Green and Sustainable Chemistry
Vol. 2 No. 4 (2012) , Article ID: 24779 , 8 pages DOI:10.4236/gsc.2012.24019
Material-Efficient Utilization of Waste Oils—Biodegradability and Other Chemical Properties of Vegetable Recycling Oils
Department of Chemistry, University of Oulu, Oulu, Finland
Email: firstname.lastname@oulu.fi
Received September 14, 2012; revised October 16, 2012; accepted October 25, 2012
Keywords: Biodegradation; BOD; Manometric Respirometric Method; Waste Oil; Recycling; Vegetable Oil; Material Efficiency
ABSTRACT
Material efficiency is nowadays an essential topic to promote the sustainable use of natural resources, waste materials and industrial by-products, in agreement with the principle of sustainable development and LCA (life cycle assessment). In this research it was determined the biodegradation of used vegetable oil based products and their important physicochemical properties for their suitability in different applications such as chain oil in the forestry equipment and mold oil in concrete casting etc. Biodegradability is a measure of the ecological nature of products, and thus from an environmental point of view, is the most important evaluated property in this research. As a result, all measured properties of the studied recycled vegetable oils show that the products are environmentally friendly. Two types of vegetable oil were studied; three chain oils and two mold oils. The degree of biodegradation (BOD28) of the mold oils, was about 77% and the biodegradation of chain oils was about 60% - 62%. In addition, this paper also presents a process outline for manufacturing recycling vegetable oils.
1. Introduction
Material efficiency can be used to express the degree to which the usage of raw materials, construction projects or physical processes are implemented or carried out in a manner which consumes, incorporates, or wastes less of a given material. It covers the production and consuming of materials. The material efficiency of the product is defined as a certain need, product or service which must fulfill a condition that natural recourses are used as minimally as possible. However, up until this point, different waste vegetable oils such as rape seed oil have been utilized in Finland and other EU countries only as energy. Manufacturing to new products is nowadays considered a more suitable choice for waste utilization than energy production and presents the top global goal in the utilization of waste and industrial by-products [1].
Since the industrial revolution, materials have been processed in an open system where resources are transformed into products that are eventually discarded. Little attention has been given on their dramatic impact on the environment, including land use patterns, water usage, contamination of air, water and land and the consumption of other important environmental resources [2]. Often material efficiency is determined as only the used material per produced product or service (MIPS = Material Input per Service). Material efficiency expressed only per weight is not meaningful and sometimes misleading since there is no separation between harmless and harmful materials [3,4]. This is usually why the prevention and extent of waste (including its circulation and exploitation) is often viewed as a joint concept of material efficiency. The formation of waste can be considered to be an indicator of the ineffectiveness of an industry [5,6].
This study investigates the potential of vegetable recycled oils for different applications, mostly for the forestry equipment like chain and other saws, sawmills, conveyors, and forestry chain oils. The purpose of recycled mold oils is mainly lubricating the molds and protecting them, since they prevent growing of fungus and formation of rust. The mold oil thus lengthens the life of the molds which can be manufactured of different kinds of materials.
The different options available for dealing with waste can be described by a “waste hierarchy” as presented in Figure 1. Comprising of six levels, the first goal of the waste hierarchy is the prevention of the waste. If this is not possible the next step down the pyramid is the minimization of waste followed by reuse, recycling, energy recovery and finally, if none of the initial 5 steps is feasible, waste can be disposed by ecologically beneficial methods.
It is estimated that the total volume of waste vegetable oils in Finland is about 3 - 4 thousand tons per year. The accurate numbers are not available. It is known that the amount per person is different in every country because of the different food culture. Used vegetable oils and fats are considered as problematic waste which contributes to the pollution of the environment.
In the search for new energy sources, attention is concentrated mainly on biomass as a potential and permanently renewable source those are able to satisfy a significant part of the world’s energy demands of society [8]. Development of lubricants has traditionally been mineral oil based but vegetable waste oils are nowadays costeffective and of uniform quality. In this context it is worth noting that many mineral oil based lubricants are poorly biodegradable and are manufactured from diminishing natural resources [9].
The results of this study increase understanding the properties of recycled vegetable oils and their utilization as high-quality chain and mold oils in accordance with the waste hierarchy (Figure 1) over energy production. In addition, the combustion of vegetable oils can produce PAH (poly aromatic hydrocarbon) compounds even though the combustion of vegetable oil-derived fuels reduces net GHG (greenhouse gas) emissions.
