Natural Resources
Vol.4 No.5(2013), Article ID:36544,5 pages DOI:10.4236/nr.2013.45046
Effect of Optical Brightening Agent (OBA) on Bleaching Process on Paper of Eucalyptus Kraft Pulp
![]()
1Department of Chemistry, Federal University of Viçosa, Viçosa, Brazil; 2Department of Forestry Engineering, Federal University of Viçosa, Viçosa, Brazil.
Email: *bianca.barbosa@ufv.br
Copyright © 2013 Bianca Moreira Barbosa et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received June 23rd, 2013; revised July 20th, 2013; accepted July 31st, 2013
Keywords: Eucalyptus; Bleaching; Kraft Pulping; Optical Brightening Agent (OBA)
ABSTRACT
In integrated factories of pulp and paper, the bleaching control is made by kappa number and/or brightness. However, the product paper is evaluated and valued for its whiteness. The level of final brightness of pulp certainly affects the demand for optical brighteners in paper manufacturing, nevertheless, there is not a direct correlation between consumption of optical brightener and final brightness, being the method of bleaching pulp, especially from the final stage of bleaching, also important in relation to this demand. Therefore, this study aimed to evaluate the potential of using the parameter whiteness as a tool to control bleaching pulp, instead of the traditional brightness and evaluate the impacts of different methods of bleaching and the pulp final brightness level in action of optical brighteners, to improve their performance. It was observed that the whiteness and brightness of the pulp are highly correlated and that the control of the bleaching plant can be done by any one of these two parameters. It was also concluded that, considering current prices of bleaching reagents and of optical brighteners, it is better to bleach the pulp up to lower brightness values (e.g. 88% ISO) and use larger amounts of optical brighteners to brighten the mass until the whiteness of 130 CIE. This conclusion is valid for whiteness measured before the size press. Further studies are needed to validate this conclusion considering the finished product.
1. Introduction
The control of the bleaching process in bleached kraft pulping industries has historically been performed by evaluation of the kappa number, brightness and viscosity of the pulp throughout the process. Brightness, which is a major quality indicator for papermaking processes, has raised much interest in its stability with the growing use of kraft pulp. Cellulose materials undergo natural degradation with time, their stability and durability being dictated by their storage conditions and usage. Fiber raw material, pulping and bleaching processes introduce variability in the stability of the resulting products [1], which additionally depends on other factors, both intrinsic (chemical composition) and extrinsic (atmospheric conditions) [2]. After the rediscovery of the so called hexenuronic acids HexA (HexAs) and the understanding that eucalyptus pulps contain large amounts of these acids, using the kappa number to control bleaching has come to be questioned.
Hexenuronic acids (HexA) are formed by the elimination of methanol from the 4-O-methylglucuronic acid group (MeGlcA) in the kraft pulping process [3]. The presence of HexA in hardwood kraft pulps contributes to 25% - 30% of the pulp kappa number and thus explains the low efficiency of oxygen delignification in hardwood kraft pulps. This way, the known relationship between kappa number and whiteness of kraft pulping containing only lignin is not valid for eucalyptus pulps that are rich in HexAs. Since there is not a good correlation between kappa number and brightness during bleaching process, the bleaching control of pulps rich in HexAs by kappa number or brightness is not accurate.
During the manufacture of printing and writing paper, it is common to use optical brighteners and matting to reach the desired whiteness and ideal tonality. In the beginning the optical bleach is a fluorescent dye that absorbs part of the energy in the ultraviolet range next incident, it increases its wavelength by fluorescence, reissuing it in the form of blue light [4]. Optical brightening agents (OBAs) or fluorescent whitening agents (FWAs) are commonly used to improve the optical properties of printing and writing paper during the papermaking process [5]. Both the paper brightness and whiteness can be increased with the addition of OBA. It has also been reported that the overall environmental impact of using OBA might be better than peroxide for a certain level of brightness gain of mechanical pulps [6].
In integrated pulp fabrics, control of bleaching by the kappa number and/or brightness is even less interesting. This is because the paper product is assessed and valued for its whiteness, being brightness a parameter of minor importance. Or else, the paper will be whiter than other if it reflects a greater amount of radiation in a more balanced way in the visible region. Therefore, this study has two main goals: 1) assess the potential of using of whiteness parameter as a tool to control of bleaching pulp rather than the traditional brightness, 2) assess the impacts of different methods of bleaching and the level of final brightness of pulp in the action of optical brighteners.
2. Experimental
2.1. Material
A hardwood (eucalyptus) brown kraft pulp was obtained from the fiber line of a Brazilian company in the pulp and paper sector with the characteristics presented in Table 1.
2.2. Methods
2.2.1. Bleaching with Sequence O/O-Dht-(PO)-D-P and Control by Whiteness
A sample of commercial brown kraft pulp was bleached according to the following sequence O/O-Dht-(PO)-D-P, in which stage Dht varied in relation to the kappa factor (0.100; 0.128; 0.153; 0.179) and reaction temperature (85˚C, 95˚C), the stage (PO) in relation to the addition or not of magnesium to achieve three levels of final brightness (88%, 90% and 92% ISO), the other conditions were kept constant (Table 2). Using the parameters to control the process: the kappa number, brightness and whiteness of pulp.
