Open Journal of Civil Engineering
Vol.2 No.3(2012), Article ID:22979,10 pages DOI:10.4236/ojce.2012.23015
Utilization of Industrial Waste Slag as Aggregate in Concrete Applications by Adopting Taguchi’s Approach for Optimization
Civil Engineering Department, Visvesvaraya National Institute of Technology, Nagpur, India
Email: nadeem1972@rediffmail.com, pophalearun@rediffmail.com
Received May 10, 2012; revised June 15, 2012; accepted June 30, 2012
Keywords: Compressive; Flexure and Split Tensile Strength; Slag Aggregate; Taguchi’s Approach
ABSTRACT
This paper presents result of an experimental investigation carried out to evaluate effects of replacing aggregates (coarse & fine) with that of Slag (Crystallized & Granular) which is an industrial waste by-product on concrete strength properties by using Taguchi’s approach of optimization. Whole study was done in three phases, in the first phase natural coarse aggregate was replaced by crystallized slag coarse aggregate keeping fine aggregate (natural sand) common in all the mixes, in the second phase fine aggregate (natural sand) was replaced by granular slag keeping natural coarse aggregate common in all the mixes and in the third phase both the aggregates were replaced by crystallized & granular aggregates. The study concluded that compressive strength of concrete improved almost all the % replacements of normal crushed coarse aggregate with crystallized slag by 5% to 7%. In case of replacements of fine aggregate and both type of aggregates, the strength improvements were notably noticed at 30% to 50% replacement level. It could also be said that full substitution of slag aggregate with normal crushed coarse aggregate improved the flexure and split tensile strength by 6% to 8% at all replacements and in case of replacing fine aggregate & both the aggregates( Fine & coarse) with slag, the strength improvement was at 30% to 50% replacements. It is evident from the investigation that Taguchi approach for optimization helped in indentifying the factors affecting the final outcomes. Based on the overall observations, it could be recommended that Slag could be effectively utilized as coarse & fine aggregates in all concrete applications.
1. Introduction
The proper use of waste materials fundamentally affects our economy and environment. Over a period of time waste management has become one of the most complex and challenging problems in India affecting the environment. The rapid growth of industrialization gave birth to numerous kinds of waste byproducts which are environmentally hazard and create problems of storage. The construction industry has always been at forefront in consuming these waste products. The consumption of Slag which is waste generated by steel industry, in concrete not only helps in reducing green house gases but also helps in making environmentally friendly material. During the production of iron and steel, fluxes (limestone and/or dolomite) are charged into blast furnace along with coke for fuel. The coke is combusted to produce carbon monoxide, which reduces iron ore into molten iron product. Fluxing agents separate impurities and slag is produced during separation of molten steel. Slag is a nonmetallic inert byproduct primarily consists of silicates, aluminosilicates, and calcium-alumina-silicates. The molten slag which absorbs much of the sulfur from the charge comprises about 20 percent by mass of iron production. The schematic production details of Slag are shown in Figure 1.
2. Research Significance in Indian Context
The availability of good quality aggregates is depleting day by day due to tremendous growth in Indian construction industry. Aggregates are the main ingredient of concrete occupying approximately 75% of its volume and directly affecting the fresh & hardened properties. Concrete being the largest man made material used on earth is continuously requiring good quality of aggregates in large volumes. A need was felt to identify potential alternative source of aggregate to fulfill the future growth aspiration of Indian construction industry. Use of slag as aggregates provides great opportunity to utilize this waste material as an alternative to normally available aggregates. The total steel production in India is about
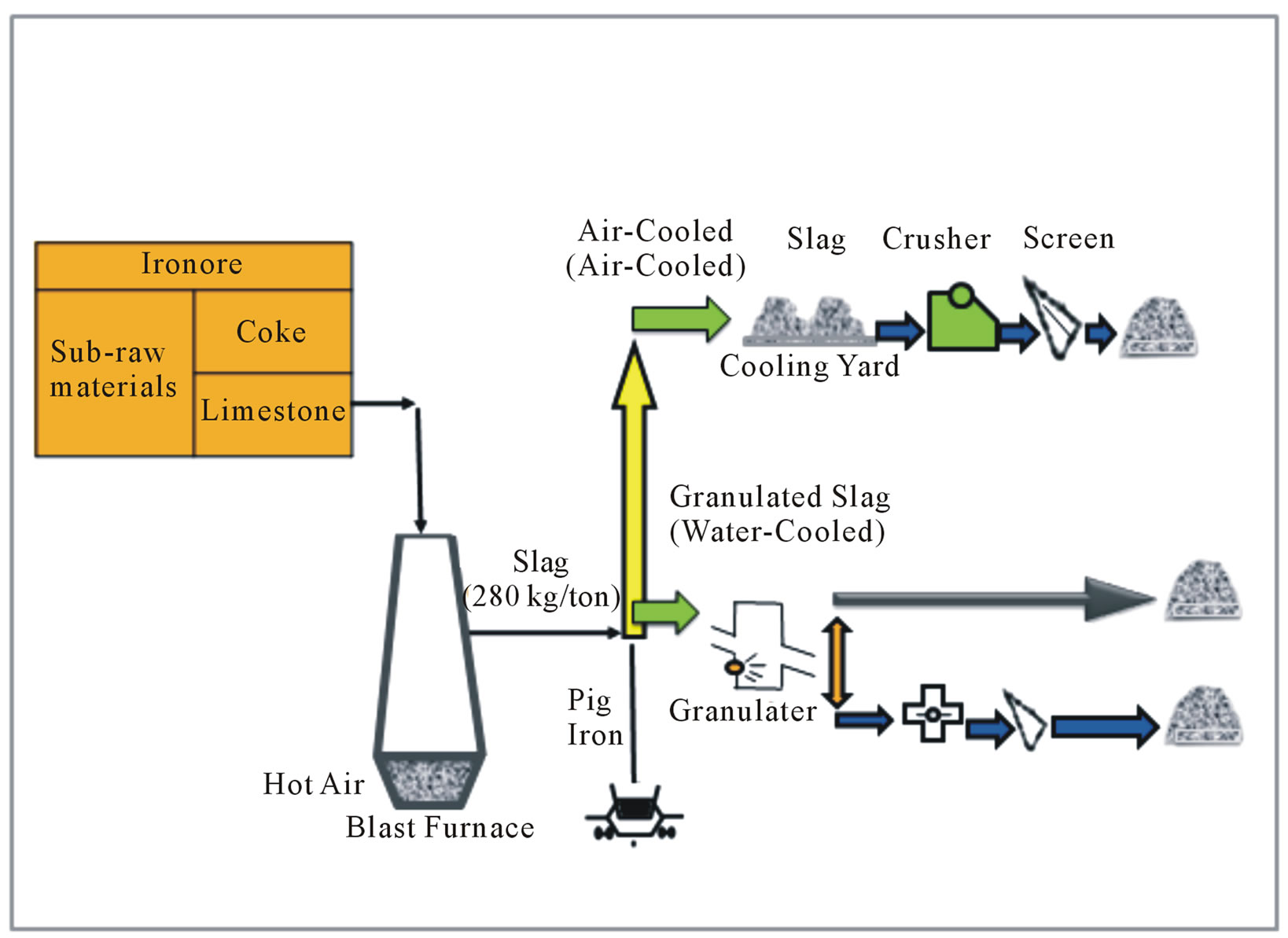
Figure 1. General schematic view of blast furnace operation and slag production.
