Paper Menu >>
Journal Menu >>
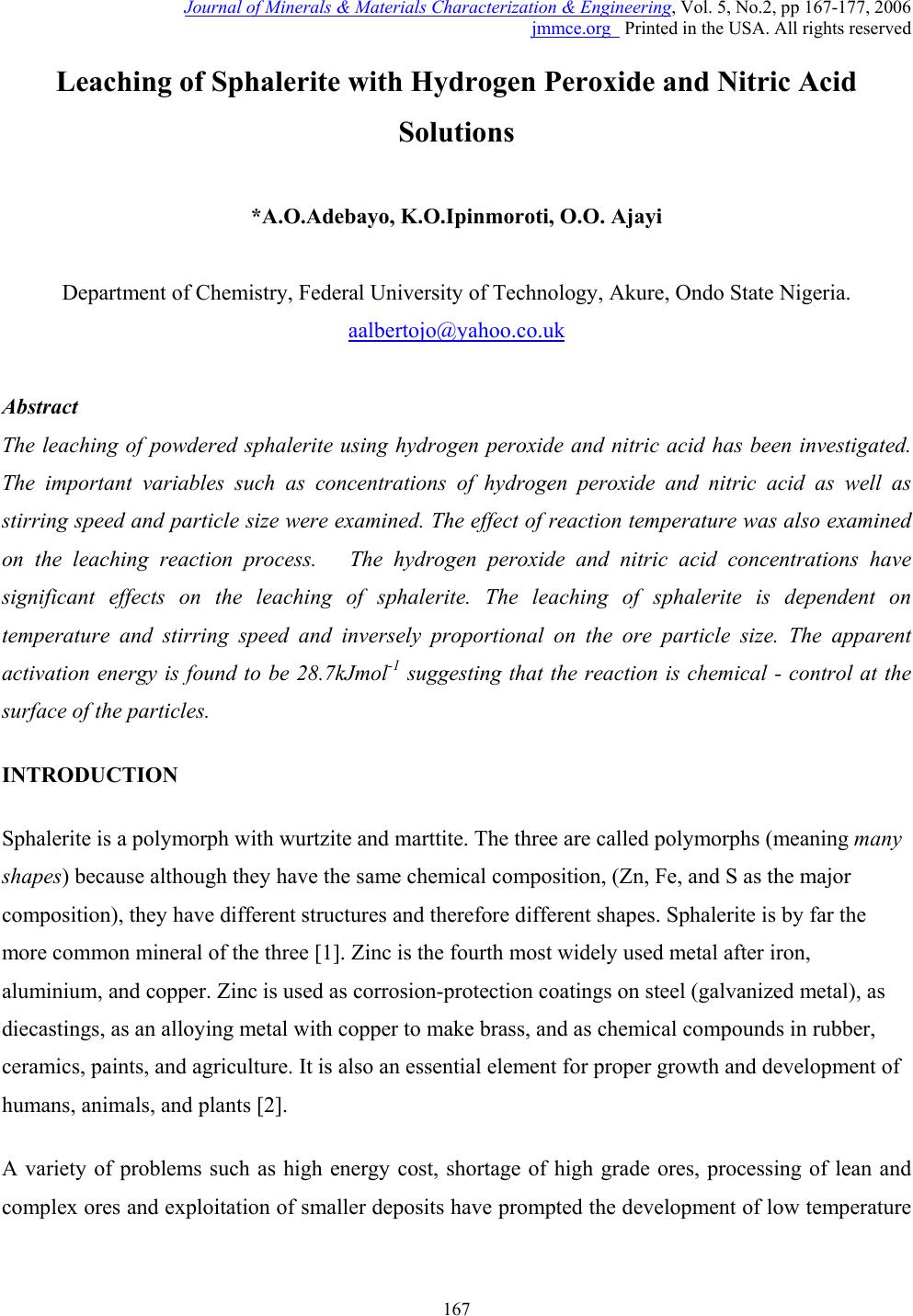 Journal of Minerals & Materials Characterization & Engineering, Vol. 5, No.2, pp 167-177, 2006 jmmce.org Printed in the USA. All rights reserved 167 Leaching of Sphalerite with Hydrogen Peroxide and Nitric Acid Solutions *A.O.Adebayo, K.O.Ipinmoroti, O.O. Ajayi Department of Chemistry, Federal University of Technology, Akure, Ondo State Nigeria. aalbertojo@yahoo.co.uk Abstract The leaching of powdered sphalerite using hydrogen peroxide and nitric acid has been investigated. The important variables such as concentrations of hydrogen peroxide and nitric acid as well as stirring speed and particle size were examined. The effect of reaction temperature was also examined on the leaching reaction process. The hydrogen peroxide and nitric acid concentrations have significant effects on the leaching of sphalerite. The leaching of sphalerite is dependent on temperature and stirring speed and inversely proportional on the ore particle size. The apparent activation energy is found to be 28.7kJmol -1 suggesting that the reaction is chemical - control at the surface of the particles. INTRODUCTION Sphalerite is a polymorph with wurtzite and marttite. The three are called polymorphs (meaning many shapes) because although they have the same chemical composition, (Zn, Fe, and S as the major composition), they have different structures and therefore different shapes. Sphalerite is by far the more common mineral of the three [1]. Zinc is the fourth most widely used metal after iron, aluminium, and copper. Zinc is used as corrosion-protection coatings on steel (galvanized metal), as diecastings, as an alloying metal with copper to make brass, and as chemical compounds in rubber, ceramics, paints, and agriculture. It is also an essential element for proper growth and development of humans, animals, and plants [2]. A variety of problems such as high energy cost, shortage of high grade ores, processing of lean and complex ores and exploitation of smaller deposits have prompted the development of low temperature 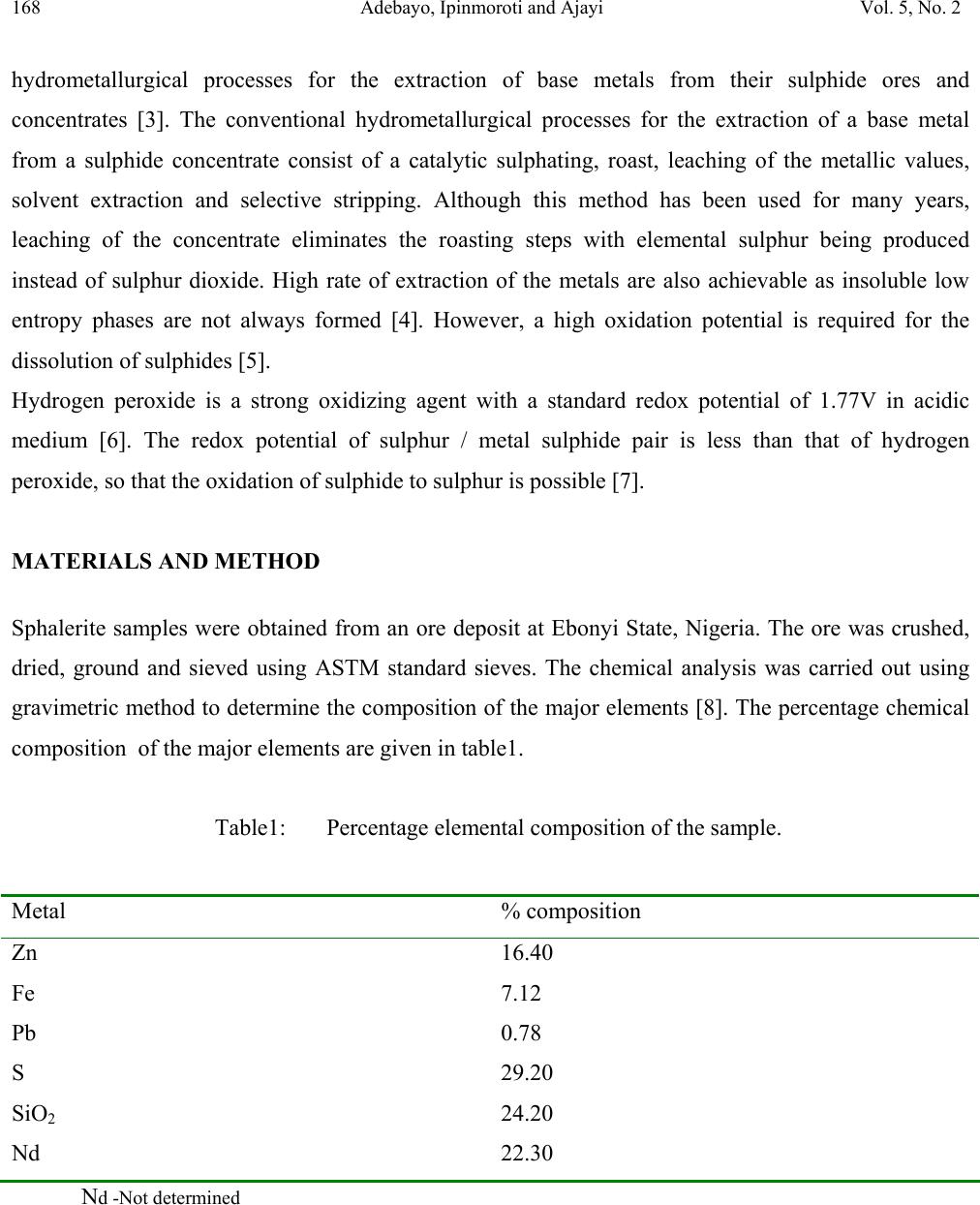 168 Adebayo, Ipinmoroti and Ajayi Vol. 5, No. 2 hydrometallurgical