The products are planned to be used in same applications as the same oil manufactured from virgin oils.
2. Background
The ecological reasons discussed above call for refining of waste vegetable oils into various material usages. Commonly the refining processes consist of several unit operations where the raw materials are refined into useful high-quality products.
In Figure 2, a process description of manufacturing recycled vegetable oils such as rapeseed oil is presented.
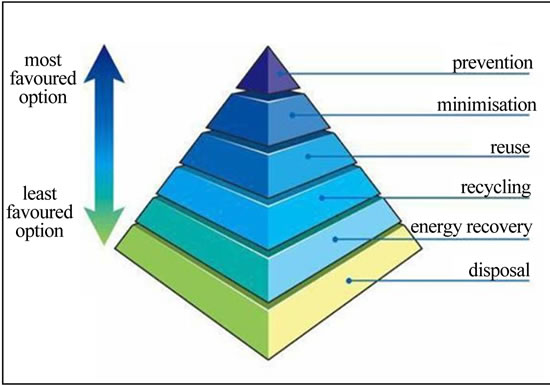
Figure 1. The waste hierarchy pyramid [7].
Waste vegetable oils are ideally suited for preparing different recycling oil products since they are ecological in many ways. For example, no additive chemicals are used in the procedure because this is solely a thermal process. As a result, waste vegetable oils can be refined to be used in new applications. Furthermore, no waste is formed from the production since by-products are totally utilized in the process. The testing procedure is the most important step in the process since collected and combined waste oils are examined for their most cost-efficient utilization after which the process route is selected accordingly. The oils are then separated based on their final usage. Fats and fatty acids (route 1) is the route that is followed here. The other two routes are for example, biodiesel from esterification (route 2) and soap and lipstick via route 3. After separation, oil is heated and water is removed which can be disposed at this stage into a drain. The oil is cleaned three times and the final cleaning technique is via filtration through a filter cloth. After this step the oils are separated again and any unsuitable components are returned to routes 2 or 3 where they are refined into other products. Additives are added when the oils are washed resulting in the pure product. Wastes from production procedure are handled as follows: leftovers are used in biogas production and glycerol from esterification is used as soap when washing the receiver tanks. Only a small amount is used as lubricant whilst most of the oils go to the refining to other products. Oils from esterification can also be used as a raw material, for example as mold oil. In the process described above, the technique is problematic for new oils due to the lack of important polymerization. Used oils have been allowed to age before manufacturing and to achieve this level of polymerization in new oils requires oxidization or boiling. Processed oils also contain hardened fatty acid such as coconut oil which can be added to cooking oils used in restaurants. Furthermore, it is important to note that with the use of new oils as the raw material more additives are required than with recycling oils. Additives are confidential and cannot be declared here. Used cooking oils and fats are often generated in large quantities in restaurants and food processing plants. In a cooking process where fat is heated in the presence of air and light, temperatures range from 160˚C to 200˚C over relatively long periods [8]. Oils are in constant use for several days or weeks and during these conditions different hydrolytic, oxidative and cracking reactions occur. Hydrolytic splitting of triacyl glycerols takes place in the presence of water, which absorbs into fat from fried food. Part of the water quickly evaporates, but a fraction dissolves in the fat and induces its cleavage to produce higher fatty acids and glycerol. Furthermore, oxygen dissolved in the fat reacts mainly with unsaturated acyl glycerols which results in various oxidation products. Saturated and unsaturated aldehydes,
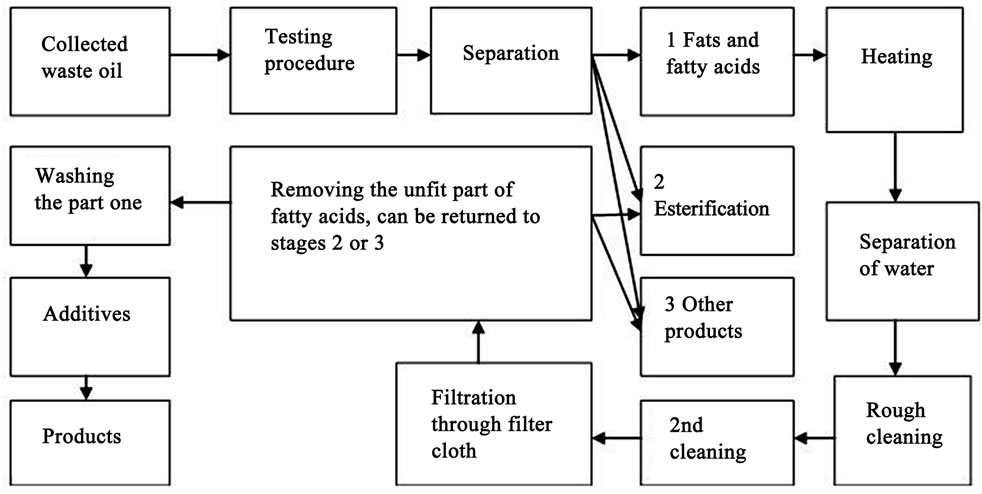
Figure 2. A process description of manufacturing recycling vegetable oils for route 1.
