Engineering
Vol. 2 No. 12 (2010) , Article ID: 3604 , 4 pages DOI:10.4236/eng.2010.212119
Determination of Strains near the Welded Seams
Institute of Strength Physics and Material Science, Siberian Branch, Russian Academy of Science, Tomsk, Russia
E-mail: bss@ispms.tsc.ru
Received August 12, 2010; revised October 8, 2010; accepted October 22, 2010
Keywords: Acoustics, Strengthening Mechanisms, Crystal Plasticity, Stress Waves
ABSTRACT
This paper suggests a new method of determining residual strain in the welding seals. Method is based on the speed of Rayleigh waves with measurements of strain changes s1 + s2. According to results of experiments described in the paper, author finds correlations for the two types of steels. The paper also reports on the experimentally obtained values of strain in the areas around welding seals and tee joints. Research indicates that under the influence of external loadings, residual strain doesn’t cause significant changes in the epures of strain.
1. Introduction and Theoretical Model
Technical diagnostics of machinery and constructions operating over the long period time is an urgent issue in the industries of rail-road, automobile transportation, and oil and gas-refining in the Russian Federation. In addition to this, there is a number of industries in Russia where technical control over the conditions of material is a continuous necessity as, for example, in the aviation industry and atomic energy. There are numerous methods of the technical diagnostics that allow controlling conditions of material or construction: measurements of elasticity constants or modulus of elasticity; measurements of elastic wave speed by impulses and resonance methods; measurements of relative speed for one longitudinal and two transverse waves by electromagnetic-acoustic method; the acoustic strain measurements, acoustic emission, and others [1-4]. One of such promising methods is the method of measuring Rayleigh waves [5-7].
The effectiveness of this method based on the fact that acoustic waves used in it are related to the structure of material [8-12], and characteristics of the structure change when material defects are appearing. Moreover, such a method allows distinguishing among strains of 1st (macro) and 2nd (micro) types due to the changes occurring in the speed of ultrasound depending on the loading level. The ultrasound speed, measured directly during the stretching deformation of metal samples, depends on the structure of material, nature of deformation and the strain of deformation.
One of the serious problems occurring during the assessment of strained conditions for the load-caring constructions is the issue of residual strain arising, for example, from the process of welding. In this work we research the possibilities of acoustic methods to determine the residual strain originating during the welding process in the areas of welding seams of tee joints made from the steel Cor-Ten A and the steel А 568 М, which are widely used alloys in Russia.
Almost all metals reveal the following pattern of the ultrasound speed dependency on deformation. The dependency process consists of three main stages. During the first stage, the speed of ultrasound increases with the incensement of the loading, which correlates to the elastic part of deformation. During the second stage, the ultrasound speed decreases, this indicates that the plastic-elastic phase of deformation is occurring. Third stage results in the drastic decrease in the ultrasound speed, which marks the plastic deformation of metallic constructions.
The situation with two unknowns occurs when measuring the ultrasound speed on the initial stages of deformation for the steel alloy А 568 М, because the elastic stage of deformation causes the increase of the ultrasound, and the plastic-elastic stage causes its decrease Figure 1 demonstrates experimental dependency of loadings levels on the speed of ultrasound for examined steel alloy. The solution for this problem can be the following. For the initial part of the curve s(VS), we found the correlation dependency. For this purpose we measured the dependency of ultrasound speed VS for of examined alloy on the tension s under the stretching de
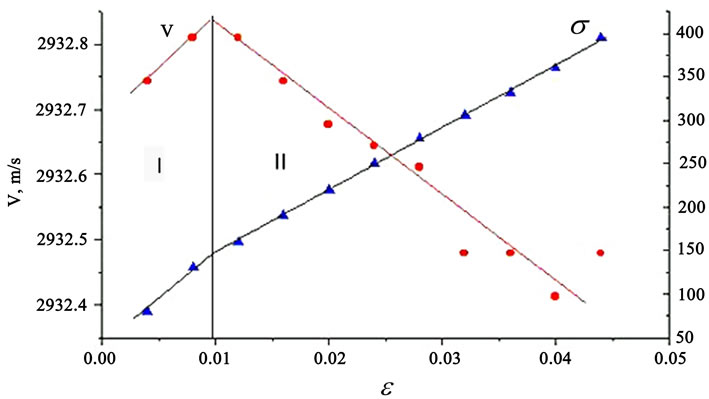
Figure 1. Dependency of ultrasound speed change and strain on deformation in elastic and plastoelastic stages in steel А 568 М.
formation for the elastic stage.
s1 = a1 + b1 DVS
where DVS=V – V0, and V0 – the speed of ultrasound in the reference sample of examined alloy with the equal temperature of experiment, and a1 и b1 are the constants.