processes for the extraction of base metals from their sulphide ores and concentrates [3]. The conventional hydrometallurgical processes for the extraction of a base metal from a sulphide concentrate consist of a catalytic sulphating, roast, leaching of the metallic values, solvent extraction and selective stripping. Although this method has been used for many years, leaching of the concentrate eliminates the roasting steps with elemental sulphur being produced instead of sulphur dioxide. High rate of extraction of the metals are also achievable as insoluble low entropy phases are not always formed [4]. However, a high oxidation potential is required for the dissolution of sulphides [5]. Hydrogen peroxide is a strong oxidizing agent with a standard redox potential of 1.77V in acidic medium [6]. The redox potential of sulphur / metal sulphide pair is less than that of hydrogen peroxide, so that the oxidation of sulphide to sulphur is possible [7]. MATERIALS AND METHOD Sphalerite samples were obtained from an ore deposit at Ebonyi State, Nigeria. The ore was crushed, dried, ground and sieved using ASTM standard sieves. The chemical analysis was carried out using gravimetric method to determine the composition of the major elements [8]. The percentage chemical composition of the major elements are given in table1. Table1: Percentage elemental composition of the sample. Metal % composition Zn 16.40 Fe 7.12 Pb 0.78 S 29.20 SiO 2 24.20 Nd 22.30 Nd -Not determined 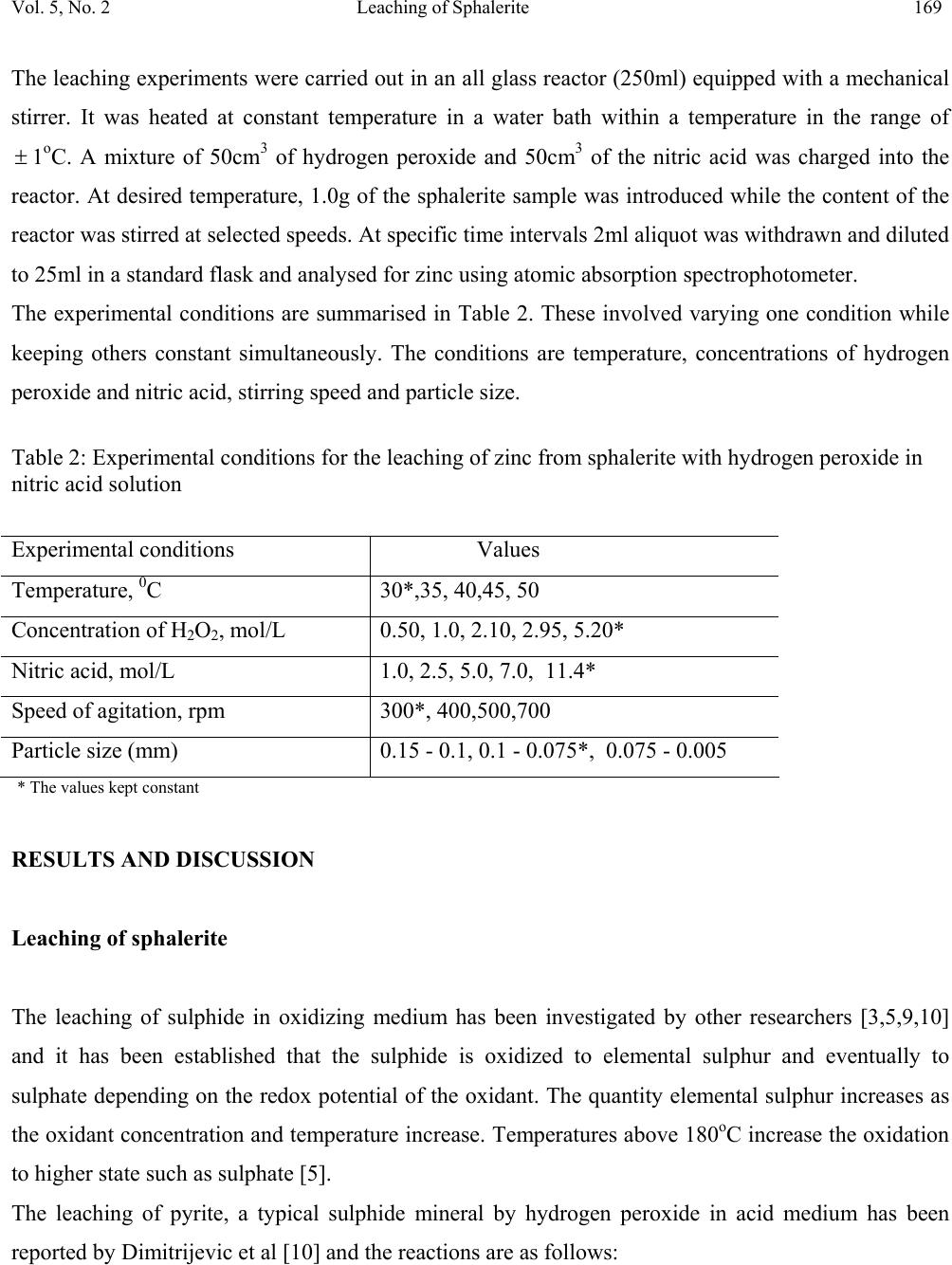 Vol. 5, No. 2 Leaching of Sphalerite 169 The leaching experiments were carried out in an all glass reactor (250ml) equipped with a mechanical stirrer. It was heated at constant temperature in a water bath within a temperature in the range of ±1 o C. A mixture of 50cm 3 of hydrogen peroxide and 50cm 3 of the nitric acid was charged into the reactor. At desired temperature, 1.0g of the sphalerite sample was introduced while the content of the reactor was stirred at selected speeds. At specific time intervals 2ml aliquot was withdrawn and diluted to 25ml in a standard flask and analysed for zinc using atomic absorption spectrophotometer. The experimental conditions are summarised in