72.20 Million Tones and the waste generated annually is around 18 Million Tones (considerably higher than the world average) but hardly 25% are being used mostly in cement production (information source, Source, world steel association 2011 data, J. P. Morgan Ernst & Young analysis).
3. Literature Review
Reviews of literature survey are presented as below, Chen Meizhu, Zhou Mingkai, Wu Shaopeng, 2007 [1] worked on mortar made up of ground granulated blast furnace, gypsum, clinker and steel slag sand. The experimental results show the application of steel slag sand may reduce the dosage of cement clinker and increase the content of industrial waste product using steel slag sand.
Isa Yuksel, Omer Ozkan, Turhan Bilir, 2006 [2] experimented use of non ground granulated blast furnace slag as fine aggregate in concrete. The study concluded that the ratio of GGBs/sand is governing criteria for the effects on the strength and durability characteristics.
Juan M. Manso, et al., 2004 [3] carried out work in laboratory to produce concrete with good properties using oxidizing EAF slag as fine and coarse aggregate. The concrete was tested for durability characteristics like soundness, leaching test, accelerated ageing test etc. The durability of the EAF slag concrete was found to be acceptable, especially in the geographical region for which its use was proposed, where the winter temperature hardly ever falls below 32˚F (0˚C).
Keun Hyeok Yang, Jin Kyu Song, Jae-Sam Lee, 2010 [4] studied alkali activated mortars and concrete using light weight aggregates. Test results showed that the compressive strength of alkali activated mortar decreased linearly with the increase of replacement level of light weight fine aggregate regardless of the water binder ratio.
Li Yun-feng, Yao Yan, Wang Liang, 2009 [5] investtigated effects of steel slag powder on the workability and mechanical properties of concrete. Experimental results show that mechanical properties can be improved further due to the synergistic effect and mutual activation when compound mineral admixtures with steel slag powder and blast furnace slag powder mixed in concrete.
Lun Yunxia, Zhou Mingkai, Cai Xiao, Xu Fang, 2008 [6] used steel slag as fine aggregate for enhancing the volume stability of mortar. Experimental results indicated that powder ratio, content of free lime and rate of linear expansion can express the improvement in volume stability of different treated methods. Autoclave treatment process is found more effective steam treatment process on enhancement of volume stability of steel slag.
L. Zeghichi, 2006 [7] experimented on substitution of sand by GBF crystallized slag. Tests carried out on cubes of concrete showed the effect of the substituting part of sand by granulated slag (30%, 50%) and the total substitution on the development of compressive strength. Compressive strength test results at 3, 7, 28, 60 days and 5 months of hardening concluded that the total substitution of natural coarse aggregate with crystallized slag affects positively on tensile, flexural and compressive strength of concrete. The partial substitution of natural aggregate with slag aggregates permits a gain of strength at long term but entire substitution of natural aggregates affects negatively the strength (a loss in strength of 38%).
Saud Al-Otaibi, 2008 [8] studied use of recycling steel mill as fine aggregate in cement mortars. The replacement of 40% steel mill scale with that of fine aggregate increased compressive strength by 40%, drying shrinkage was lower when using steel mill scale.
Sean Monkman, Yixin Shao, Caijun Shi, 2009 [9] investigated the possibility of using a carbonated LF slag as a fine aggregate in concrete. The slag was treated with CO2 to reduce the free lime content while binding gaseous CO2 into solid carbonates. The carbonated LF slag was used as a fine aggregate in zero-slump press-formed compact mortar samples and compare to similar samples containing control river sand. The 28-day strengths of the mortars made with the carbonated slag sand were comparable to the strengths of the normal river sand mortars. The carbonation of LF slag was found to be suitable for use as a fine aggregate. Significant amounts of carbon sequestration could be realized in a potentially useful form that further utilizes a waste slag material. Carbonated mortars that used LF slag sand offer the largest gains in terms of CO2uptake.
Tarun R Naik, Shiw S Singh, Mathew P Tharaniyil, Robert B Wendfort, 1996 [10] investigated application of foundry by-product materials in manufacture of concrete and masonry products. Compressive strength of concrete decreased slightly due to the replacement of regular coarse aggregate with foundry slag however strengths were appropriate for structural concrete.
4. Study Scope
In this study, concrete of M20, M30 & M40 grades were considered for a W/C ratio of 0.55, 0.45 & 0.40 respectively with the targeted slump of 4 ± 1 in. (100 ± 25 mm) for the replacement of 0%, 30%, 50%, 70% & 100% of aggregates (fine & coarse) with that of slag aggregate. These concrete mixes were studied for the properties like compressive, split tensile and flexure strengths.
5. Experimental Investigation
5.1. Raw Materials
In this investigation, slag from the local steel making plant, normal crushed coarse aggregate from Panchgaon Basalt query, natural sand from the local Kanhan river shown in Figure 2 and Portland Pozzolana cement were used. All the chemical & physical properties of the materials are given in the Table 1.
5.2. Mix Proportions
The mix proportions were made for a control mix of slump 4 ± 1 in. (100 ± 25 mm) for M20, M30 & M40 grade of concrete for w/c ratio of 0.55, 0.45 & 0.40 respectively by using IS-10262-2009 method of mix design shown in Table 2.
Table 3 is providing mix proportions details for control mixes (without replacements with slag).
5.3. Test Set-Up
The 4 in. cubes (100 mm cubes set of 3) each were cast for compressive (7, 28, 56, 91 & 119 days), split strength (7 & 28 days) and 4 in. (100 mm) beam mould for flexure strength (7 & 28 days). After the cast, all the test specimens were finished with a steel trowel and immediately covered with plastic sheet to minimize the moisture loss. All the cubes were de-mould after 24 hours time and put into the water tank for curing maintaining temperature of 89.6˚F ± 35˚F (27˚C ± 2˚C) as per IS requirements shown in Figure 3.
5.4. Hardened Concrete Properties
The set of 4 in. cubes (100 mm cubes 3 nos.) were tested for compressive strength at 7, 28, 56, 91 & 119 days. Similarly, 4 in. (100 mm) cubes and 4 × 4 × 20 in. (100 × 100 × 500 mm) beams were tested for split tensile & flexure strength respectively after 7 & 28 days time as per the IS-516-1991, Methods of test of strength of concrete. The test set-up is shown in Figure 4.
5.5. Taguchi’s Approach
Dr. Taguchi of Nippon Telephones and Telegraph Company, Japan has developed a method based on “ORTHOGONAL ARRAY” experiment which gives much reduced “variance” for the experiment with “optimum settings” of control parameters. Thus the marriage of Design of Experiments with optimization of control parameters to obtain BEST results is achieved in the Taguchi




Figure 2. View of Slag, normal crushed coarse aggregate & natural sand.