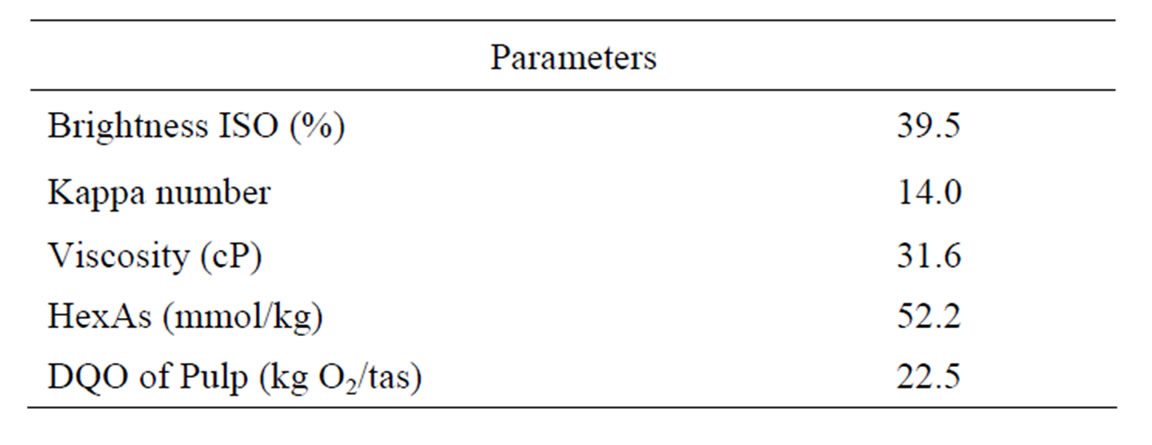
Table 1. Characteristics of commercial eucalyptus brown kraft pulp.
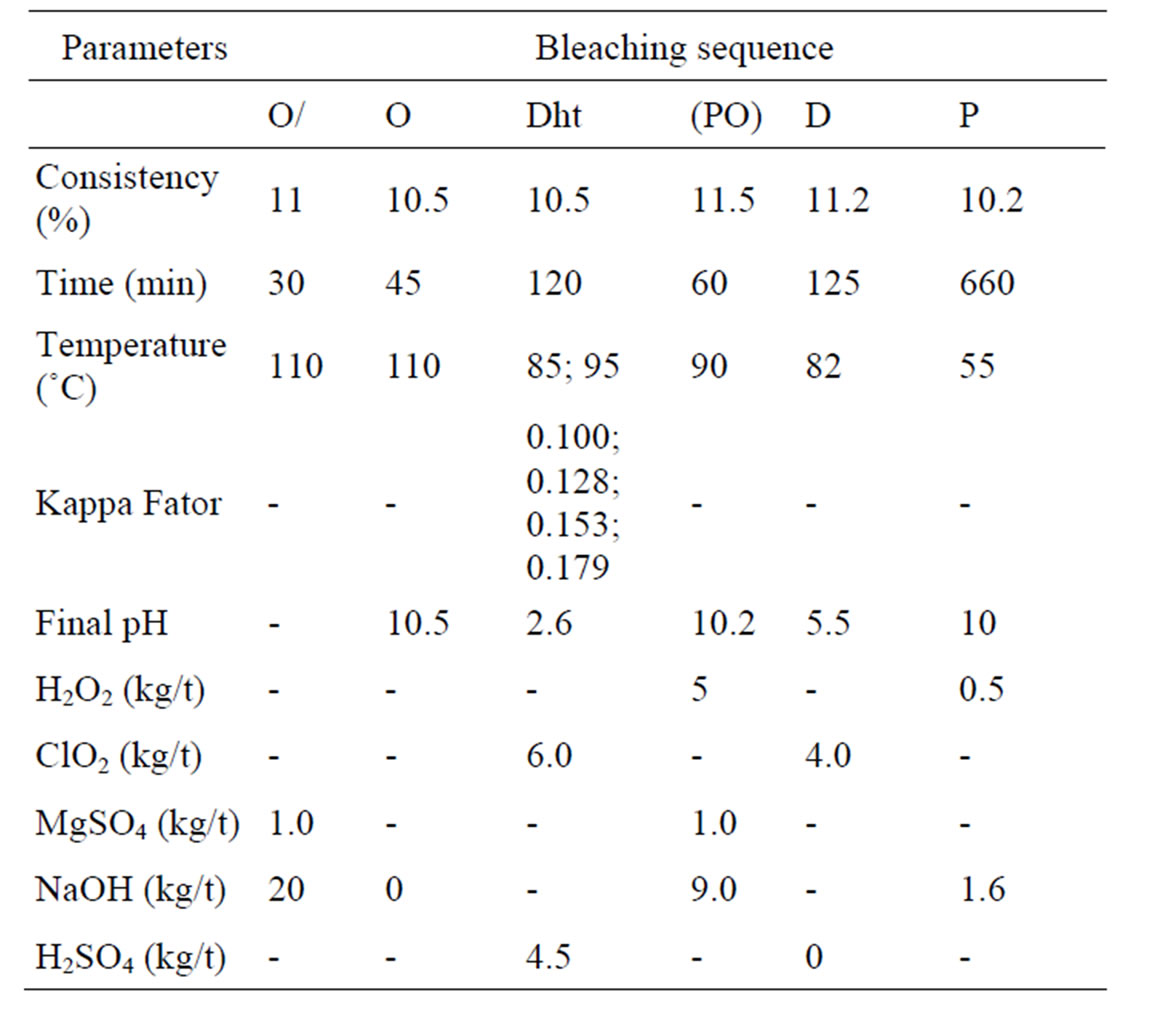
Table 2. Bleaching conditions.