Table 2. These involved varying one condition while keeping others constant simultaneously. The conditions are temperature, concentrations of hydrogen peroxide and nitric acid, stirring speed and particle size. Table 2: Experimental conditions for the leaching of zinc from sphalerite with hydrogen peroxide in nitric acid solution Experimental conditions Values Temperature, 0 C 30*,35, 40,45, 50 Concentration of H 2 O 2 , mol/L 0.50, 1.0, 2.10, 2.95, 5.20* Nitric acid, mol/L 1.0, 2.5, 5.0, 7.0, 11.4* Speed of agitation, rpm 300*, 400,500,700 Particle size (mm) 0.15 - 0.1, 0.1 - 0.075*, 0.075 - 0.005 * The values kept constant RESULTS AND DISCUSSION Leaching of sphalerite The leaching of sulphide in oxidizing medium has been investigated by other researchers [3,5,9,10] and it has been established that the sulphide is oxidized to elemental sulphur and eventually to sulphate depending on the redox potential of the oxidant. The quantity elemental sulphur increases as the oxidant concentration and temperature increase. Temperatures above 180 o C increase the oxidation to higher state such as sulphate [5]. The leaching of pyrite, a typical sulphide mineral by hydrogen peroxide in acid medium has been reported by Dimitrijevic et al [10] and the reactions are as follows: 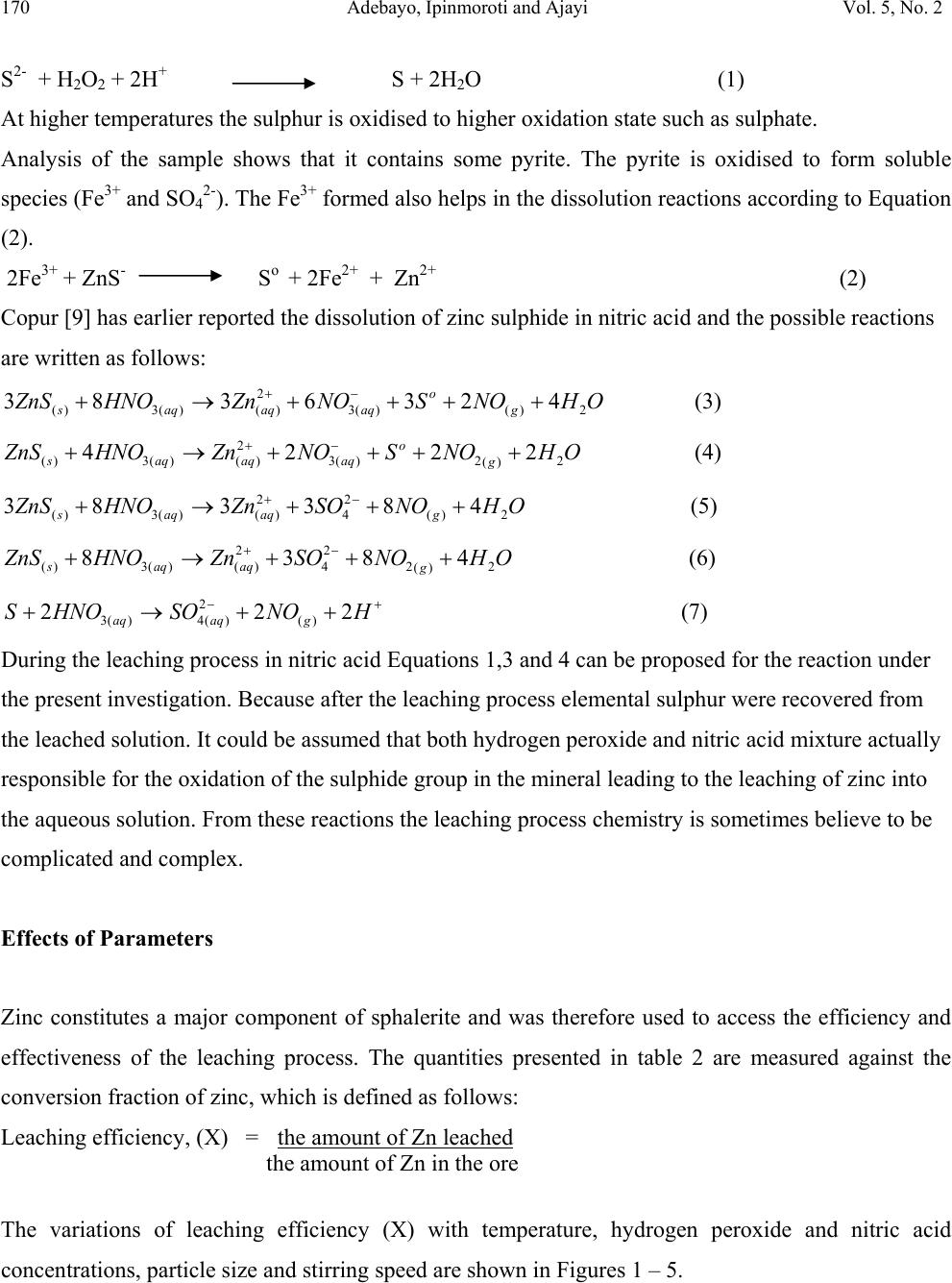 170 Adebayo, Ipinmoroti and Ajayi Vol. 5, No. 2 S 2- + H 2 O 2 + 2H + S + 2H 2 O (1) At higher temperatures the sulphur is oxidised to higher oxidation state such as sulphate. Analysis of the sample shows that it contains some pyrite. The pyrite is oxidised to form soluble species (Fe 3+ and SO 4 2- ). The Fe 3+ formed also helps in the dissolution reactions according to Equation (2). 2Fe 3+ + ZnS - S o + 2Fe 2+ + Zn 2+ (2) Copur [9] has earlier reported the dissolution of zinc sulphide in nitric acid and the possible reactions are written as follows: OHNOSNOZnHNOZnS g o aqaqaqs2)()(3 2 )()(3)( 4236383++++→+ −+ (3) OHNOSNOZnHNOZnS g o aqaqaqs2 )( 2)(3 2 )()(3)( 2224++++→+ −+ (4) OHNOSOZnHNOZnS gaqaqs2)( 2 4 2 )()(3)( 483383+++→+ −+ (5) OHNOSOZnHNOZnS g aqaqs2 )( 2 2 4 2 )()(3)( 4838+++→+ −+ (6) +− ++→+HNOSOHNOS gaqaq 222 )( 2 )(4)(3 (7) During the leaching process in nitric