Also, notice that the correlation needs to be determined using the increments of speed, not its absolute value. Otherwise estimations lose their accuracy because there is no possibility to measure an absolute value of the ultrasound speed in the process of deformation.
Then, for the second part of dependency s(VS), we need to determine the correlation between the speed of the ultrasound and the deformation of plastic-elastic areas (II—Figure 2):
s2 = a2+ b2 DVS.
Now solving these two linear equations together, we are receiving a summative value of strains occurring in the moment of measurement in the particular area of construction.
2. Experiment Results
Experiments were conducted using the equipment “INSTRON-1185” under conditions specified in the document “ISO 6892:1998 Metals. Methods of tension test”. We also used the device ASTR that measures auto-circulation with the accuracy of 10-5. In the course of experiments we determine the dependency of the strain change on the ultrasound speed during the elastic and plastic-elastic stages of deformation. The correlation coefficients in such measurement are ranging between 0.95-0.92 and the strain around the welding seal is estimated based on these coefficients.
In our experiment we measured the distribution of the strain around the tee joint welding seals. Electrodes ОК 48.00, ОК 48.04 SMAW “ISO 2560\Е 51 5В 120 20Н” were used to perform the welding process. The strain was measured at least three times for each point, with points situated 0.5 mm apart from each other. Figure 2
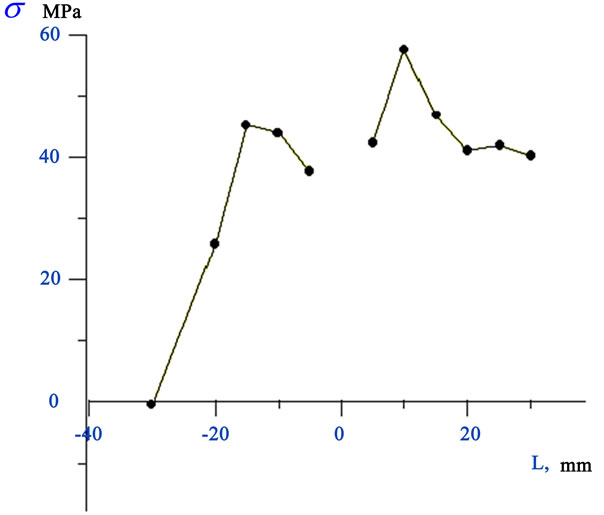
Figure 2. Dependency of residual strains around the welding seal of tee joint for electrode ОК 48.00, ОК 48.04 SMAW in steel Cor-Ten A.
demonstrates the dependency of residual strains around the areas of welding seal. It indicates that values of the strain are the largest around the welding seals of tee joint, but they became the smallest on the edge of the tee joint. These values and distribution of the strain vary for the different types of welding electrodes. This phenomenon may be explained by the heterogeneity of the welding itself and by the differences in the electrode influence. However, despite the distinction in the welding electrode, strains in the welding seals are always distributed symmetrically along the tee joint.
Conducted research indicates that the electrode ОК 48.00 SMAW, used for the welding process generates tee joints with residual strains around the seal with homogenous and uniform distribution on the left and right from the joint. When measurements are conducted directly on the metal of the seal, one can obtain correlations that determine the transient strength of the operating machinery seal to the point of breakage and allow assessing the durability of the seal.
For more detailed predictions of the welding seals characteristics in the operating machinery, we conducted model experiments to determine the residual and actual strains around the welding seals of tee joints with different types of welding electrodes in the steel Cor-Ten A. Figure 3 represents an epure of strain changes around the welding seal for the different distances from the bottom run of welding. One can see that the strain distribution is significantly heterogeneous. The value of strain alters depending on the type of using electrode.