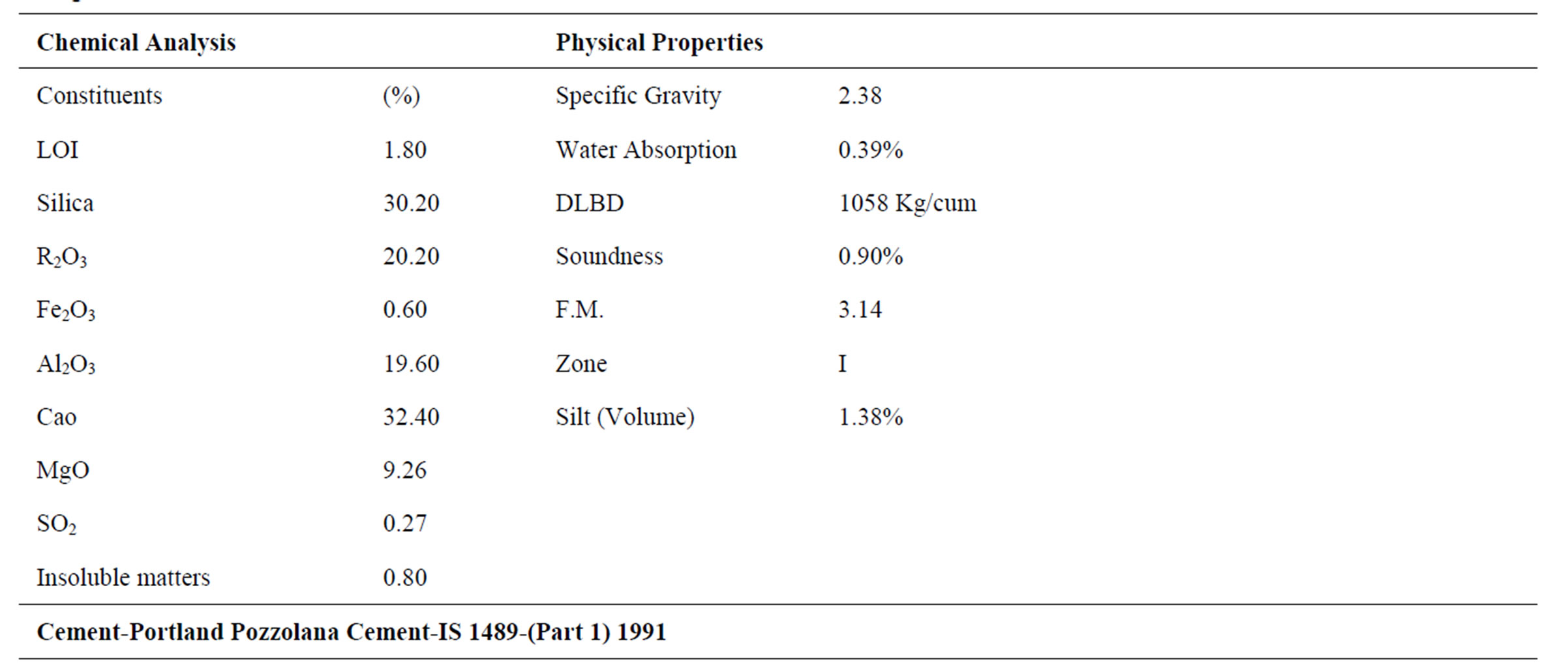
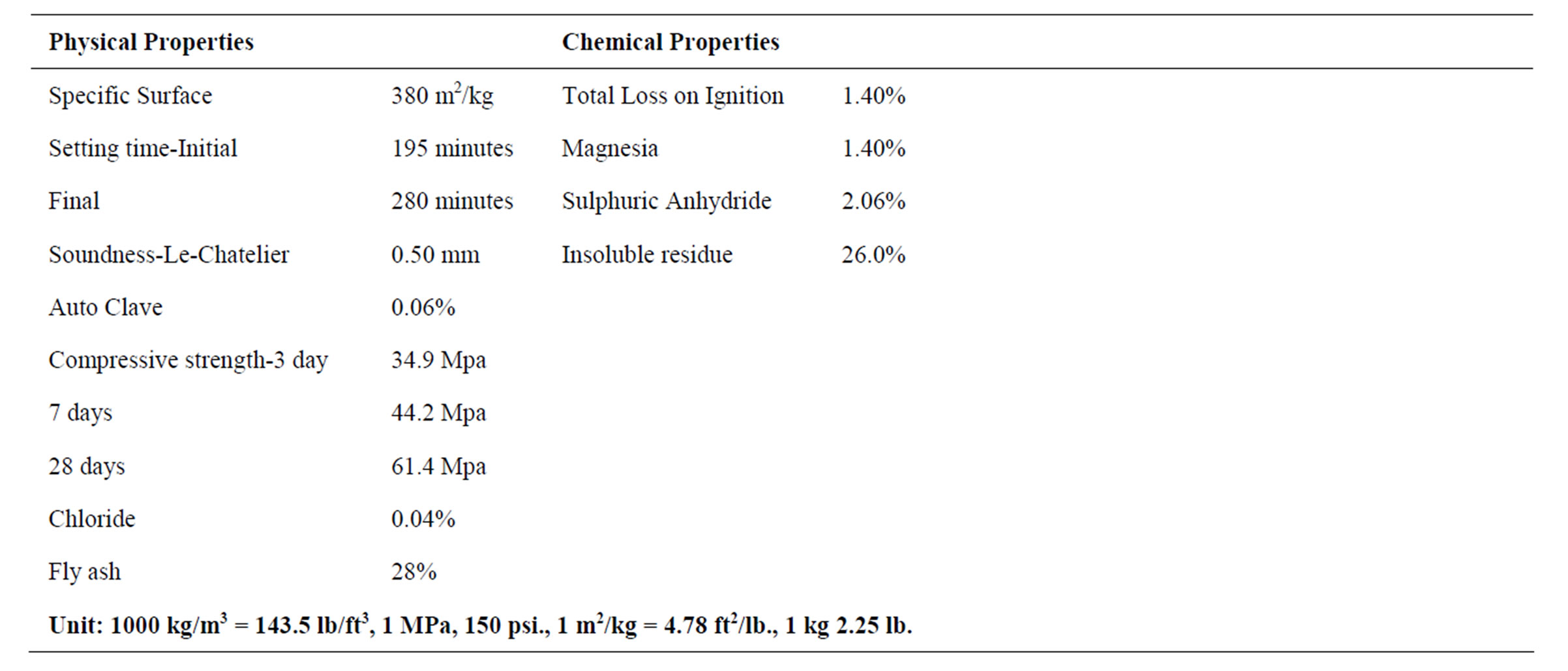
Table 1. Physical & chemical properties of materials.