acid Equations 1,3 and 4 can be proposed for the reaction under the present investigation. Because after the leaching process elemental sulphur were recovered from the leached solution. It could be assumed that both hydrogen peroxide and nitric acid mixture actually responsible for the oxidation of the sulphide group in the mineral leading to the leaching of zinc into the aqueous solution. From these reactions the leaching process chemistry is sometimes believe to be complicated and complex. Effects of Parameters Zinc constitutes a major component of sphalerite and was therefore used to access the efficiency and effectiveness of the leaching process. The quantities presented in table 2 are measured against the conversion fraction of zinc, which is defined as follows: Leaching efficiency, (X) = the amount of Zn leached the amount of Zn in the ore The variations of leaching efficiency (X) with temperature, hydrogen peroxide and nitric acid concentrations, particle size and stirring speed are shown in Figures 1 – 5.  Vol. 5, No. 2 Leaching of Sphalerite 171 The effect of temperature was carried out at temperature range of 30 - 50 0 C and hydrogen peroxide and nitric acid concentrations of 5.20 and 11.4 mol/L, respectively. Figure 1 shows that an increase in Fig. 1-Effect of temperature on the leaching of zinc from sphalerite in hydrogen peroxide and nitric acid solution 0 0.2 0.4 0.6 0.8 1 1.2 020406080100 Time,t (min) Fraction of Zn leache d 300K 308K 313K 318K temperature increases the leaching efficiency. The effect of hydrogen peroxide concentration was examined by varying its initial concentration in the range of 0.50 – 5.20 mol/L at 30 0 C in 11.4 mol/L nitric acid. The effect of hydrogen peroxide concentration (Figure 2) shows that the leaching efficiency increased with increase in hydrogen peroxide concentration. The deviation form linearity of the curves at some time during the leaching may be attributed the emerging ions such as ferric ions which decomposes the hydrogen peroxide and thereby reduce the local concentration [11]. Examination of the effect of nitric acid concentrations on the leaching efficiency of sphalerite with hydrogen peroxide (5.20 mol/L) was also carried out at nitric acid concentrations in the range of 1.0 – 11.4 mol/L. Figure 3 shows that an increase in concentration of nitric acid also increases the efficiency of sphalerite leaching.  