2.2.2. Studies on the Application of Optical Brighteners in Mass
For the studies of application of optical brighteners, six samples of pulp bleached were prepared, having brightness values in the range of 88% - 92% ISO. The pulps were treated with optical brightening agents obtained from Ciba Company. The charge of OBA in this study was based on the liquid products. Were applied dosages of 0, 2, 4, 6, 8, 10, 12, 14 kg/t of the optical brightener Tinopal EC (S) Liq. mass, in handsheets prepared with a weight of 75 g/m2, and measures the optical coordinates and brightness.
2.2.3. Optical Properties
We evaluated the properties of ISO brightness, CIE whiteness and CIE L*a*b* color coordinates. The readings were made in equipment Spectraflash Datacolor 500, 10˚ observer, illuminant D 65 with specular component included.
2.2.4. Analytical Procedures
Analyses of the pulp, the waste liquors and bleaching filtrates will be done by following analytical procedures: TAPPI T236 om-06 (kappa number), TAPPI T230 om- 08 (viscosity), TAPPI T525 om-12 (brightness), TAPPI T560 om-10 (whiteness) [7]. Already HexAs was measured [8].
3. Results and Discussion
3.1. Control of Bleaching Brightness vs. Whiteness
Conventionally, OBA is used at the wet-end of the papermaking process. We proposed that OBA can be added to at the pulp mill, as the higher temperature and longer contact time can improve OBA retention and thus its brightening efficiency. If OBA has no interference to the alkaline peroxide bleaching, and peroxide has no effect on the fluorescent properties of OBA, the application of OBA can be conveniently incorporated into the bleaching process. Therefore, the effect combination of bleaching level, the addition of OBA and chemicals has on the brightness and CIE whiteness of the paper were tested.