ketones, hydrocarbons, lactones, alcohols, acids and esters are produced by the decomposition of hydro peroxides [8].
3. Experimental
In this investigation, two vegetable oil-based recycling oils were studied. The first was mold oil comprising of two runs taken from different batches; secondly chain oils with a total of three runs.
Automatic manometric respirometric test used in this study is based on measuring the pressure decrease in the airspace of the bottle. This pressure change is caused by the absorption of released carbon dioxide (CO2) into NaOH pellets. Oxygen is consumed in a biological oxidation reaction where equal moles of carbon dioxide are released. Oxygen is also consumed by hydrogen which resulted in water. It should also be noted that the established practice in this study is not to use only the carbon content as in calculation of BODn values in the other studies. [10,11] Calculations of the theoretical oxygen demand value according to OECD guideline [12] with nitrification (ThODNO3) are based on Equation (1) for the compound CcHhClclNnNanaOoPpSs where MW is the molecular weight [g·mol−1] of the sample:
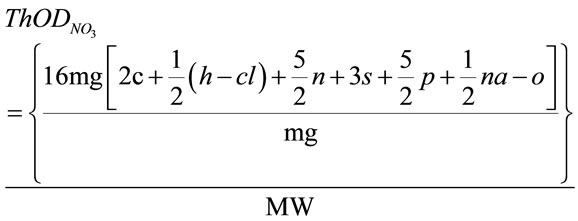 (1)
(1)
If the elemental composition cannot be determined, the carbon and hydrogen contents of the known substance can be calculated from the above chemical Equation (1). In this investigation the studied oil samples had nearly the same carbon and hydrogen contents determined by elemental analysis measurement (CHNS/O) and calculated from the structural formula when the calculation was based on the general molecular formula of oils.
Carbon and hydrogen contents can be measured with elemental analysis if the formula is not known or the sample is a mixture of many compounds. Many times the TOC measurement can be used in determining the carbon content, but oils are so weakly soluble into water that in this case it was not possible. The recommended amount of sample in BOD measurements is only 100 mg·L−1 in OECD 301F conditions and the studied concentrations were about 100 - 200 mg·L−1. Inhibition was studied in larger concentrations. The decision of used sample concentration is based on years of practical experience of our research group with many kind of samples.
The preconditioning of inocula has not been performed in this work. Inocula were collected from Oulu municipal sewage treatment plant and were filtered before use. Waste water used as inocula has been proven to contain enough bacteria to degrade these kinds of samples which are studied in this paper [10]. Inocula taken from waste water treatment plant were filtered with coarse filter paper so that the used solution contained no solid material. The seeded mineral solution has beside the added bacteria, a phosphate buffer and nutrients. In its final form the sample contains KH2PO4 (0.625 mmol), K2HPO4 (1.249 mmol), Na2HPO4∙7H2O (1.246 mmol), NH4Cl (0.318 mmol), MgSO4∙7H2O (0.092 mmol), CaCl2 (0.248 mmol), FeCl3∙6H2O (0.0009 mmol). The amount of filtered waste water used as an inoculum was 10 mL/L [11]. The quantity of ammonium ion prepared according to the SFS standard (SFS-EN 1899-1), being higher than described in OECD guidelines, ensured there would be enough nitrogen for the biodegradation reaction. It has been previously examined that the additional amount of ammonium chloride increases the biodegradation level of oil samples [13]. ATU (allylthiourea) is used for the prevention of nitrification. In this investigation the concentration of ATU was 5 g/L and the added amount was and 20 drops per liter, as recommended by the OxiTop manufacturer. Usually the measurement times are for five or seven days for controlling purposes, principally for waste waters. If the information of biodegradation of a specific sample is required, the usual measuring time is 28 days. It is also possible to set the measuring time for 99 days and if required, can be re-started after the initial 99 days run for longer testing periods.
The inhibition of one oil sample was also examined by investigating different sample amounts.
