Engineering
Vol.09 No.05(2017), Article ID:76637,8 pages
10.4236/eng.2017.95022
Fixture Design to Supplement Machining and Fuel Cell Education
Yeong Ryu, Hazem Tawfik
Mechanical Engineering Technology Department, Farmingdale State College, New York, USA
![]()
Copyright © 2017 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY 4.0).
http://creativecommons.org/licenses/by/4.0/



Received: April 25, 2017; Accepted: May 24, 2017; Published: May 27, 2017
ABSTRACT
A vital part of enhancing the ability of students to learn about advanced fabrication techniques is identifying the barriers to the student’s entry and excelling in the manufacturing field. In the Manufacturing and Mechanical Technology fields, there exists an intimidating experience gap or barrier between professionals and novice students. The students’ participation in the design and fabrication of a fixture for manufacturing a mechanical part will aid in eliminating this barrier by making fuel cell’s bipolar plates production accessible to inexperienced technology students. The process of manufacturing a fixture for the production of hydrogen fuel cell and hydrogen purifier plates required a careful planning and step-by-step methodological implementation. Through the use of our designed fixture, it is now possible to teach students how to use a CNC milling machine with relative ease while also allowing for precision part machining. The setup of the fixture allows students to observe the necessary measures to properly machine a part while also teaching them the benefits of fixtures in the manufacturing industry. In summary, the purpose of this paper is to provide the students with applied learning experience through involving them in the design and fabrication of a multi-disciplinary mechanical fixture and the utilization of practice oriented teaching resources in a full scale learning environment.
Keywords:
Fixture, Fuel Cell, Machining, Design, Education

1. Introduction
In the modern era of exponential technological expansion and innovation, the future of the field relies heavily upon the advancement and education of the manufacturing process. According to an article regarding the United States GDP (Gross Domestic Product), “Manufacturing industries generated $2.1 trillion in GDP (12.5 percent of total U.S. gross domestic product) in 2013” [1] . This percentage of United States GDP contributed by the manufacturing industry as a whole further establishes the notion that it’s a valuable field to advance upon and improve. A deep, capitalist interest in increased product performance and profit margins exists in every facet of manufacturing and the associated business model for such. Through the utilization of machining jigs and fixtures, it’s possible to alter the manufacturing atmosphere in a commercially appealing manner by helping to increase manufacturing precision, regulate profit margins, and provide an overall benefit to the quality and performance of the machined part [2] .
In essence, a fixture in the context of a manufacturing stance is simply considered as a tool to be used as a guide for the manufacture of another product. In the case of the primary research goal here, a fixture design was implemented in order to assist students in creating fuel cell plates for a Hydrogen fuel cell. The fixture created would be made once and would form as a guide for machining fuel cell plates in the future with unparalleled accuracy, increased performance, and improved machining efficiency.
Since there has been previous work in machining the same fuel cells that the fixture intends to serve, there exists an excellent benchmark in the analysis of the effects of fixture creation and utilization.
2. Impact in Engineering Technology Education
Advancements in the technology surrounding fixture design and products influenced directly by fixture design already have created an enormous demand for further instruction in current engineering technology programs. The conceptualization, design, creation, and analysis of the fixture by students inherited a multidiscipline approach in order to effectively integrate into the education goals of the university. The disciplines involved in fixture creation consist of, but are not limited to, material science, statics, strength of materials, manufacturing processes, metrology and quality control, 3-D modeling, electrical engineering technology, and fundamental economics. The entirety of the fixture creation was performed by undergraduate students. It is expected that this fixture setup will be used in future undergraduate student course study in the aforementioned classes. The analysis of the fuel cells made utilizing the fixture also lends itself to students forming connections between the variables involved throughout the project [3] .
3. Procedure
Initial Conceptualization and Design―the initial conceptualization and design process involved an extensive phase wherein the problem was clearly defined and discussed among those parties involved [4] . The creation of the fixture involved many ideas of which included the use of guide pins and toggle clamps in order to locate and fix the work piece in the fixture for machining. The cutting tool’s necessary proximity to the edges of the plate made it implausible to use such because of the inherent risk of collisions with the fixture and tool during manufacture. Instead, it was necessary to machine raised surface walls for location and small, removable “C” clamps for fixing the work piece. It was clear in the design phase that it was necessary to model the fixture in Autocad Inventor in order to be able to visualize and predict possible iterative designs of the same. See the below Figure 1, a picture of the 3-D model rendered in Autocad Inventor.
Material Choice, Purchasing, and Inspection―the material choice for the project was integral in design as it would determine the longevity. The materials included a cold rolled 4” by 12.25” by 4” stock of 1018 Steel for the base of the fixture. The base, seen at the bottom of the render in figure A, would be clamped in place with the vice currently in the CNC mill. A hot rolled 13.25” by 13.25” by 1.75” ASTM-A36 Steel block would serve as the banking and clamping surface for the fixture when machining was underway. A pre-machining inspection of the stock materials was essential to check for any chips or corrosion before use [5] . Also, it was vital to check the flatness of the stock in order to establish base dimensions for machining. The results of this inspection showed that both the base and banking/clamping plate were clear of corrosion. Both of these components, however, were not perfectly flat and had some minor surface imperfections. The flatness imperfections were rectified through the careful implementation of a facing procedure in a CNC Mill. The surfaces that were necessary to have a tight finish tolerance were faced to within 0.005” which helped to minimized slack and errors in true measurements [6] .
Rough Fabrication and Machining―the method of attachment between the base piece and locating plate has been and combination of pocket attachment and welding. The underside of the clamping plate has been milled out slightly larger than the top of the base block so that a snug fit exists. After the clamping plate and base block were fixed to each other, arc welding ensured that the attachment was permanent. It was interesting to note that there were concerns of warping the clamping block shape during the arc welding due to thermal expansion and distortion. Because of these concerns, a follow up dimension check occurred after cool down to ensure that the dimensions remained within appropriate tolerances. Refer to Figure 2(a) and Figure 2(b) on the next page to help visualize the pocket fitting and welding previously described.
The other component of rough fabrication and machining came into play when the locator shelf was cut into the clamping plate 0.010” over finish dimension.