The goal of this set of experiments in Figures 1 and 2 is to show the effect certain parameters have in the correlation between brightness and whiteness. Therefore, were tested different kappa factors and the effect of temperature in stage Dht. Analyzing the Figure 1, when the pulp brightness increased the whiteness of the handsheets also increased. It was found that regardless of the factor kappa used, the correlation between brightness and whiteness was superior to 99%.
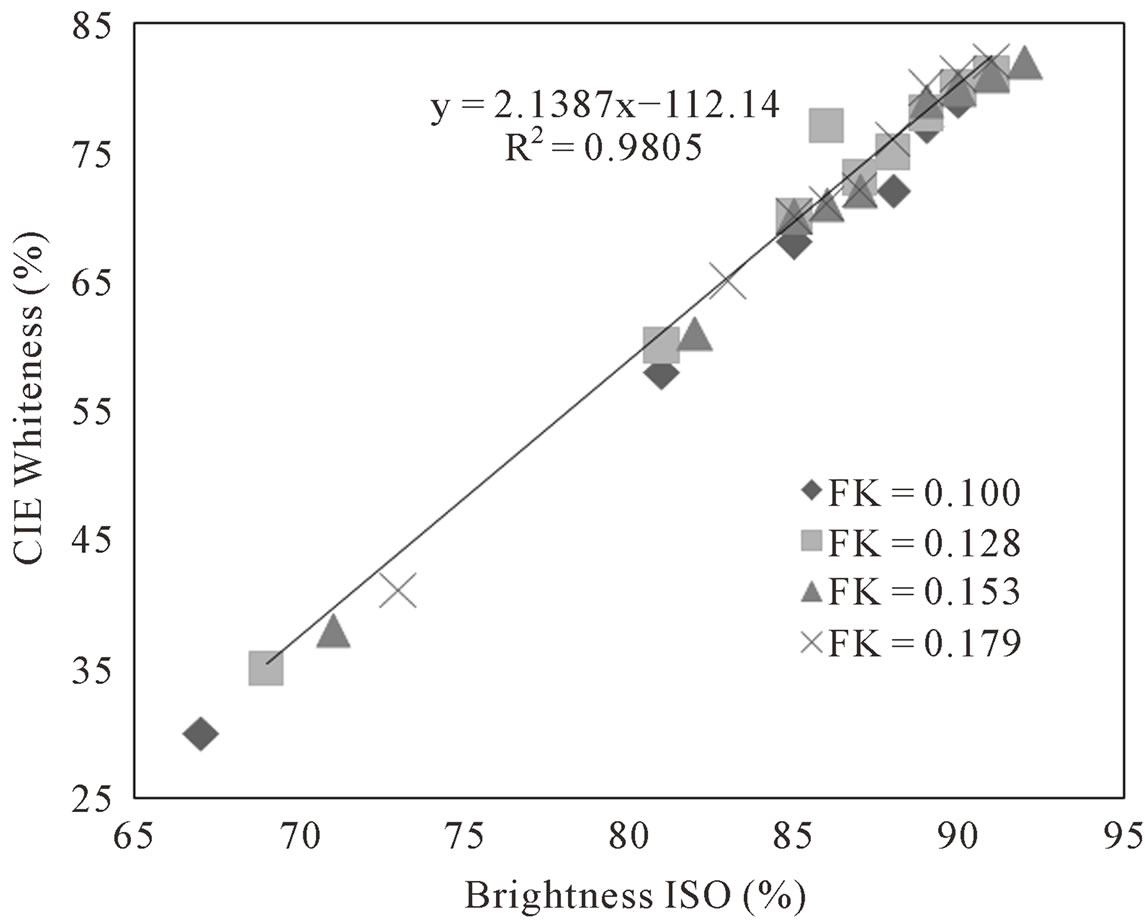
These set of experiments illustrates the effect that combination of bleaching level, the addition of OBA and chemicals has on the brightness and CIE whiteness of the paper tested (Figure 2). Based on experimental results, we confirmed that there is no reaction between OBA and the peroxide-containing bleach liquor under the normal bleaching conditions. On the other hand, the variation of bleaching in relation to the use of magnesium in stage (PO) does not affect the correlation between these two parameters and temperature variation of stage Dht also does not change the correlation.
OBA can be a cost-effective solution to improve the optical properties of bleached kraft pulp. Neither OBA has interference to the alkaline peroxide bleaching process, nor the bleaching chemicals on the performance of OBA. Therefore, the OBA brightening process can be incorporated into the peroxide bleaching process conveniently.
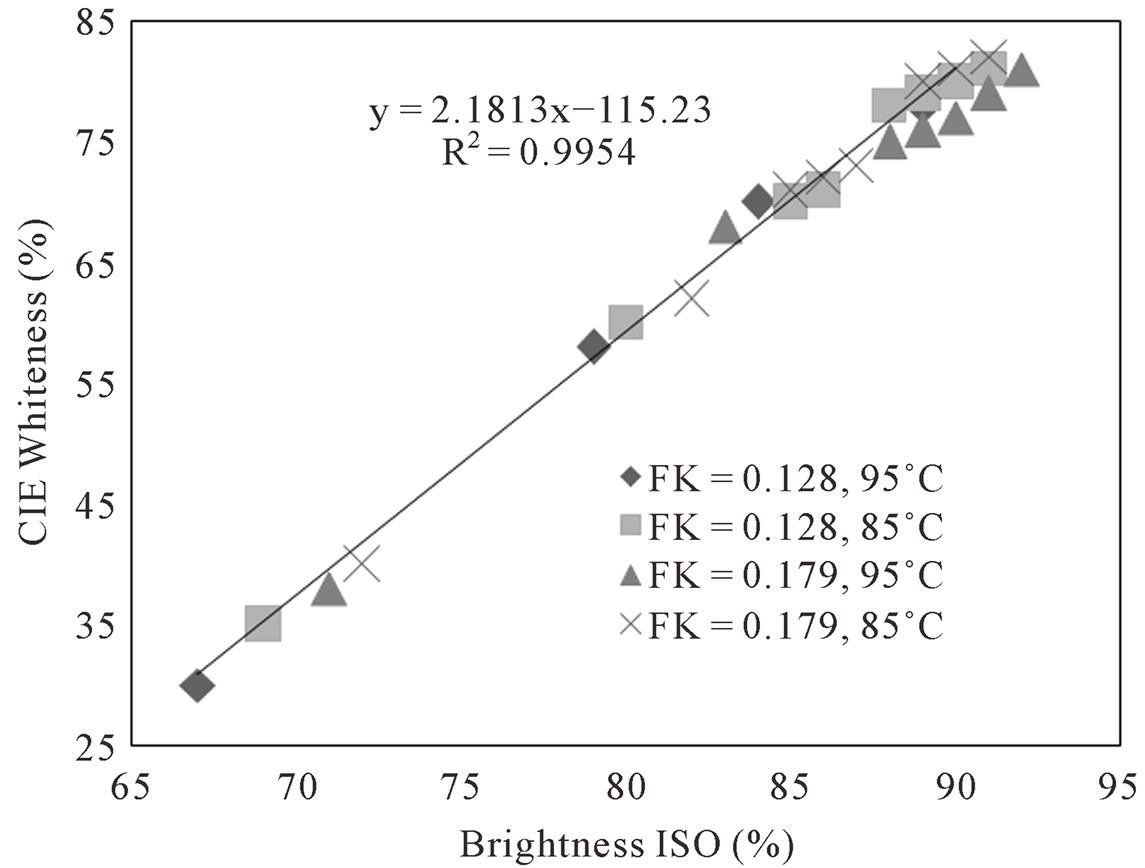
Figure 1. Relation between brightness and whiteness along the bleaching with sequence O/O-Dht-(PO)-DP, being the stage Dht performed at 85˚C and 95˚C in two different kappa factors and stage (PO) performed in the presence of 2.2 kg/t of magnesium sulfate.