Materials and Methods
The values of biodegradability BODn (n days) were determined in OECD 301F conditions, here BOD28, by using the manometric respirometric BOD OxiTop method. This is based on very accurate automatic pressure measurements (360 values are given in every experiment) in closed bottles under a constant temperature, at 20.0 ± 0.2 ˚C. In solution measurements the instrument calculates the BOD value in the desired unit [mg·L−1] [14].
For calorific heat value measurements an oil sample was weighed to about 0.6 g and placed inside a combustion bag in order to ensure that the sample is totally burned and it does not form droplets outside of the holder. Measurements were performed by an IKA C200 calorimeter where samples were burned inside the bomb in excess of oxygen (3 MPa) and which also allowed the amount of released heat to be measured. This was achieved by detecting a rise in temperature with the aid of a digital thermometer. Calibration was obtained with benzoic acid. Once the calorimeter constant has been determined the gross calorific values Qgr,d [MJ∙kg−1] of the waterless oil sample (for waterless sample Qgr,d = Qgr,ad where Qgr,ad is the calorimetric heat value of the air dry sample) can be calculated using Equation (2) [15].
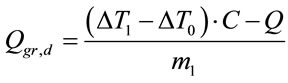 (2)
(2)
ΔT1 = change in temperature from the combustion of the sample [˚C].
ΔT0 = change in temperature from ignition and burning of the cotton twist [˚C].
m1 = mass of the sample [g].
Calculation of the net calorific value at constant volume requires information about the moisture and hydrogen contents of the analysis sample. The net calorific value of the dry basis: Qnet,d [MJ·kg−1] can be calculated from the Qgr,d value using Equation (3) where 0.02441 [MJ∙kg−1] is the latent heat of vaporization of water at 25˚C and M is the hydrogen content of the moisture-free vegetable oil [wt-%].
 (3)
(3)
The contents of harmful metals [mg∙kg−1] under study were Cd, Co, Cr, Cu, Ni, Pb, V, Zn, Fe, As, Ba, Mg, Sn, and Sb, and were determined by the ICP-OES method using Philips PU 7000 ICP-OES equipment. The mercury was not measured due to the long heating times when it is evaporated. Densities [g∙cm−3] of samples with two repetitions were measured at 25.0˚C ± 0.2˚C by the common procedure using a portable Anton Paar DMA 35 densitometer. Values of surface tension [mN∙m-1] were measured by the du Nouy’s ring method using a Kruss-torsion balance at 25.0˚C ± 0.2˚C for 3 repetitions. The values of dynamic viscosity [mPa∙s] were determined by a Brookfield DV-II+ rotation viscometer by the ASTM-D-2983 standard method. Two repetitions were performed for this measurement at a temperature of 25.0˚C ± 0.2˚C. The results of viscosity, density and surface tensions were repeatable.
Acid numbers were determined by titration using the ASTM D465-96 standard method. Samples were diluted into a solution that contained 50% ethanol and 50% toluene. Titration was then performed with a KOH-solution which was diluted in ethanol. Water content is the amount of water present that is free, solute or emulsified in the sample. Knowing the amount of water, especially with oils, is essential since it causes e.g. corrosion, changes in viscosity, lowers the calorific value and also causes different degradation reactions and oxidation. Water content of oil samples were measured with the Karl Fischer method using Mettler DL 36 KF Coulometer automation titrator and measurements were repeated 10 times [16]. The repeatability accuracy of the apparatus was 10 - 20 ppm (ppm = mg∙kg−1). Hydrogen and carbon content of the samples were measured by elemental analysis using a Perkin Elmer 2400 Series II CHNS/O whose measurements are based on the Pregl-Dumasmethod. Samples are combusted in a pure oxygen atmosphere, with the resulting combustion gases measured in an automated fashion [17]. In the combustion process at 1000˚C, carbon is converted to carbon dioxide, hydrogen to water, nitrogen to nitrogen gas or oxides of nitrogen and sulphur to sulphur dioxide. If other elements such as chlorine are present, they will also be converted to combustion products, such as hydrogen chloride.