Figure 1. Fixture design rendered in 3-D Autodesk inventor.
 (a)
(a)
 (b)
(b)
Figure 2. (a) Pocket/Extrusion fit of the base block and clamping plate; (b) Shown is the attachment via arc welding of the base block and clamping plate.
This was done in order to save time instead of machining this shelf using our finish end mill.
Finish and Detail Machining―the finish machining was accomplished using another set of multidisciplinary methods. The cutting path used in order to create the desired dimensions in the clamping plate was pre-made in Mastercam. Mastercam uses the desired cutting path to translate into meaningful code used by the CNC Mill in order to automate the fine cutting process. Refer to Figure 3 for a visual of the CAM cutting path rendered inside Mastercam. Once the program was created inside Mastercam, it was exported into the Controller of our Mill and used, in combination with a 1/2 inch 2-flute Carbide end mill. There was noticeable deflection in the tool during machining and this was accommodated by implementing another set of finish mills using a 1/4 inch 4-flute Carbide end mill and a significantly lower feed rate [7] . The lower feed rate and increased chip clearance provided by a 4-flute cutting tool provided a much cleaner cut and tighter tolerances on necessary sections. We encountered an issue with the CNC Mill we were using which limited the spindle speed to 4500 rev/min. Because of this, we were forced to decrease our feed rate of machining in order to preserve the life of the cutting tool and extract the desired finish quality.
Final Product Evaluation and Testing―the fixture would then need to be evaluated as produced by using it in the production of fuel cell plates. The fuel cell plates were machined using the fixture with ease and relatively low machining times, further increasing the fixtures validity as a useful tool used in the manufacturing setting. Refer to Figure 4 to get an idea of the final result of using the fixture to machine fuel cell plates.
As we can see in the machining of the fuel cell plate, precision is key as it is vital to obtain the intricate cutting pattern and route the hydrogen effectively. For a detailed look at the cutting path, refer to Figure 5 which is a rendering of the cutting path as it was designed in Mastercam.
4. Evaluation and Analysis
Critical to any venture in improvement and design, a form of evaluation must be present in order to correctly determine if the design produced any noticeable change in the methods currently used. The variables analyzed and used for product evaluation were the following [8] .
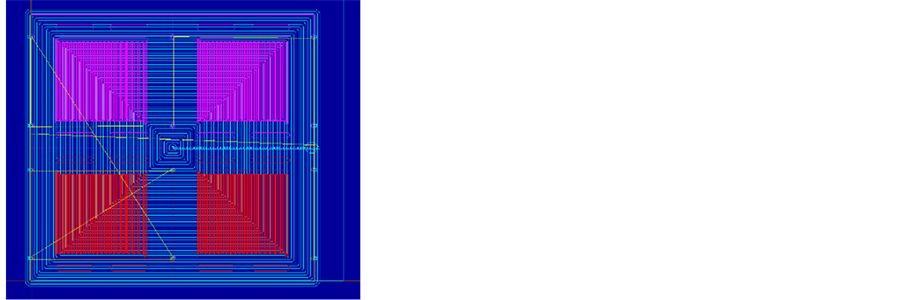
Figure 3. Rendering of CAM file depicting programmed cutting path.

Figure 4. Machined fuel cell plate using fixture.