 (a)
(a)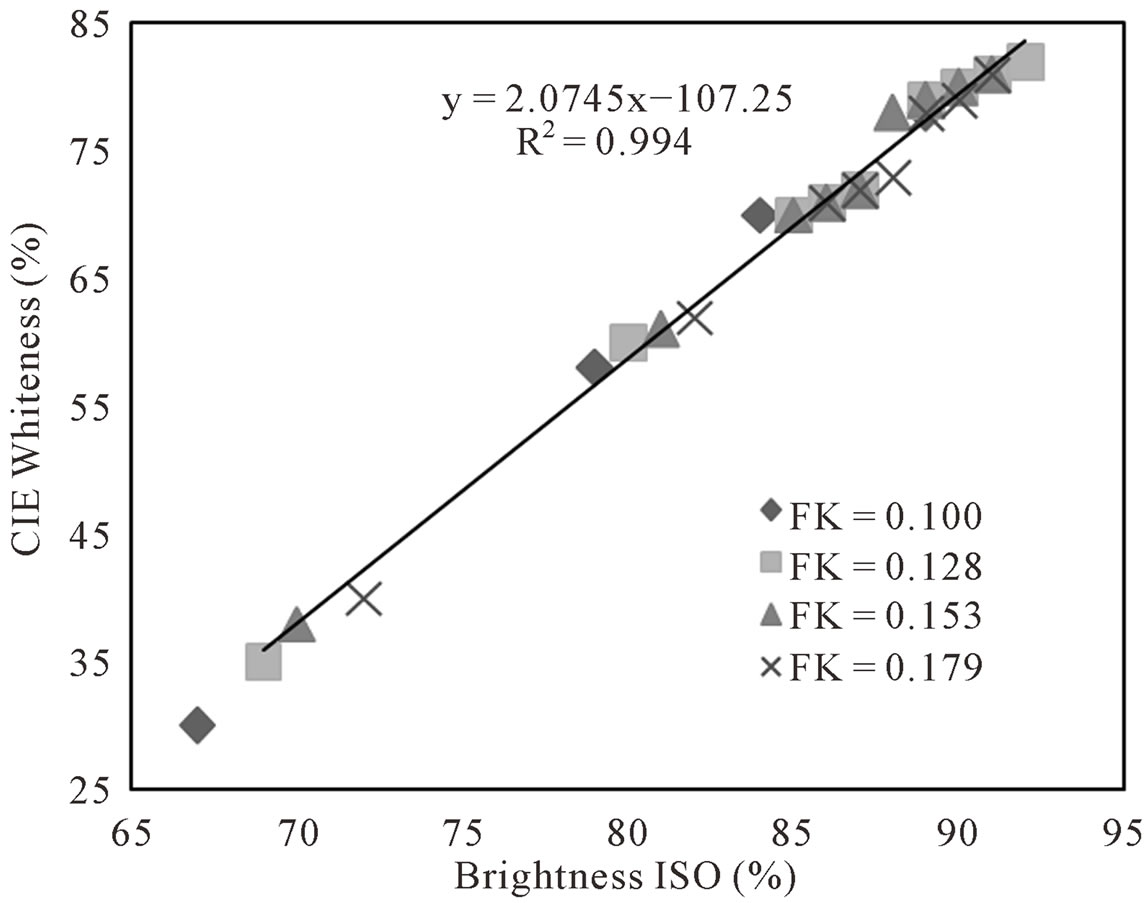 (b)
(b)
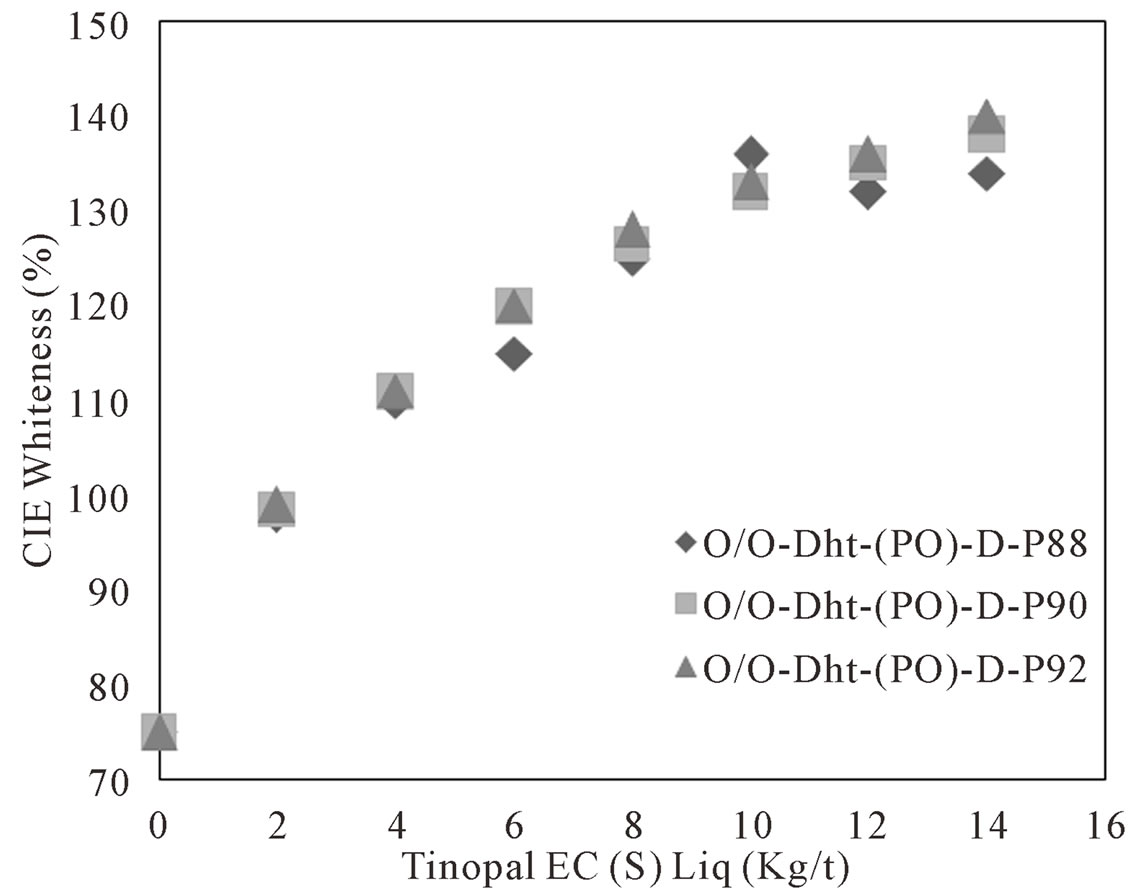
Figure 2. Relation between brightness and whiteness along the bleaching with sequence O/O-Dht-(PO)-DP, in various kappa factors and stage (PO) performed in the absence of magnesium. (a): Stage Dht performed at 85˚C; (b): Stage Dht performed at 95˚C.
3.2. Studies with Optical Brighteners
For this stage of the study the temperatures of 85˚C and 95˚C of stage Dht were evaluated. Figure 3 present the influences of concentrations of Tinopal EC (S) Liq. on the CIE whiteness for pulps of 88%, 90% and 92% ISO that were bleached by the sequence O/O-Dht-(PO)-DP, using the temperatures 85˚C and 95˚C in stage Dht, respectively. Increasing the temperature of stage Dht from 85˚C to 95˚C (Figure 3) apparently has derisive effect on the