4. Results and Discussion
The values of important physico-chemical properties like density, surface tension, viscosity, water content, heat value, acid number and the degree of biodegradation for five vegetable oils based recycling mold or chain oil samples are presented in Tables 1 and 2. For comparison, the corresponding values of distilled water are also presented. All measured values of heavy metals (Cd, Co, Cr, Cu, Ni, Pb, V, Zn, Fe, As, Ba, Mg, Sn, and Sb) were under 20 ppm, which was the limit value of their identification (Table 2). The degrees of biodegradation are given in Table 2 where two different values are presented from which the first is calculated based on only carbon content and the other based on the content of both carbon and hydrogen. The latter can be assumed to be more close to the real value. The results of carbon based and carbon and hydrogen based are not on the same line because the ratio of hydrogen and carbon is different for different oils as can be seen in Table 1. The contents of nitrogen and sulphur were under the detection limits of elemental analysis, which is 0.5% for nitrogen and 2% for sulphur. The inhibition of mold oil was examined (Table 3) and its effect on biodegradation degree can be seen in Figure 3. As a result, the largest sample amounts provided the lowest values and this can be explained by inhibition. Here also the calculation is first based on carbon content and secondly both carbon and hydrogen contents.
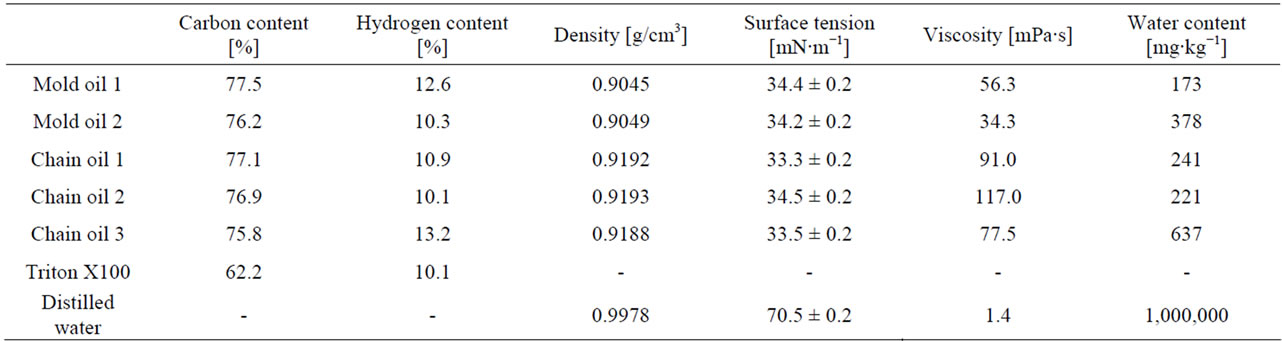
Table 1. Carbon and hydrogen contents of samples: calculated as mean values of two measurement runs. And also some important physico-chemical-properties of vegetable recycling oils.
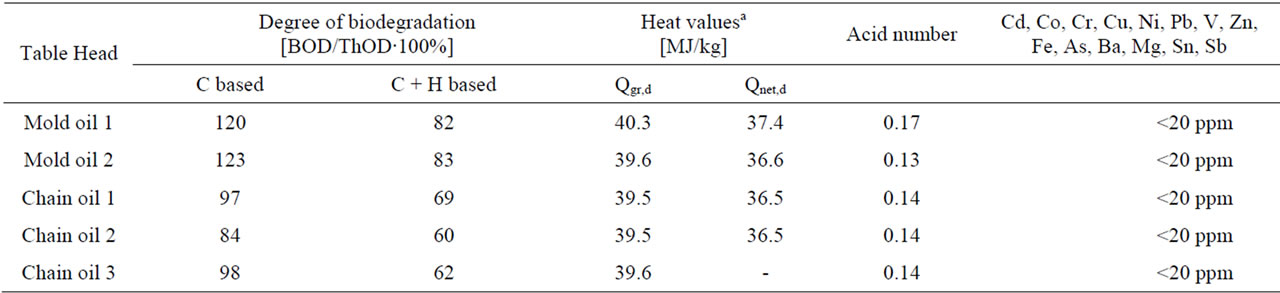
Table 2. The degrees of biodegradation, the heat values, the acid numbers of vegetable recycling oils and metal contents.