Figure 5. Mastercam rendering of desired cutting path for fuel cell plate.
1) The plate tolerances determined how well, plate after plate, the fixture was able to locate and clamp the plates. The plate tolerance observed in our analysis ranged from 0.0005” to 0.001”. This is a noticeable improvement over the existing method that could consistently produce machining tolerances of 0.005” to 0.01”.
2) Performance output of the fuel cell plates when used in the Hydrogen Fuel Cell. The amount of amperage generated by our hydrogen fuel cell changed little with the new plates machined in our fixture; however the ease of machining more than proved that the fixture was a successful endeavor. Moving forward, different fuel cell designs could be tested using the fixture and possible improvements obtained through that avenue. Through this way, the fixture design proves itself as a project investing in the future of research and data analysis and improvement in the project undertaken by the university. An example of these future tests can be seen in Figure 6 as we were able to test fuel cell plates that were uncoated and those coated in Chromium Carbide. The machining of both types of plates made easy by the use of the fixture [9] .
5. Conclusions
Through the experimentation and analysis of the fuel cell and fixture design, a few very critical conclusions can be made regarding our experience with the same. To start, the design and creation of the fixture alone was an excellent exercise in a multidisciplinary project for the students involved. The problem solving aspect of fixture design created an interesting dynamic among group members and helped to extract the essence of engineering technology education desired. The limitation of machines encountered throughout the project simulated a realistic atmosphere where in real world limitations would place extra challenges in the domain of those involved. In future testing, the fixture will help in demolishing the intimidation factor of students new to the manufacturing world.
While the output of the fuel cell plates has not necessarily changed as a direct result of our fixture, the ability to machine and test future fuel cell plate designs will directly affect the availability of research to students in the program for years to come.

Figure 6. Comparison chart for power produced by coated and uncoated fuel cell plates.
The material science aspect of this project would prove to be integral. The selection of ASTM A36 Steel used for the clamping plate has been an ideal approach. Through machining and welding with this material, we have also affirmed the property of ASTM A36 Steel as having “…excellent welding properties and is suitable for grinding, punching, tapping, drilling and machining processes” [10] .
Overall, the project results point to a noticeable improvement in the materials and methods currently held valuable by the manufacturing industry. Through these conclusions we can say that the project has been a success in Mechanical Engineering Technology Education.
Acknowledgements
This paper was presented and appeared (paper ID# 15247) in the ASEE 123rd Annual Conference at New Orleans, LA on June 2016.
Cite this paper
Ryu, Y. and Tawfik, H. (2017) Fixture Design to Supplement Machining and Fuel Cell Education. Engineering, 9, 388-395. https://doi.org/10.4236/eng.2017.95022
References
- 1. Scott, R.E. (2015) The Manufacturing Footprint and the Importance of U.S. Manufacturing Jobs. Briefing Paper #388, Economic Policy Institute, Washington DC.
- 2. Santiago, D., Tawfik, H. and Mahajan, D. (2009) Development of Direct Methanol Fuel Cells. The Second Annual Conference of Advanced Energy Research and Technology Center (AERTC), Stony Brook University, Long Island, New York, 17-18 November 2009.
- 3. Santiago, D., Tawfik, H., Ryu, Y. and Mahajan, D. (2010) Performance Optimization of Direct Methanol Fuel Cell. 2010 Annual Conference & Exposition, Louisville, 20-23 June 2010, 15.950.1-15.950.8.
https://peer.asee.org/16512 - 4. Lopez, S., Tawfik, H. and Mahajan, D. (2010) Pure Hydrogen from Biomass to Power PEM Fuel Cell and Produce Combined Heat and Power. Annual Conference on Advanced Energy, Stony Brook University (SBU), New York, 8-9 November 2010.
- 5. Weinman, D., Tawfik, H. and Mahajan, D. (2011) Evaluation of the Effectiveness of a Palladium Membrane for Hydrogen Purification and Separation from Biomass Synthesis Gas. The Fourth Annual Advanced Energy Conference, Buffalo, October 2011.
- 6. Pereira, A., Tawfik, H. and Mahajan, D. (2011) Evaluation of Low Temperature Slurry Catalyst, Copper Zinc Oxide, in the Conversion of Carbon Monoxide in Biomass Synthesis Gas Using Water Gas Shift Chemical Reaction. The Fourth Annual Advanced Energy Conference, Buffalo, October 2011.
- 7. Pereira, A., Charumaneeroj, C., Weinman, D., Tawfik, H. and Mahajan, D. (2011) Ultra Pure Hydrogen from Biomass to Power Fuel Cell and Generate Combined Heat and Power. The Fourth Annual Advanced Energy Conference, Buffalo, October 2011.
- 8. Charumaneeroj, C., Tawfik, H. and Mahajan, D. (2011) Evaluation of Copper Zinc Oxide Catalyst in the Conversion of Carbon Monoxide Using the Water Gas Shift Reaction in a Packed-bed Reactor. The Fourth Annual Advanced Energy Conference, Buffalo, October 2011.
- 9. Pereira, A., Tawfik, H. and Mahajan, D. (2012) Evaluation of the Low Temperature Slurry Catalyst, Copper Zinc Oxide, in the Conversion of Carbon Monoxide in Biomass Synthesis Gas Using the Water Gas Shift Chemical Reaction. IEEE Journal.
- 10. Ryu, Y., Tawfik, H., Weisberg, B.S., Boss, D.J. and Altuger-Genc, G. (2016) Fixture Design to Supplement Machining and Fuel Cell Education. 2016 ASEE Annual Conference & Exposition, New Orleans, 26-29 June 2016, 26916.