performance of whiteness during treatment with optical brighteners. In a general way, it is observed that the increasing dosage of optical brightener results in increased whiteness, but the dosage effect is not linear. The initial brightness of the pulp in the range of 88% to 92% ISO, positively affects the whiteness and the effect was not
 (a)
(a)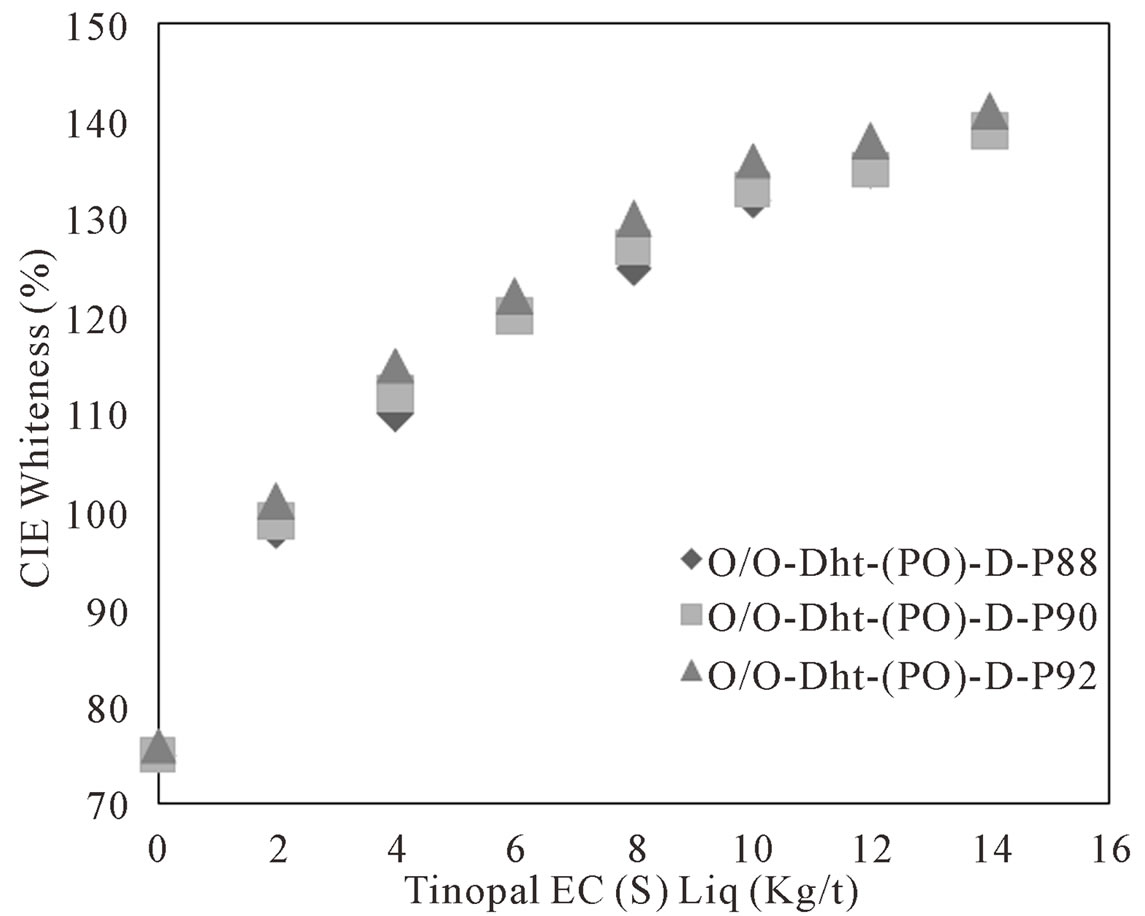 (b)
(b)
Figure 3. Dosage effect of Tinopal EC (S) Liq. in the CIE whiteness in three samples of bleached pulps up to brightness values of 88%, 90% and 92% ISO for the sequence O/O-Dht-(PO)-DP. (a): Stage Dht performed at 85˚C; (b): Stage Dht performed at 95˚C.
significant.
Based on the curves shown in Figure 3, established regression equations presented in Table 3 were established, where whiteness is correlated with the pulp bleached