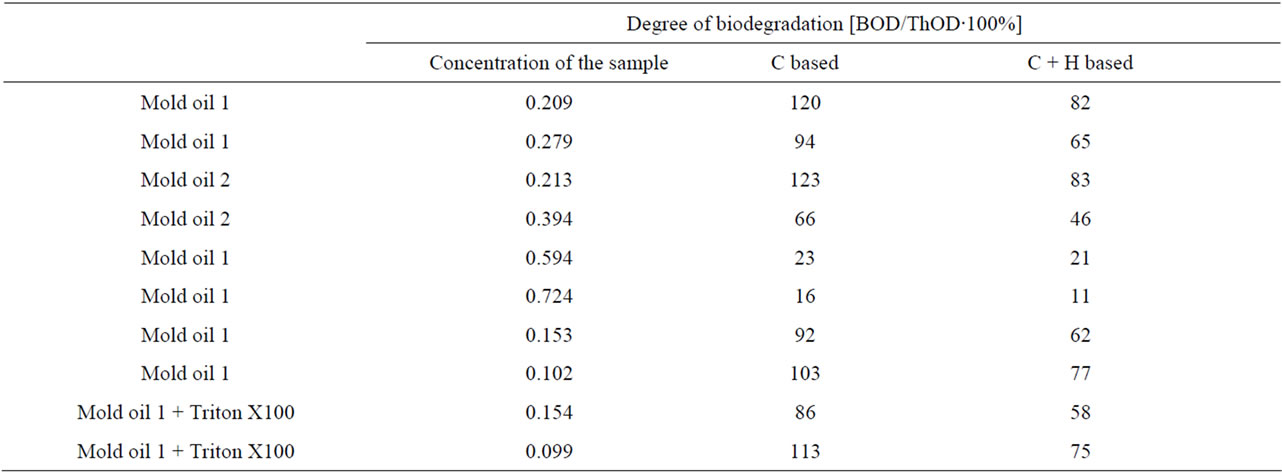
Table 3. Biodegradation tests for mould oils with different concentrations for inhibition and surfactant addition calculations at 20˚C.
The results suggest that Triton X100 does not affect BOD results (Figure 4). The dispersion is about the same as with the experiment performed without Triton X100. The added amount of 1.0 [wt-%] surfactant solution was 10 mL/L and 20 mL/L. The degree of biodegradation of Triton X100 was also measured to be about 6% (Figure 5). It has also been suggested that viscosity affects the biodegradation of mineral based oils [18]. From Figure 6 it can be seen that the relationship is not quite linear when the samples used are recycling vegetable oils. For example, with used frying oils the viscosity is observed to increase due to the products of radical reactions like dimeric and polymeric acids, dimericacylglyserols and polyglyserols [8]. In addition, the size of droplets has also been suggested to affect the rate of biodegradation [19]. Some of this can be due to the viscosity when the droplet size is larger. However it is important to note that the OxiTop instrument has constant stirring and therefore droplets don’t form so easily in used concentrations. The stirring causes a thin film formation and this way may hinder the penetration of oxygen to the solution. The development of the degrees of biodegradation percentage [BOD/ThOD∙100 %] for chain and mold oils is presented in Figures 7 and 8. Results show that vegetable based mold oil is 77 % biodegradable in OECD 301F condi-
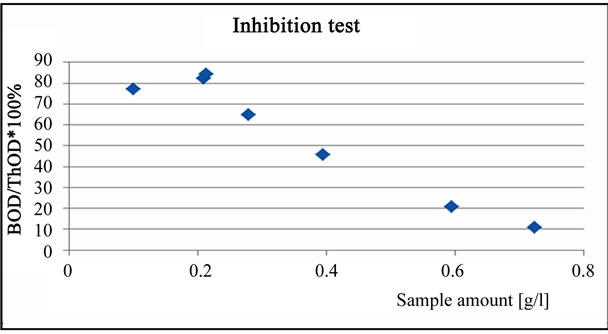
Figure 3. The degree of biodegradation (BOD28) vs. amount of mould oil sample in 20˚C.
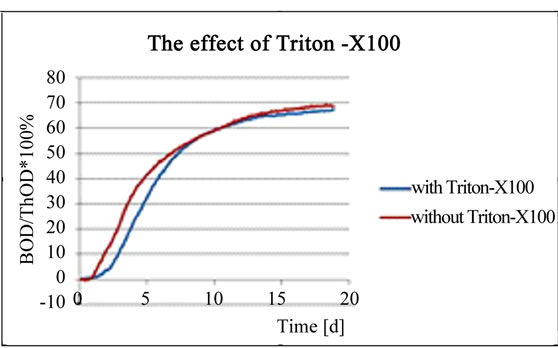
Figure 4. The effect of added Triton X100 surfactant (0.01 mL/L and 0.02 mL/L) on the degree of biodegradation of mold oil at 20˚C.
