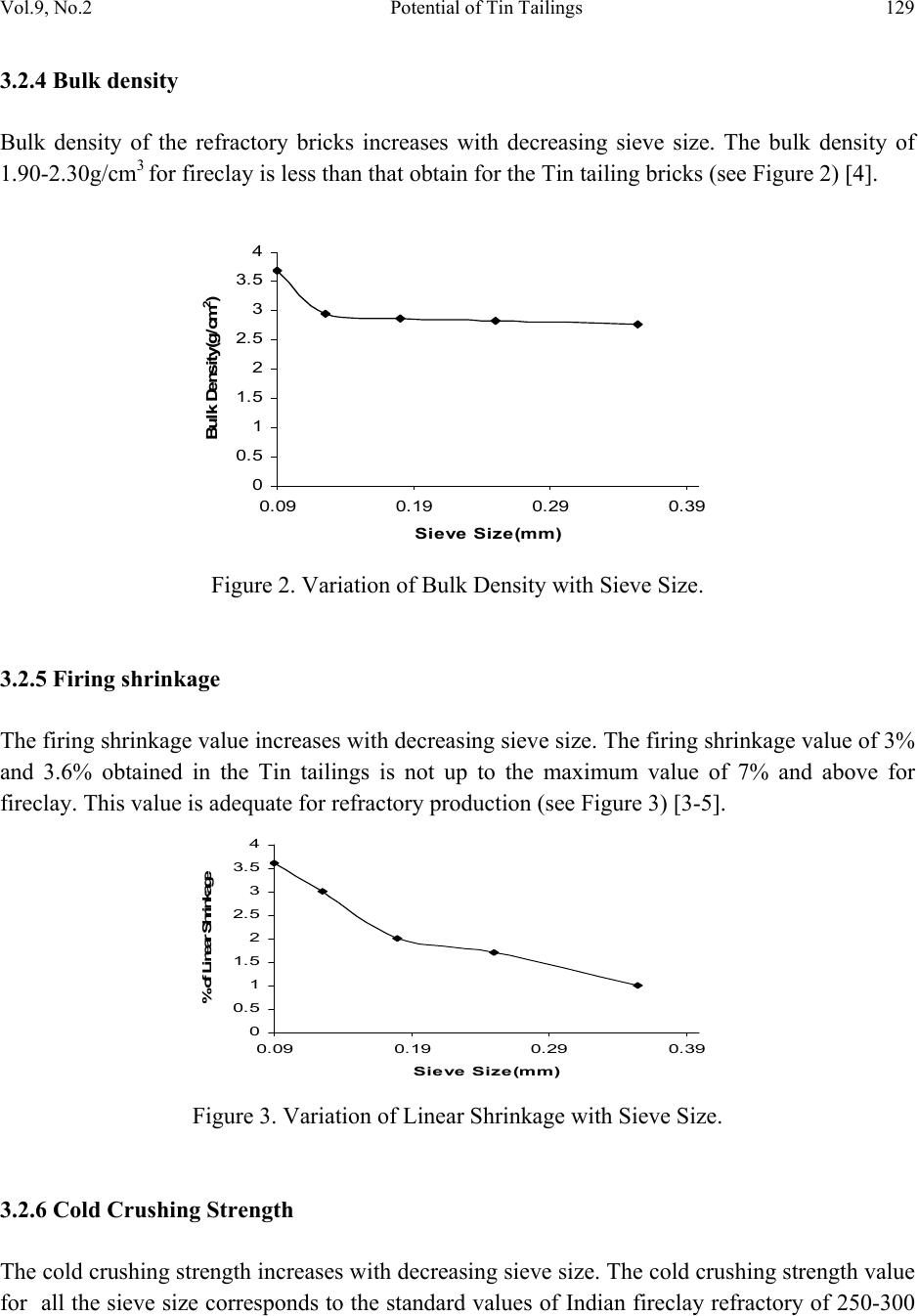 Vol.9, No.2 Potential of Tin Tailings 129 3.2.4 Bulk density Bulk density of the refractory bricks increases with decreasing sieve size. The bulk density of 1.90-2.30g/cm3 for fireclay is less than that obtain for the Tin tailing bricks (see Figure 2) [4]. 0 0.5 1 1.5 2 2.5 3 3.5 4 0.09 0.19 0.29 0.39 Sieve Size(mm) Bulk Density( g/cm 2 ) Figure 2. Variation of Bulk Density with Sieve Size. 3.2.5 Firing shrinkage The firing shrinkage value increases with decreasing sieve size. The firing shrinkage value of 3% and 3.6% obtained in the Tin tailings is not up to the maximum value of 7% and above for fireclay. This value is adequate for refractory product io n ( s ee Figure 3) [3-5]. 0 0. 5 1 1. 5 2 2. 5 3 3. 5 4 0.09 0.190.29 0.39 Sieve Size(mm) % of Linear Shrink age Figure 3. Variation of Linear Shrinkage with Sieve Size. 3.2.6 Cold Crushing Strength The cold crushing strength increases with decreasing sieve size. The cold crushing strength value for all the sieve size corresponds to the standard values of Indian fireclay refractory of 250-300 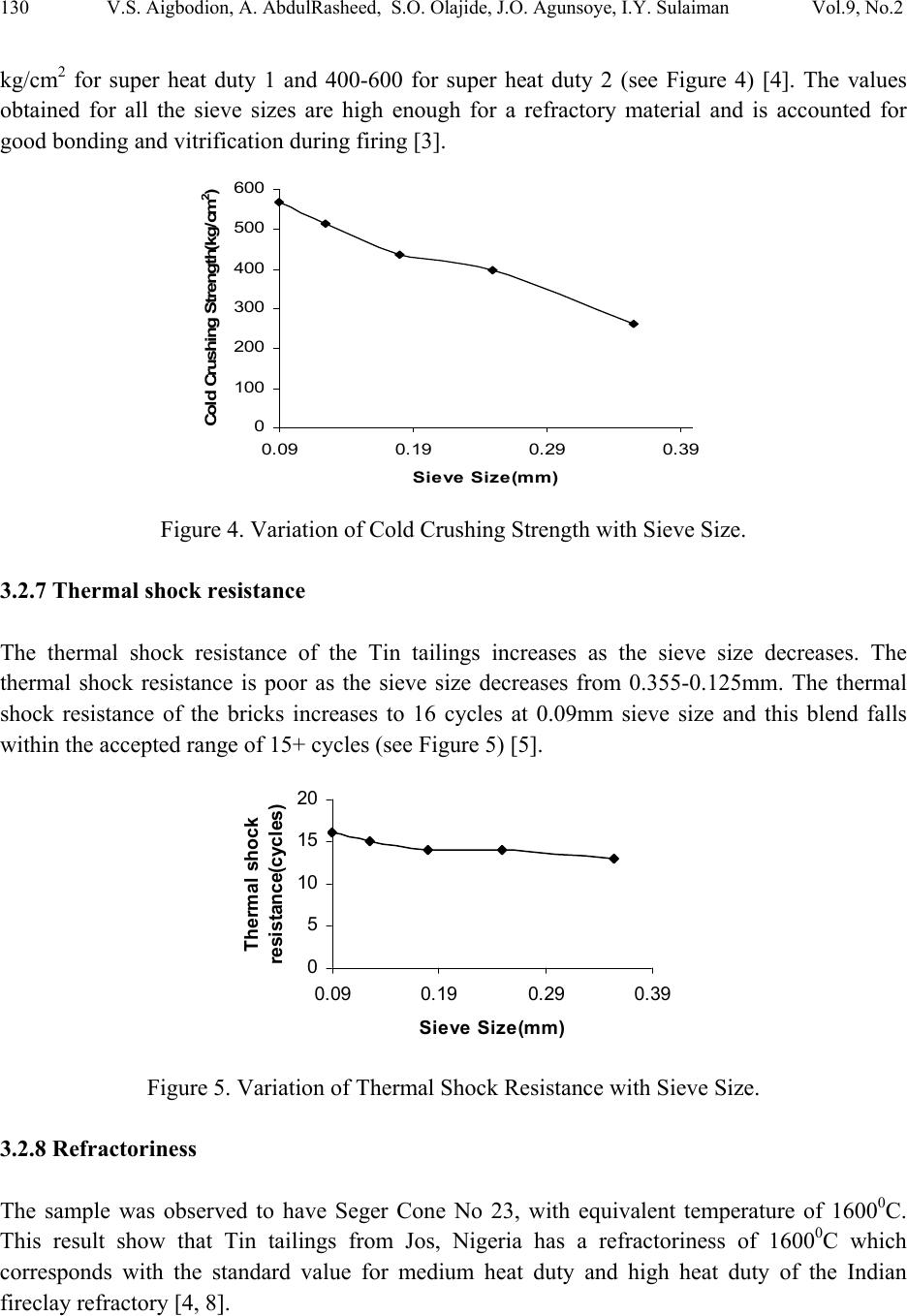 130 V.S. Aigbodion, A. AbdulRasheed, S.O. Olajide, J.O. Agunsoye, I.Y. Sulaiman Vol.9, No.2 kg/cm2 for super heat duty 1 and 400-600 for super heat duty 2 (see Figure 4) [4]. The values obtained for all the sieve sizes are high enough for a refractory material and is accounted for good bonding and vitrification during firing [3]. 