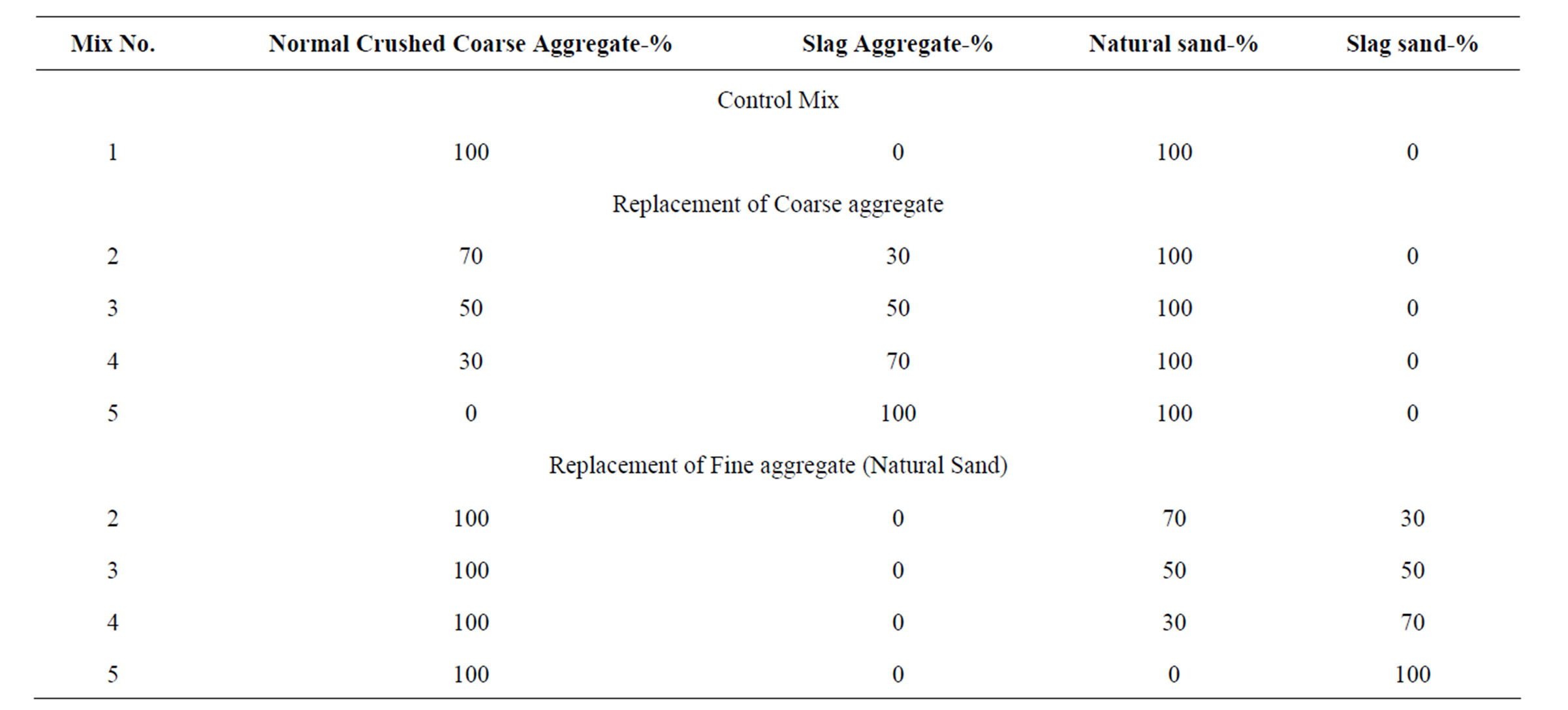
Table 2. Replacement proportions of aggregates.
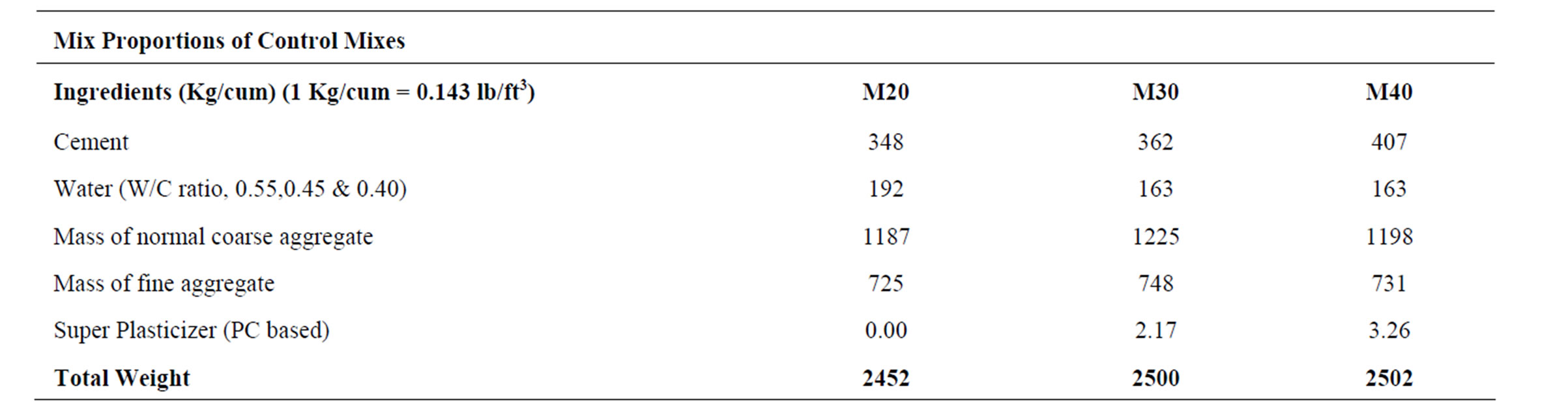
Table 3. Mix proportions of control mixes.



Figure 3. Concreting test set-up.



Figure 4. Test set-up of concrete testing.
Method. “Orthogonal Arrays” (OA) provide a set of well balanced (minimum) experiments and Dr. Taguchi’s Signal-to-Noise ratios (S/N), which are log functions of desired output, serve as objective functions for optimization, help in data analysis and prediction of optimum results. In this method a process/product optimization is done in various steps of planning, conducting and evaluating results of matrix experiments to determine the best levels of control factors. The primary goal is to keep the variance in the output very low even in the presence of noise inputs. Thus, the processes/products are made ROBUST against all variations.
The performance characteristic was chosen as the optimization criteria. There are three categories of performance characteristics• The larger the better S/N = –10log10 [mean of sum squares of measured data]
• The smaller the better S/N = –10log10 [mean of sum squares of reciprocal of measured data]
• Nominal the better S/N = –10log10 [Square of means/ variance]
where S/N (S/N unit: dB) are performance statistics, defined as the signal to noise ratio.
The approach is to select the best combination of the control parameters so that the product or process is the most robust with respect to noise factors. It utilizes orthogonal arrays from design of experiments theory to study a large number of variables with a small number of experiments. An orthogonal array significantly reduces the number of experimental configurations to be studied. Furthermore, the conclusions drawn from small-scale experiments are valid over the entire experimental region spanned by the control factors and their settings.
In this study W/C ratio, replacements of natural coarse aggregate with slag aggregate & replacements of natural fine aggregate with slag aggregate were considered as control factors for optimizing (maximizing) compressive, split & flexure strengths of concrete for M20, M30 & M40 grade of concrete shown in Table 4" target="_self"> Table 4.
An L9 (33) standard orthogonal array was used to present the investigation given in Table 5.
All the test specimens were tested for compressive, flexure & split tensile strength and the data were analyzed for mean objective/response function. In Taguchi technique, the variation of the response is examined using an appropriately chosen S/N ratio. Broadly speaking, the S/N ratio is the ratio of the mean (signal) to the standard deviation (noise). These S/N ratios, derived from the quadratic loss function, are expressed on a decibel (dB) scale. The formula used to compute the S/N ratio depends on the objective function. Among the three standard S/N equations widely used to classify the objecttive function as: “larger the better”, “smaller the better”, or “nominal the best”. In this study “larger the better” type of quality characteristic is considered since the goal is to maximize the strengths of concrete.

Table 4. Control factors & levels.