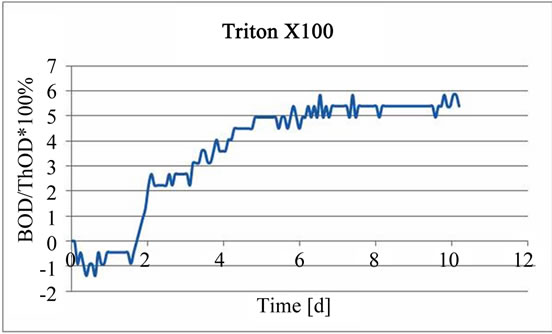
Figure 5. Development of degree of biodegradation of used Triton X100 surfactant in 20˚C.
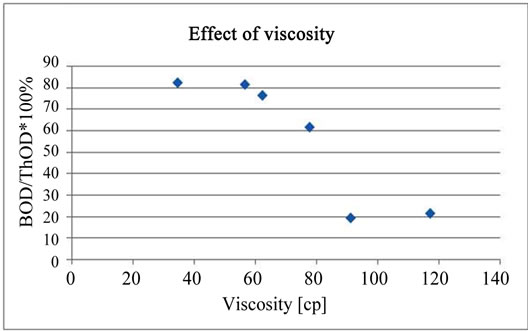
Figure 6. Effect of viscosity on the degree of biodegradation of vegetable recycling mould oil in 20˚C.
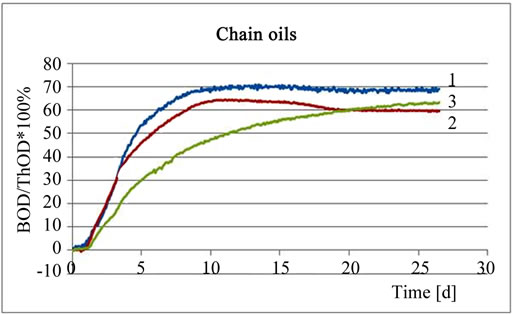
Figure 7. Development of the degree of biodegradation of chain oils 1, 2 and 3 in 20˚C, calculations are based on carbon and hydrogen contents.
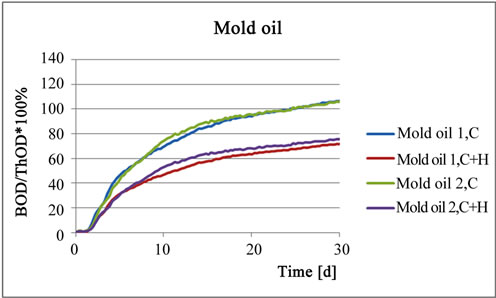
Figure 8. Development of the degree of biodegradation of two mold oils in 20˚C. The calculations are based both on carbon and hydrogen contents and solely on carbon content. The sample concentration was 0.1 g/L.
tions. Correspondingly, chain oil has around 60% - 69% degree of biodegradation in the same conditions. The results are highest, when a sample concentration of 210 mg·L−1 is used.
5. Conclusions
Manufacturing the vegetable recycling oils to new applications is beneficial both in economical and environmental sense because the process is solely a thermal process. The studied vegetable based recycling oils contain measured harmful heavy metals; Cd, Co, Cr, Cu, Ni, Pb, V, Zn, Fe, As, Ba, Mg, Sn, and Sb, under 20 mg·L−1 which was the detection limit value of measurement. They contain only a slight amount of water. The calorimetric heat values are beneficial; typical for oil products, and thus the vegetable recycling oils are also excellent sources of biofuel. Combustion of recycling vegetable oil is, however, the secondary choice and advisable when further processing is not possible. Vegetable oil based recycling mold oils and chain oils are moderately biodegradable when calculations are based on oxygen consumption.
Considering CO2 emissions the recycling and reuse of these kinds of wastes lowers the amount released into the atmosphere. The manufacturing of biodegradable recycling oils from waste vegetable oils represents the current top goal of waste hierarchy.
6. Acknowledgements
The authors would like to thank EkoSata Oy, especially MD Lauri Turpeinen, for their cooperation. We would also like to thank Ms. Reetta Kolppanen from the Finnish Forest Research Institute in Kannus, Ms. Kaisa Syrjälä as well as the technical staff of the Trace Element Laboratory at the University of Oulu for their assistance in chemical analysis.
REFERENCES
- E. keskusliitto, Confederation of Finnish Industries, “Materiaalitehokas Toiminta Säästää Luontoa ja Rahaa,” 2008, pp. 6-7.