brightness and the dosage of optical brightener applied. As shown in Table 3, OBA can improve significantly the optical properties of pulps of 88%, 90% and 92% ISO. With 2 kg/t OBA (Tinopal EC (S) Liq.) and a brightness of 88% ISO the increased by five units and three units whiteness when used 85˚C and 95˚C in stage Dht, respectively. With 10 kg/t OBA, the optical properties (brightness, whiteness) are similar to those of a typical hardwood bleached kraft pulp. It has been reported that the brightening efficiency of OBA is determined by its retention and effectiveness on pulp fibers [9,10]. The retention of OBA is affected by the types of OBA, fixing
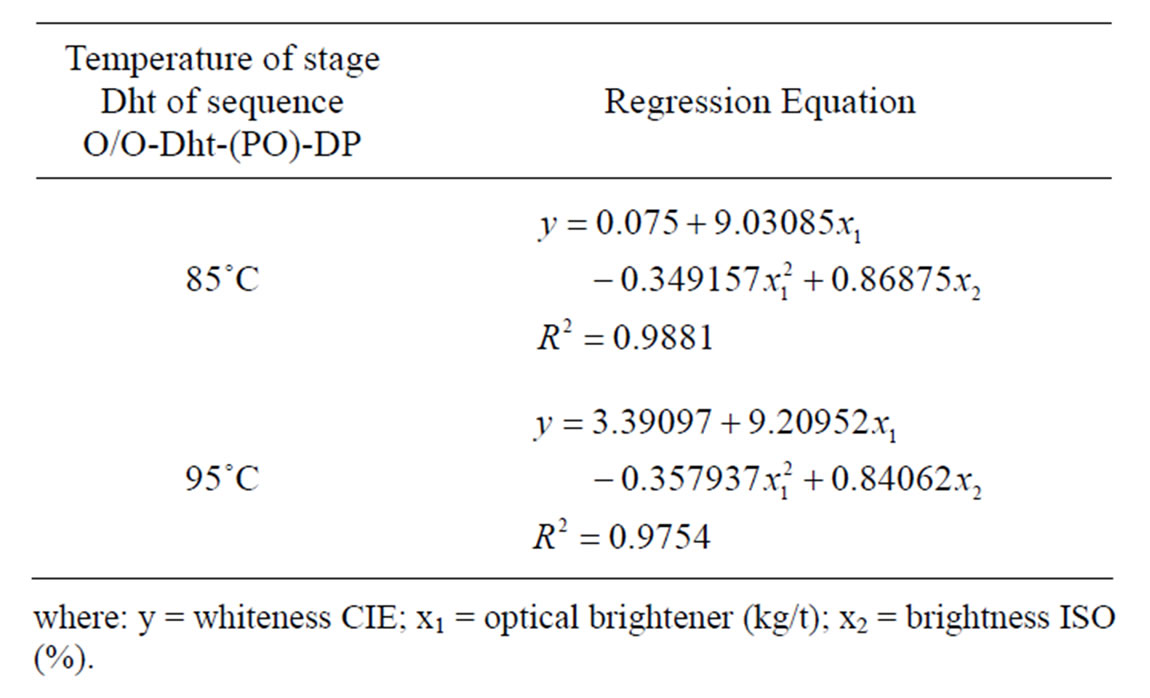
Table 3. Regression equations correlating CIE whiteness with the brightness of the bleached pulp and dosage of Tinopal EC (S) Liq.