0 100 200 300 400 500 600 0.09 0.19 0.29 0.39 Sieve Size(mm) C old Crushing Strength(kg/cm 2 ) Figure 4. Variation of Cold Crushing Strength with Sieve Size. 3.2.7 Thermal shock resistance The thermal shock resistance of the Tin tailings increases as the sieve size decreases. The thermal shock resistance is poor as the sieve size decreases from 0.355-0.125mm. The thermal shock resistance of the bricks increases to 16 cycles at 0.09mm sieve size and this blend falls within the accepted range of 15+ cycles (see Figure 5) [5]. 0 5 10 15 20 0.09 0.190.290.39 Sieve Size(mm) Thermal shock resistance(cycl es) Figure 5. Variation of Thermal Shock Resistance with Sieve Size. 3.2.8 Refractoriness The sample was observed to have Seger Cone No 23, with equivalent temperature of 16000C. This result show that Tin tailings from Jos, Nigeria has a refractoriness of 16000C which corresponds with the standard value for medium heat duty and high heat duty of the Indian fireclay refractory [4, 8].  Vol.9, No.2 Potential of Tin Tailings 131 4. CONLUSIONS From the results of the research carried out on Tin tailing an industrial waste from the mineral processing industry for refractory bricks production, based on the outcomes the following conclusions can be made: 1) The increase in cold crushing strength as the sieve size decreases shows that high strength bricks can be made from this waste. 2) The refractory brick made with 0.9mm sieve size has the highest value of firing shrinkage, lowest value of porosity and with acceptable value of thermal shock resistance. This implies that good refractory brick can be produced with this sieve size 3) This industrial waste (tin tailings) has refractory properties which can be compared with Indian fire clay refractory. 