- J. M. Allwood, M. F. Ashby, T. G. Gutowski and E. Worrel, “Material Efficiency: A White Paper,” Resources, Conservation and Recycling, Vol. 55, No. 3, 2011, pp. 362-381. doi:10.1016/j.resconrec.2010.11.002
- K. Huhtinen and R. Lilja, “Materiaalitehokkuuden edistäminen ja Jätteen Ehkäisy Ympäristölupaprosessissa,” Ympäristöministeriön Opasluonnos, Ministry of the Environment Finland, 2010. www.environment.fi
- R. Lilja, “From Waste Prevention to Promotion of Material Efficiency: Change of Discourse of the Waste Policy in Finland,” Journal of Cleaner Production, Vol. 17, No. 2, 2009, pp. 129-136. doi:10.1016/j.jclepro.2008.03.010
- R. Lilja, “Negotiated Environmental Agreements in Promoting Material Efficiency in Industry—First Steps in Finland,” Journal of Cleaner Production, Vol. 17, No. 9, 2009, pp. 863-872. doi:10.1016/j.jclepro.2009.01.002
- E. Pongrácz, “Through Waste Prevention towards Corporate Sustainability: Analysis of the Concept of Waste and a Review of Attitudes towards Waste Prevention,” Sustainable Development, Vol. 17, 2009, pp. 92-101. doi:10.1002/sd.402
- www.wasteonline.org.uk
- J. Cvengroš and Z. Cvengrošová, “Used Frying Oils and Fats and Their Utilisation in the Production of Methyl Esters of Higher Fatty Acids,” Biomass and Bioenergy, Vol. 27, No. 2, 2004, pp. 173-181. doi:10.1016/j.biombioe.2003.11.006
- A. Willing, “Lubricants Based on Renewable Resources— An Environmentally Compatible Alternative to Mineral Oil Products,” Chemosphere, Vol. 43, No. 1, 2001, pp. 89-98. doi:10.1016/S0045-6535(00)00328-3
- P. Vähäoja, “Oil Analysis in Machine Diagnostics,” Ph.D. Thesis, Department of Chemistry, Department of Mechanical Engineering, Faculty of Science, University of Oulu, Oulu, 2006.
- K. Roppola, T. Kuokkanen, J. Rämö, H. Prokkola and J. Ruotsalainen, “Characterisation of Organic Fractions of Pulp and Paper Mill Wastewater with a Manometric Respirometric Biochemical Oxygen Demand Method and Automatic Chemical Oxygen Demand Analyses,” Chemical Speciation and Bioavailability, Vol. 21, No. 2, 2009, pp. 121-130.
- OECD Guidelines for Testing Chemicals, Summary of Considerations in the Report from the OECD Expert Group on Degradation and Accumulation, 1979.
- M. Karhu, J. Kaakinen, T. Kuokkanen and J. Rämö, “Biodegradation of Light Fuel Oils in Water and Soil as Determined by the Manometric Respirometric Method,” Water, Air and Soil Pollution, Vol. 197, No. 1-4, 2009. pp. 3-14. doi:10.1007/s11270-008-9752-6
- T. Kuokkanen, P. Vähäoja, I. Välimäki and R. Lauhanen, “Suitability of the Respirometric BOD OxiTop Method for Determining the Biodegradability of Oils in Ground Water Using Forestry Hydraulic Oils as Model Compounds,” IInternational Journal of Environmental Analytical Chemistry, Vol. 84, No. 9, 2004, pp. 677-689.
- M. Kuokkanen, T. Vilppu, T. Kuokkanen, T. Stoor and J. Niinimäki, “Additives in Wood Pellet Production—A Pilot Scale Study of Binding Agent Usage,” BioResources, Vol. 6, No. 4, 2011, pp. 4331-4355.
- A. Cedergren, “Reaction Rates between Water and the Karl Fischer reagent,” Talanta, Vol. 21, No. 4, 1974, p. 265. doi:10.1016/0039-9140(74)80003-2
- http://www.perkinelmer.com/CMSResources/Images/44-74386BRO_2400SeriesIICHNSOelementalAnalyzer.pdf
- F. Haus, O. Boissel and G.-A. Junter “Primary and Ultimate Biodegradabilities of Mineral Base Oils and Their Relationships with Oil Viscosity,” International Biodeterioration & Biodegradation, Vol. 54, No. 2-3, 2004, pp. 189-192. doi:10.1016/j.ibiod.2004.03.015
- O. O. Amund and A. G. Adebiyi, “Effect of Viscosity on the Biodegradability of Automotive Lubricating Oils,” Tribology International, Vol. 24, No. 4, 1991, pp. 235-237.