172 Adebayo, Ipinmoroti and Ajayi Vol. 5, No. 2 Fig.3-Effect of nitric acid concentration on the leaching o f zinc from sphalerite in hydrogen peroxide solution 0 0.2 0.4 0.6 0.8 1 1.2 020406080100120140 time,t (min) Fraction of Zn leached 1.0mol/L 2.5mol/L 5.0mol/L 7.0mol/L 11.4mol/L Fig.2-Effect of hydrogen peroxide concentration on the leaching on of sphalerite with hydrogen peroxide and nitric acid mixture 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 050100150200 Time,t (min) Fractction of Zn leached 0.5mol/L 1.0mol/L 2.10mol/L 2.95mol/L 5.20mol/L  Vol. 5, No. 2 Leaching of Sphalerite 173 Figure 4 shows that the rate of leaching is inversely proportional to ore particle size; this is due to large surface area as the particle size is reduced. The effect of stirring speed on the leaching of sphalerite shown in figure 5 shows that the leaching rate is dependent on the speed of agitation. Kinetic Analysis According to the unreacted-core model, if a reaction such as aA (fluid) + bB(solid) products -------------(8) is controlled by diffusion through product layer, the integrated rate equation is given as t RC bDC XX B A 2 3/2 6 )1(2)1(31=−+−− …………(9) If the reaction given in equation (8) is chemically controlled then the integral rate expression becomes [10] )10.(..................................................)1(1 3/1 Kt RC bkC X B A =−− where X is the reacted fraction, t, the time(s), C B , the average apparent concentration of the ore (mol m –3 ), R, the radius of the solid particle(µm), b, the stochiometric coefficient of the solid reacting with 1 mol of hydrogen peroxide, k, the rate constant for surface reaction (ms –1 ), D, diffusion coefficient (m 2 s –1 ), and C A , the concentration of the hydrogen peroxide and nitric acid (mol m –3 ). The effect of temperature was used to determine the rate-controlling step. The experimental data were analysed using rate equations (9) and (10) to determine the rate controlling step according to the method of Levespiel [12]. From the analysis equation (10) gave straight lines, which could be concluded that the leaching process is chemical control. The rate constant, k of the reaction were determined and plotted against 1 / T shown figure 6. The slope of this plot was used to determine the apparent activation energy with value to be 28.7kJmol –1 . Based on the value of the activation energy it may be concluded that chemical reaction is the rate - controlling step for the leaching of sphalerite by hydrogen peroxide and nitric acid solutions. However the chemical reaction controlled kinetics is characterized by high energy of activation [13]. For instance in aluminum metallurgy, alkali digestion of gibbsite has a large (99.8kJmol –1 ) activation energy [14], necessitating autoclave leaching. High value of activation energy (68kJ/mol) has been reported for the dissolution of pyrite in H 2 O 2 in H 2 SO 4  174 Adebayo, Ipinmoroti and Ajayi Vol. 5, No. 2 Fig.4-Effect of particle size on dissolution of sphalerite with hydogen peroxide and nitric acid mixture 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 020406080 Time,t (min) Fraction of Zn leache d 0.15-0.1mm 0.1-0.075mm 0.075-0.005mm Fig. 5: Effect of stirring speed on leaching of zinc from sphalerite with nitric acid and hydrogen peroxide mixture 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 01020304050 Time, t(min) Fraction of Zn leache d 300rpm 400rpm 500rpm 700rpm 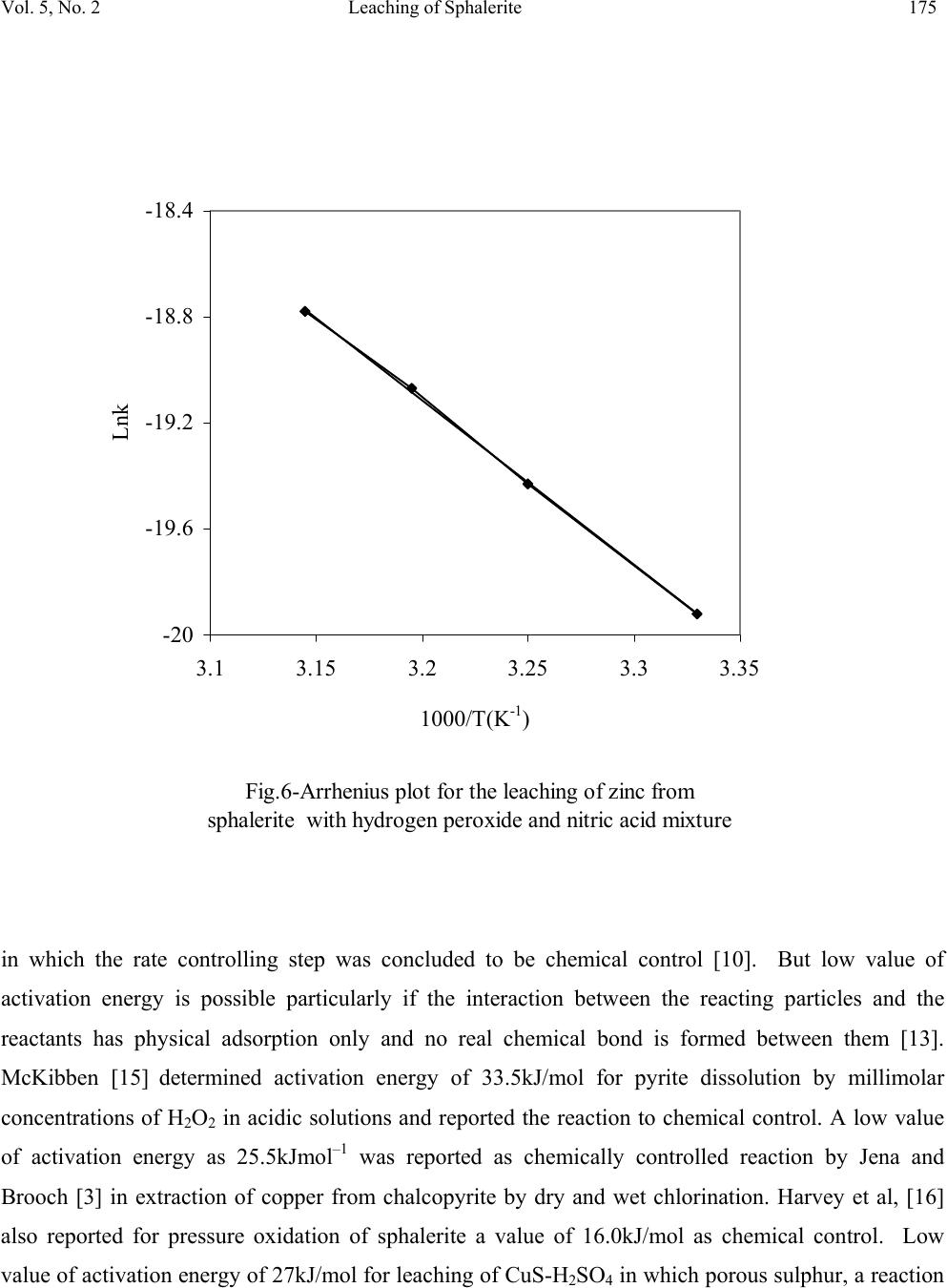 Vol. 5, No. 2 Leaching of Sphalerite 175 Fig.6-Arrhenius plot for the leaching of zinc from sphalerite with hydrogen peroxide and nitric acid mixture -20 -19.6 -19.2 -18.8 -18.4 3.13.153.23.253.33.35 1000/T(K -1 ) Lnk in which the rate controlling step was concluded to be chemical control [10]. But low value of activation energy is possible particularly if the interaction between the reacting particles and the reactants has physical adsorption only and no real chemical bond is formed between them [13]. McKibben [15] determined activation energy of 33.5kJ/mol for pyrite dissolution by millimolar concentrations of H 2 O 2 in acidic solutions and reported the reaction to chemical control. A low value of activation energy