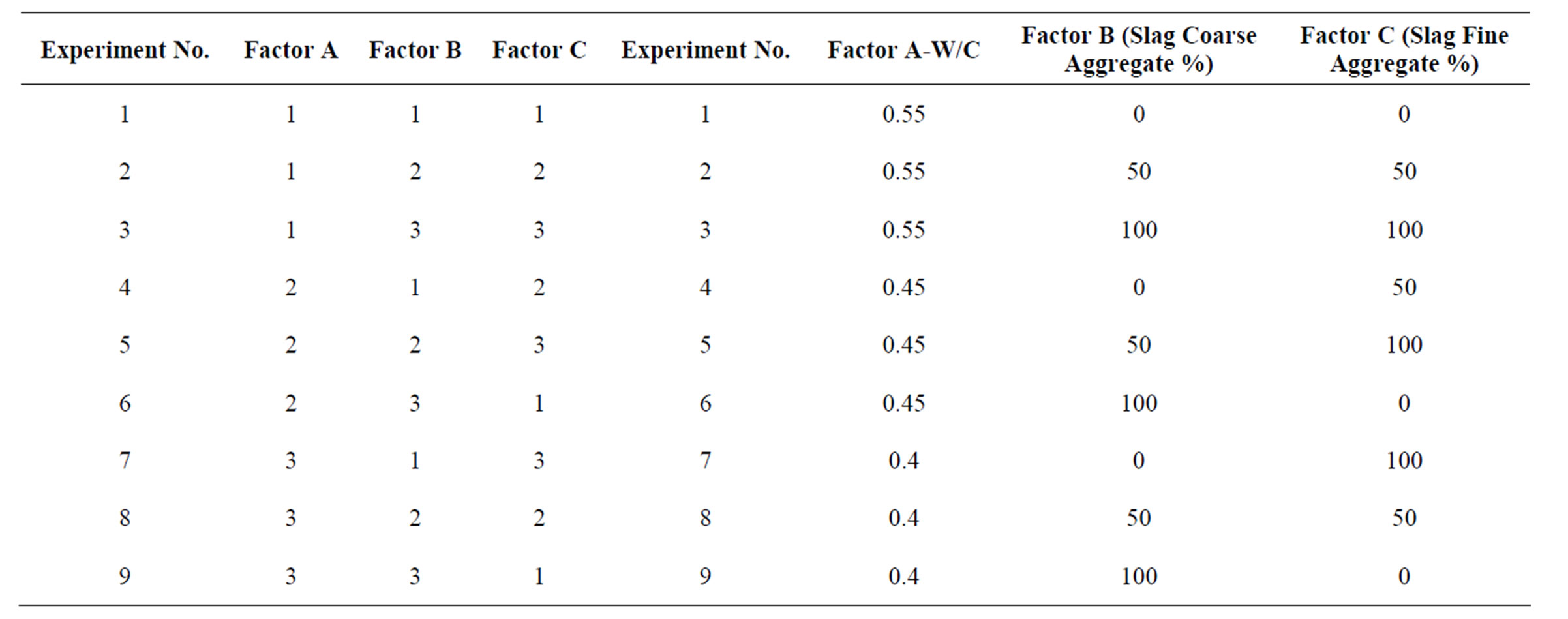
Table 5. Layout of experimental design.
6. Results & Discussion
6.1. Taguchi Approach for Optimization
The average values in terms of S/N ratio for all the three control factors were plotted in the Figure 5 along with main effects of the process parameters on the mean response are analyzed. The analysis indicates as
6.1.1. Compressive Strength
Lower W/C ratio, slag replacement from 50 to 100% with coarse aggregate and slag replacement from 0 to 50% with fine aggregate are positively affecting compressive strength.
6.1.2. Split & Flexure Strength
Lower W/C ratio, slag replacement from 0 to 100% with coarse aggregate and slag replacement from 0 to 50% with fine aggregate are positively affecting compressive strength shown in Figure 5.
6.2. Compressive Strength
Compressive strength of concrete mixes for M20, M30 & M40 grade made by 0%, 30%, 50%, 705 & 100% replacement of aggregates with slag was tested after 7, 28, 56, 91 & 119 days of curing for the w/c ratio of 0.55, 0.45 & 0.40 respectively for three cases.
6.2.1. Compressive Strength with Coarse Aggregate Replacements
The results indicated that compressive strength was higher by 2% to 4% in all the mixes at all ages. The strength improvement was notably observed at 100% replacement level in the range of 5% to 7% compared to the control mix. The improvement was due to good adhesion between slag aggregate and cement paste due to rough surface of slag aggregate shown in Figure 6. Unit 1 MPa = 150 psi.
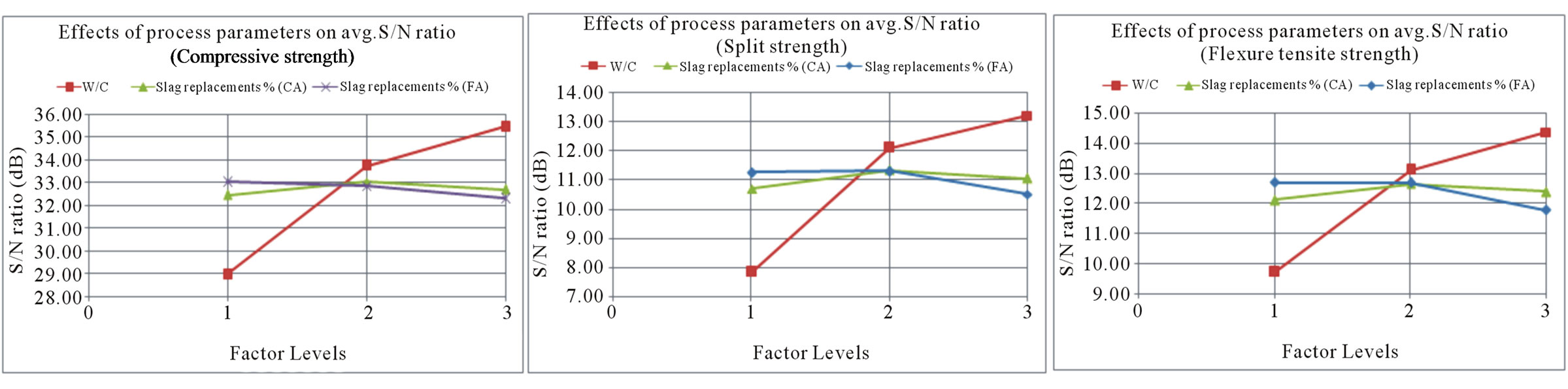
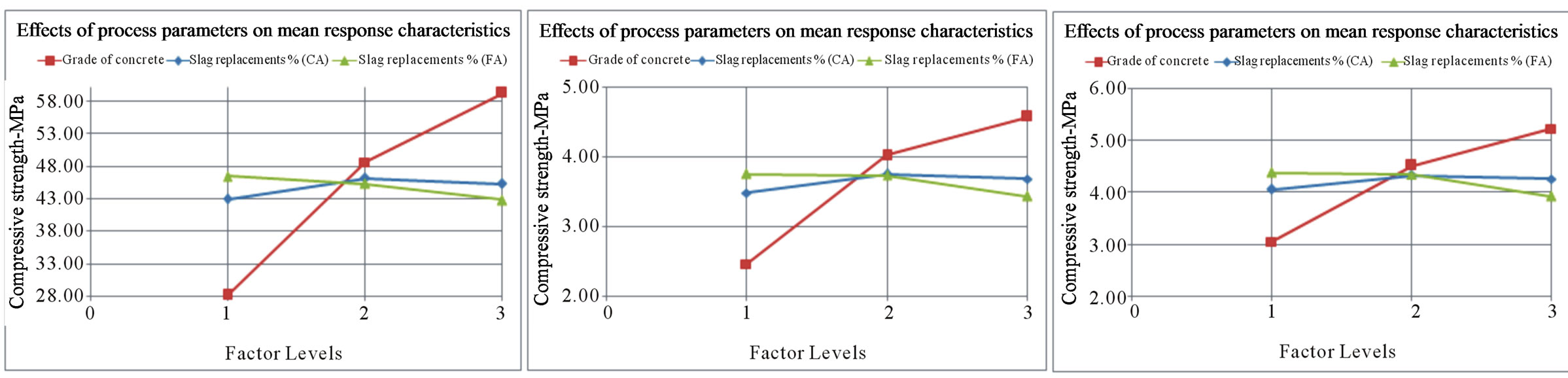
Figure 5. Effects of process parameters on avg. S/N ratio and on mean response characteristics.