When loading is applied to the experiment, the operating characteristics of the seal changed. Figure 3 demonstrates dependency of the ultrasound speed changes on the applied loading around the tee joint in the steel Cor-Ten A. The measurement of ultrasound speed was performed under the loading of the tee joint by the 4-point turn method. This figure indicates that the strain
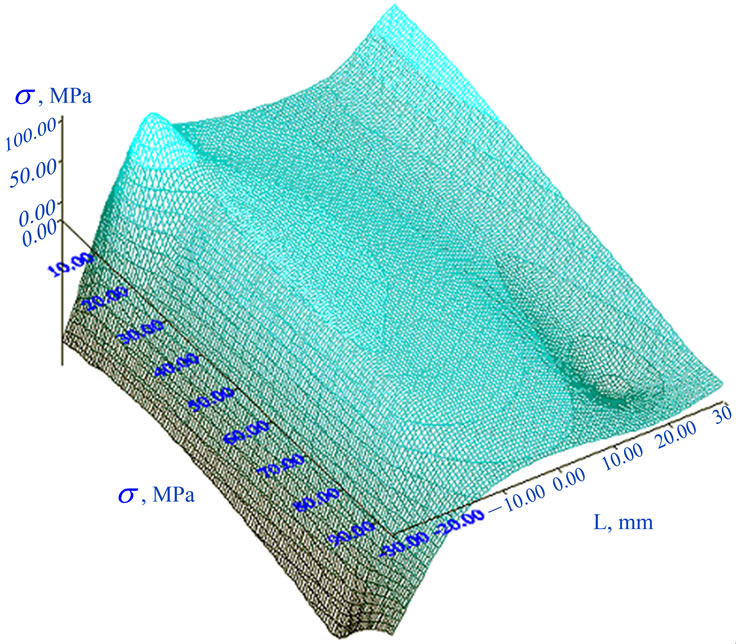
Figure 3. Changes of ultrasound speed on loading value in the area of thermal influence of welding seal (tee joint, steel Cor-Ten A).
remains unchanged under the loadings below 100 mPa and begins to grow after that. Such characteristics demonstrate good quality of the tested welding seal.
Based on the overall discussion of experiment, we can conclude that such a method can became an effective diagnostic tool of non-destructive control for materials.
3. REFERENCES
- D. Kleiner, C. Edwards and R. Sanderson, “Condition Monitoring of Large Oil and Chemical Storage Tanks Using Long Range Ultrasonic Testing (LRUT),” I Mech E Seminar: Storage Tanks, London, 16 June 2005.
- D. Ping, Z. Pengcheng and L. Ruiwen, “Study on Stress Distribution near Crack Tip in Beryllium Compact Tension Specimen,” 12th A-PCNDT 2006—Asia-Pacific Conference on NDT, Auckland, November 2006.
- T. Piršić, L. Opara and Ž. Domazet, “Thermo-Graphic Analysis of Stress Distribution in Welded Joints,” Conferences ICEM 14—14th International Conference on Experimental Mechanics, Vol. 6, 2010.
- M. Pedersen, O. Mouritsen, M. Hansen and J. Andersen, “Experience with the Notch Stress Approach for Fatigue Assessment of Welded Joints,” Proceedings of the Swedish Conference on Light Weight Optimized Welded Structures, Borlange, 24-25 March 2010.
- L. Zuev, B. Semukhin and S. Zavodchikov, “Deformation Localization and Internal Residual Stresses in Billets for Zr-Nb Pipe Rolling,” Materials Letters, Vol. 57, No. 4, 2002.
- P. A. Katsyn, B. S. Semukhin, B. G. Akimov and S. A. Chikov, “Usage of Ultrawave Methods for Estimation of Stress State in Bridge Structures”, Bulletin of the TSUAB (Tomsk State University of Architecture and Building), Vol. 3, No 2, 2000, pp. 257-262.
- V. Muraviev, L. Zuev and K. Komarov, “Ultrasound Speed and Structure of Steel and Alloys,” Nauka, Novosibirsk, 1996.
- B, Semukhin, L. Zuev and K. Bushmelyova, “Ultrasound Speed in the Low-Carbon Steel, Deformed on the Low Yield Point,” Applied Mechanics and Technical Physicist, Vol. 41, No. 3, 2000, pp. 197-201.
- B. Semukhin, K. Bushmelyova and L. Zuev, “Speed of Ultrasound Distribution and Phenomenon of Yielding in the Steel 09Г2С,” Metal-Physics and New Technologies, Vol. 20, No. 5, 1997, pp. 68-71.
- L. Zuev, I. Poletika, B. Semukhin, O. Kulikova and K. Bushmelyova, “The Ultrasound Velocity and Mechanical Properties of Metals and Alloys,” Metall, 1999, Vol. 53, No. 9, pp. 324-327.
- L. Zuev, B. Semukhin and K. Bushmelyova, “Acoustic Characteristics of Metals and Allows and Stage Nature of Plastic Deformation,” Metal Psychic and New Technologies, Vol. 22, No. 10, 2000, pp. 67-70.
- L. Zuev, B, Semukhin and K. Bushmelyova, “Dependency of Ultrasound Speed on Acting Strain in the Plastic Deformation of Poly-Crystal,” Journal of Technical Physics, Vol. 69, No. 12, 1999, pp. 100-101.