4) This waste can be employed in refractory brick production for furnace lining. ACKNOWLEDGMENT The Authors acknowledge with thanks the management of the National Metallurgical Development Cen tre, Jos, Nigeria for allowing us used their equipment. REFERENCES [1] www.uni.edu “Production of Tin in Jos” 2005, 1-34. [2] www.amanaonline.com. “Jos Tin smelting company” , 2006, 23-32. [3] AbdulRasheed. A, Characteristics studies of Jos Tin Tailings, Unpublished B. Eng thesis Department of Metallurgical engineering, Ahmadu Bello University Zaria, 2009, 12-45 [4] Chesti, A.R, .Refractories manufacture, properties and Application. Prentice Hall of private limited, London, 1986, 1-140. [5] Aigbodion V.S and Asuke,F; Effect of kankara clay on some Refractory properties of Igbokoda silica sand “Int er -R es ea rc h j ou rn al on Engr. Sci and Tech. vol.4 No.2, 2007, 34-40 [6] Hassan, S.B; Refractory properties of Bauchi and onibode clay of Nigeria for furnace lining, “African journal of sciences and technology.vol.1 No.1, 2000, 45-52. [7] Aigbodion,V.S, AbdulRahaman, A.S, Madugu, I.A, ; “characterization study of the effect of zircon sand on some refractory properties of Alkaleri clay”., inter- Research journal in Engr. Sci and Tech. Vol.4, No. 2, 2007, 23-30. [8] Reinhard Schuman jr, Metallurgy Engineering vol.1, Addison Wesley pub. Co. Inc, 1982, 89-96. |