agents, temperature and contact time [11]. The presence of cations such as Ca2+ in the white water can increase the OBA retention. Also, a higher temperature and longer time of OBA with pulp fibers improved the OBA retention [11].
The effectiveness of OBA at a given amount of OBA adsorbed on fibers was affected mainly by the properties such as the original brightness of bleached kraft pulp [9]. OBA is less effective on the lower-brightness bleached kraft pulp. This is because the blue light re-emitted by OBA is absorbed by the colorants such as lignin in pulp fibers. The higher the bleached kraft pulp brightness, the higher the OBA efficiency.
4. Conclusions
The results obtained indicate that not only pulp bleaching and OBA are effective in increasing the brightness of the paper. The fact that certain chemicals added at the wet end increase the light scattering and the brightness of the paper indicates that the retention chemicals are significant in maintaining or improving brightness of paper. Since OBA is quenched by certain chemicals, minerals, or polymers, there is a need to select OBA compatible chemicals to be used at the wet end in the correct sequence. This study has demonstrated that with the correct chemicals and sequences, it is possible to obtain higher brightness and whiteness and at the same time improve retention of fines and fillers and accelerate drainage. Considering that the pulp whiteness and brightness are highly correlated, the control of the bleaching plant can be made by either one of these two parameters.
We can also conclude that, considering current prices of bleaching reagents and of optical brighteners, for this study, the ideal was the bleaching of pulp until brightness values lower than 88% ISO and use of large amounts of optical brighteners to reach the CIE whiteness of 130. This conclusion is valid for measuring the whiteness before the size press.
5. Acknowledgements
Funding provided by the Minas Gerais State Research Foundation (FAPEMIG) and from the Brazilian National Council for Science and Technology Development (CNPq) is greatly appreciated.
REFERENCES
- K. M. M. Eiras and J. L. Colodette, “Investigation of Eucalyptus Kraft Pulp Brightness Stability,” Journal of Pulp and Paper Science, Vol. 31, No. 1, 2005, pp. 13-18.
- J. A. García Hortal, “Fibras Papeleras,” Edicions PC, Barcelona, 2007, 243 p.
- G. Gellerstedt and J. Li, “An HPLC Method for the Quantitative Determination of Hexeneuronic Acid Groups in Chemical Pulps,” Carbohydrate Research, Vol. 294, 1996, pp. 41-51.
- J. H. Gullichsen, et al., “Hannu Forest Products Chemistry,” Tappi, Espoo, 2000.
- L. Neimo, “Papermaking Science and Technology,” Papermaking Chemistry, Book 4, Fapet Oy, Helsinki, 1999.
- M. Scheringer, D. Halder and K. Hungerbühler, “Comparing the Environmental Performance of Fluorescent Whitening Agents with Peroxide Bleaching of Mechanical Pulp,” Journal of Industrial Ecology, Vol. 3, No. 4, 1999, pp. 77-95. doi:10.1162/108819899569575
- “Tappi Standard Procedures,” Tappi Press, Atlanta, 2012.
- T. Vuorinen, J. Buchert, A. Teleman, M. Tenkanen and P. Fagerström, “Selective Hydrolysis of Hexenuronic Acid Groups and Its Application in ECF and TCF Bleaching of Kraft Pulps,” International Pulp Bleaching Conference, Tappi Press, Atlanta, 1996, p. 43.
- H. Zhang, Z. He, Y. Ni, H. Hu and Y. Zhou, “Effectiveness of Optical Brightening Agent (OBA) on High Yield Pulps (HYP),” Proceedings of 93rd PAPTAC Annual Meeting, 20 February 2007, Montreal, pp. 235-240.
- B. W. Crouse and G. H. Snow, “Fluorescent Whitening Agent in the Paper Industry: Their Chemistry and Measurement,” Tappi Journal, Vol. 64, No. 7, 1981, pp. 87-89.
- H. Zhang, H. Hu, Z. He, Y. Ni and Y. Zhou, “Retention of Optical Brightening Agents (OBA) and Their Brightening Efficiency on HYP-Containing Paper Sheets,” Journal of Wood Chemistry and Technology, Vol. 27, No. 3-4, 2007, pp.153-167. doi:10.1080/02773810701700802
NOTES
*Corresponding author.