as 25.5kJmol –1 was reported as chemically controlled reaction by Jena and Brooch [3] in extraction of copper from chalcopyrite by dry and wet chlorination. Harvey et al, [16] also reported for pressure oxidation of sphalerite a value of 16.0kJ/mol as chemical control. Low value of activation energy of 27kJ/mol for leaching of CuS-H 2 SO 4 in which porous sulphur, a reaction  176 Adebayo, Ipinmoroti and Ajayi Vol. 5, No. 2 product, constitutes the growing film around the reacting particles has been analysed to be mass transfer control rate mechanism [17]. It has earlier reported that a reaction rate mechanism may not be accurately determined by the value of the activation energy but may just be a guide to predict it [13, 18]. Olanipekun has ascertained that the rate controlling mechanism of heterogeneous leaching reactions is sometimes better predicted from kinetic equations rather than from the activation energy values. In some instances, the same mechanistic information is derivable from both variables [19]. CONCLUSION The dissolution of sphalerite with hydrogen peroxide in nitric acid has been studied. It can be concluded that increases in temperature has positive effect on the leaching of sphalerite but particle size has inverse effect on the process. The hydrogen peroxide and nitric acid solutions have considerable positive effects on the dissolution process, while changes in speed of agitation have a mild effect on the leaching reaction. The activation energy was found to be 28.7kJmol –1 in the temperature range 30 – 50 o C, suggesting a chemical reaction control. REFERENCE 1. Nickel, E.H and Grice, J.D. (1998) The IMA commission on new minerals and mineral names: Procedures and guidelines on mineral nomenclature, The Canadian Mineralogist Vol. 36, pp. 10- 20. 2. Palachy, J. (1997), US Geological Survey, Minerals National Information Centre Reston VA 20192 USA 3. Jena, P. K. and Brocchi, E. A. (1992);Extraction of copper from salobo (Bazil) Chalcopyrite concentrate and aqueous slurries thereof by chlorination with chlorine gas; Trans Instn. Min. Mettall (Sec C: mineral Processing Ext. metal), 101 (Jan. – April 1992). 