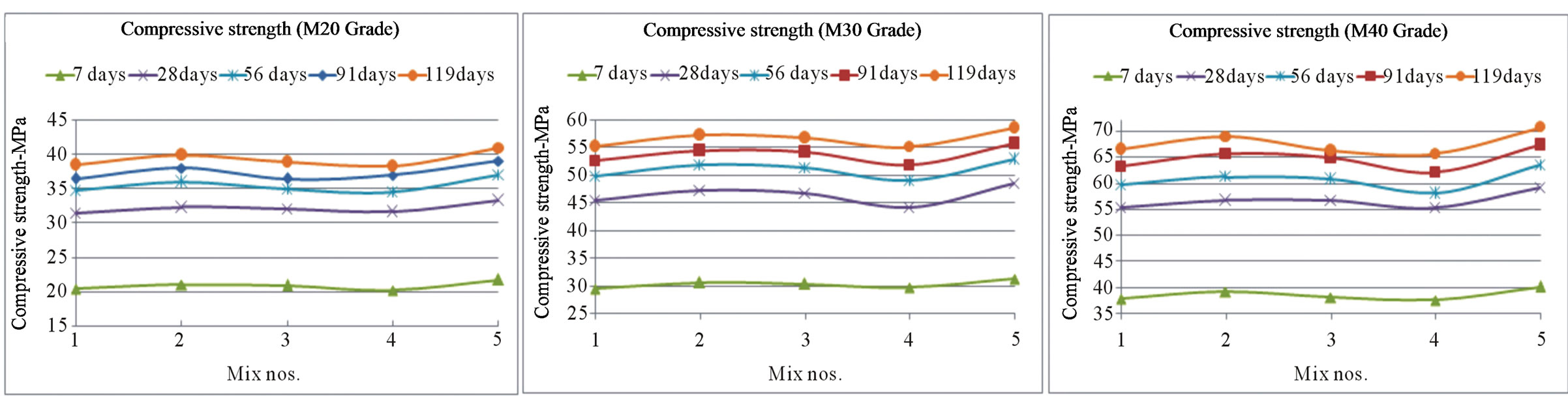
Figure 6. Concrete compressive strength.
6.2.2. Compressive Strength with Fine Aggregate Replacements
The results indicated that compressive strength was higher by 4 to 6% in all the mixes at all ages for the replacement level in-between 30% to 50%. Strength reducetion was observed at 100% replacements of fine aggregate with granular slag by 7% to 10% which was attributed to the coarser particles affected cohesive properties of concrete shown in Figure 7.
6.2.3. Compressive Strength with Fine & Coarse Aggregate Replacements
Strength improvement by 4% to 5% was observed when both fine & coarse aggregates were replaced by granular & crystallized slag at 50% replacement level. The strength reduction was observed at 100% replacements by 10%. The reduction in strength was due to the increase in water demand which could be compensated with addition of admixture dosages shown in Figure 8.
6.3. Split Tensile & Flexure Strengths
Split tensile & flexure strength of concrete mixes for M20, M30 & M40 grade made by 0%, 30%, 50%, 70% & 100% replacement of aggregate with slag was tested after 7 & 28 days of curing for the w/c ratio of 0.55, 0.45 & 0.40 respectively for three cases.
6.3.1. Split Tensile & Flexure Strengths with Coarse Aggregate Replacements
The split tensile & flexure strength at 7 & 28 days time for all the concrete mixes gave higher results in the range of 6 to 8 % over control mixes at all ages. The increase in strength was due to the excellent roughness of slag aggregate which ensured strong bonding and adhesion between aggregate particles and cement paste given in Figure 9. Unit 1 MPa, 150 psi.
6.3.2. Split Tensile & Flexure Strengths with Fine Aggregate Replacements
The split tensile & flexure strengths found improved by 5% to 6 % at 30% to 50% replacement levels but it reduced by 6% to 8% at 100 replacements shown in Figure 10.
6.3.2. Split Tensile & Flexure Strengths with Fine & Coarse Aggregate Replacements
The split tensile & flexure strengths improved by 5% to 8% at 50% replacement levels but it reduced by 7% to 9% at 100% replacements shown in Figure 11.
7. Summary & Conclusions
The conclusions are drawn as below.
1) The compressive strength of concrete increased by 4% to 6% for replacements of both coarse & fine aggregates from 30% to 50%. However, in case of coarse aggregate the compressive strength increased by 5% to 7% and decreased in case of fine aggregate by 7% to 10% at 100% replacement over control mixes in M20, M30 & M40 grade of concrete.
2) It could be said that 100% replacement of normal crushed coarse aggregate with slag aggregate, improved the flexure and split tensile strength by about 6% to 8% in all mixes. The improvement in strength was attributed to the rough surface texture which ensured strong bond-
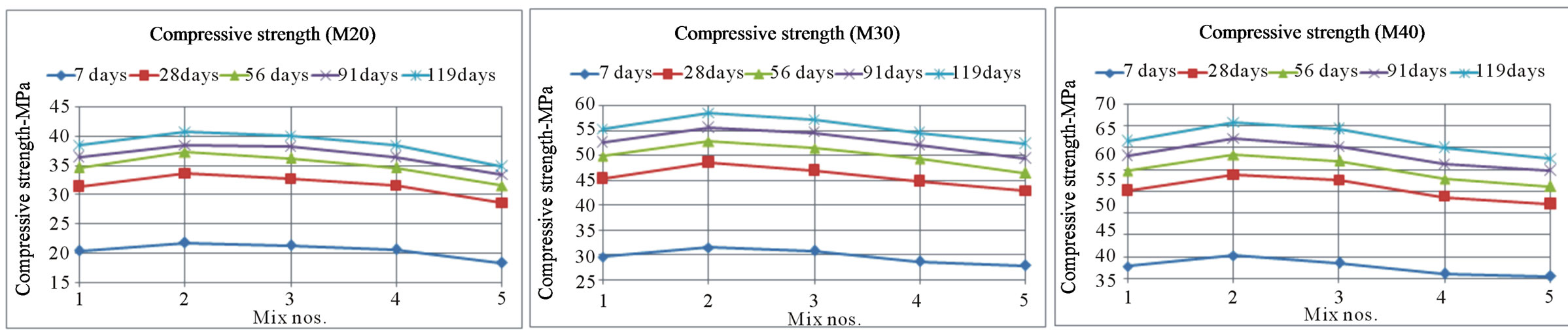
Figure 7. Concrete compressive strength.
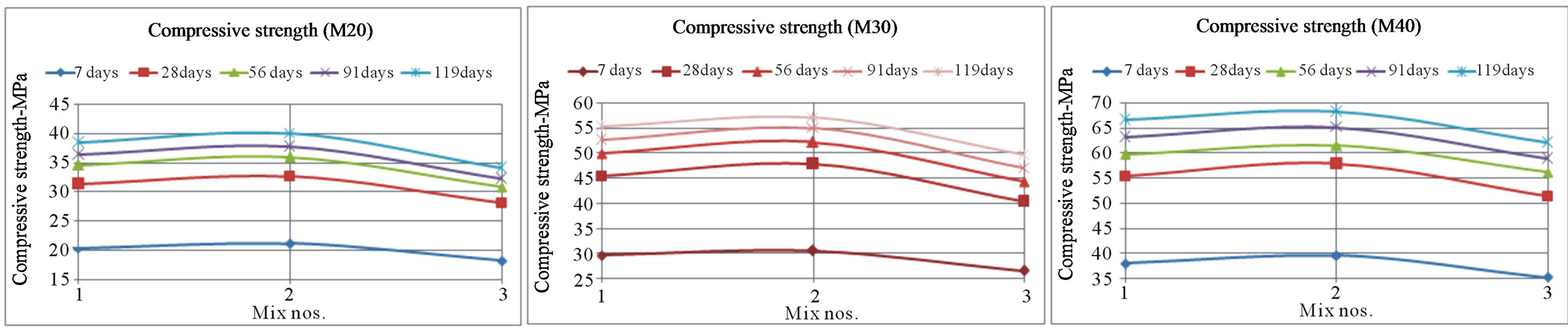
Figure 8. Concrete compressive strength.
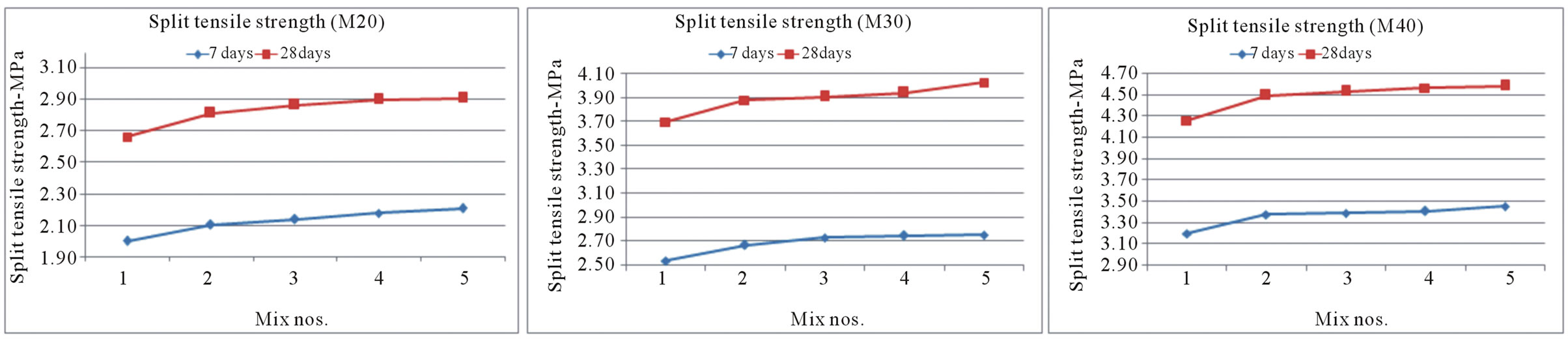
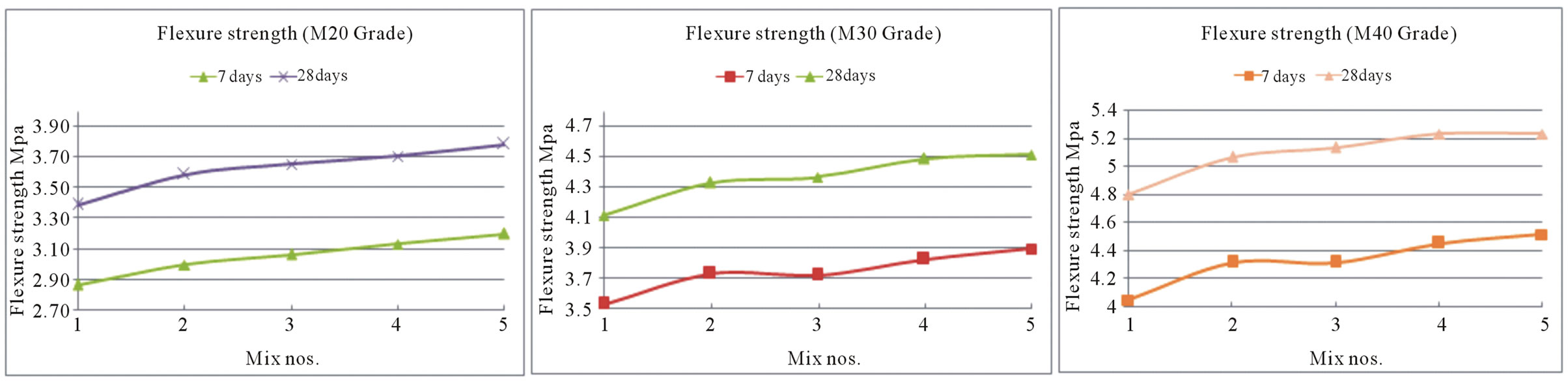
Figure 9. Concrete split tensile & flexure strength.