4. Peters,E (1973) The physical chemistry of hydrometallurgy, in proceeding of international symposium on hydrometallurgy, Chicago, D.J.I Evans and R.S. Shoemaker, (eds) chapter 10, 227-230. 5. Ekinci,Z, Colack,S, Cakici,A, Sarac,H. (1998) Mineral Engineering. 11,(3) 287. 6. Cotton, F.A. and Wilkinson, G. (1980)Advanced Inorganic Chemistry A Comprehensive Text, John Wiley & Sons, New York p.304. 7. Allimarin, I.P., Fadeeva, V.I. and Dorokha, (Translation Ad. Boris Spivakov) E.N (1976) Lecture Experiments in Analytical Chemistry, Mir, Publishers, Moscow p. 96. 8. Furman, N.H. (1963) Standard Method of Chemical Analysis, D. Van Nostrand Comp. Inc. New York p. 234.  Vol. 5, No. 2 Leaching of Sphalerite 177 9. Copur,M. (2001)Chem. and Biochem. Eng. Quart. (4) 181. 10. Dimitrijevic, M. Antonijeviv, M.M., Dimitrivijeviv, V.(1999) Investigation of the kinetics of pyrite oxidation by hydrogen peroxide in hydrochloric acid solutions. Mineral Engineering, 12, 2, 165 – 174. 11. Wood, C.W., Holliday, A.K (1976) Inorganic Chemistry: An Intermediate Text, Butterworth & Co, England, 218 -221. 12. Levenspiel, O (1972) Chemical Reaction Engineering, John Wiley, NY (2 nd Ed.), pp.375. 13. Shon, H.Y., Wadsworth, M.E. (1979) Rate Process in Extractive Metallury, PlenumPress, New York, pp. 133 – 186. 14. Glastonbury, J.R. (1968) Kinetics in Gibbsite extraction, in Advances in Extractive Metallurgy, Institute of Mining and Metallurgy, London, pp.908 – 917 15. McKibben, M.A. (1984) PhD Thesis, Pennsylvania State University. 16. Harvey, J.T. Tai Yen, W. Paterson, J.G. (1993) A kinetic investigation into the pressure oxidation of sphalerite from a complex concentrate. Mineral Engineering, 6: 949 – 967. 17. Mohan,N.P. and Biswas, A.K. (1971) Kinetics of dissolution of copper(II) sulphide in aqueous sulphuric acid solutions, J. applied Chemistry and Biotechnology,21, 15-18. 18. Gosh,A., Ray, H.S. (1991) Principles of Extractive Metallurgy (2 nd edition) Willey Eastern Ltd. New Delhi P.14. 19. Olanipekun, E.I. (1999) A kinetic study of the leaching of a Nigerian ilmenite ore by hydrochloric acid, Hydrometallurgy, ( 53 ),1 - 10. 20. Biswas, A. K (ed.), (1991) Frontiers in applied chemistry (2nd edn.) Narosa Publishing House, New Delhi, P. 39 |