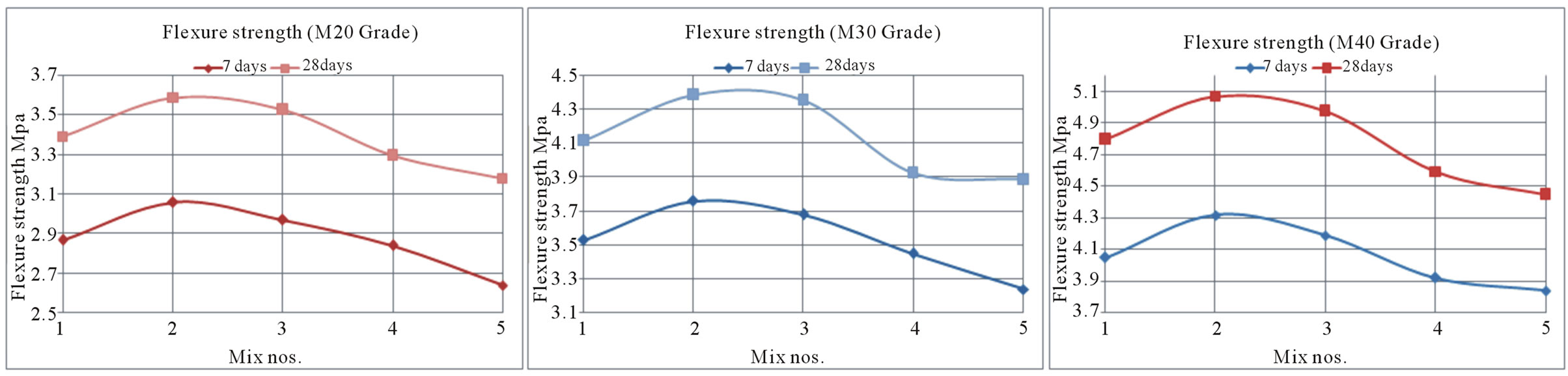
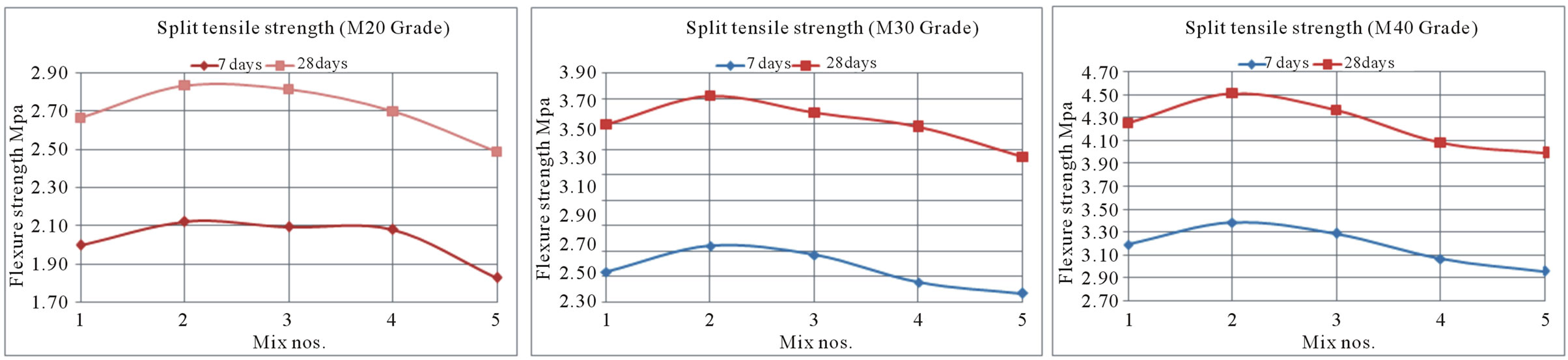
Figure 10. Concrete split tensile & flexure strength.
ing and adhesion between aggregate particles and cement paste. In case of natural fine aggregate replacement with slag fine aggregate the strength increased was for 50% by 5% to 6% but reduced at 100% replacements by 6 to 8%. The reason for reduction in strength for 100% replacement could be attributed to the presence of coarser particle sizes which could be overcome by addition of finer materials.
3) It is evident from the investigation that Taguchi approach for optimization helped in identifying the factors affecting the final outcomes.
Based on the above summaries and conclusions, it could be recommended that slag due to its chemical composition and its chemical inertness soundness of aggregate & concrete, could be effectively utilized as aggregates (coarse & fine) in all the concrete constructions like plain concrete and reinforced cement concrete including pavement concrete either as partial or full replacements over an observed range of 50 to 100%. Since such slag have compatible performance at par with con-
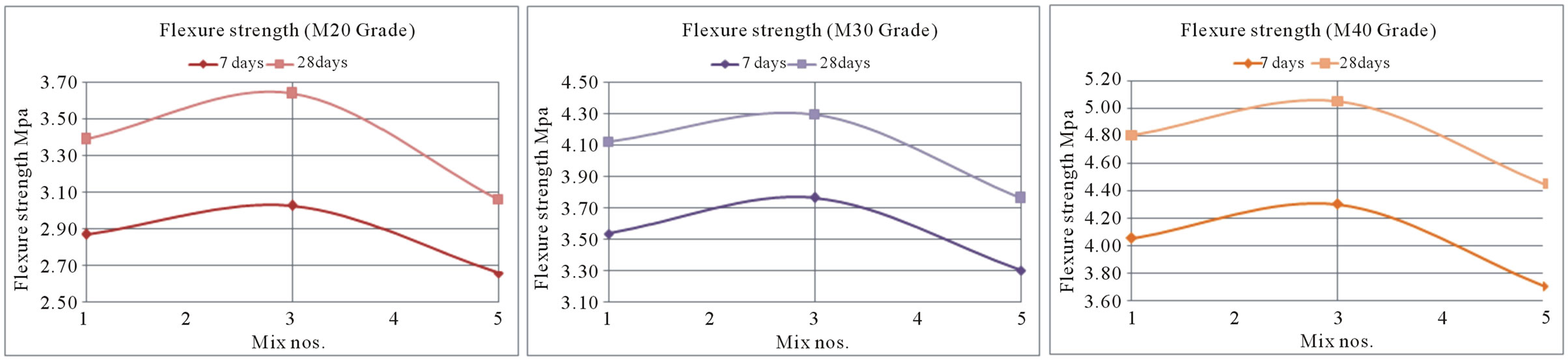
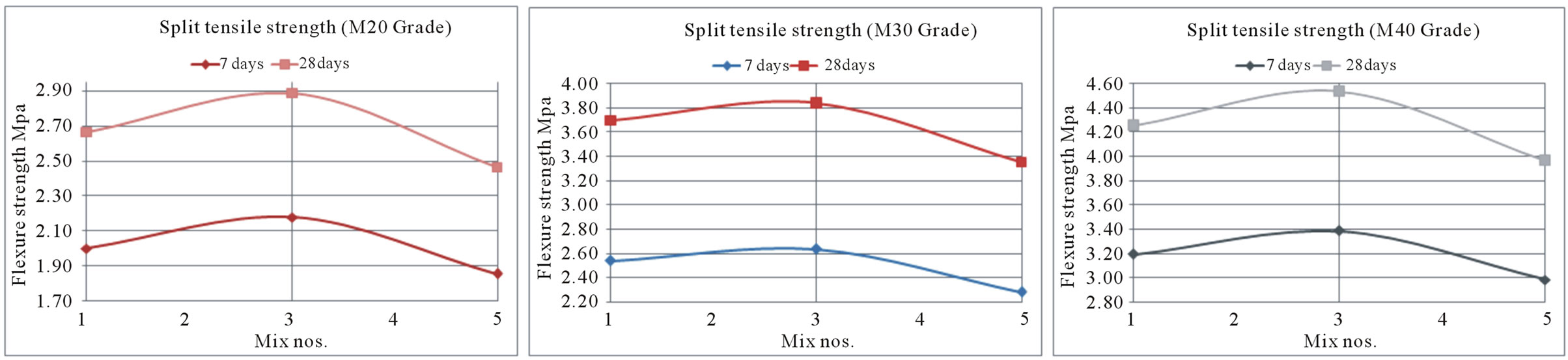
Figure 11. Concrete split tensile & flexure strength.
ventional aggregates, their immediate use in Plain concrete & Reinforced concrete including pavements shall reduce the construction cost significantly.
8. Future Scope
Based on the experience of work, following future scopes are identified• Characterization of slag available from various steel manufacturing plants could be done for the compareson of performances of concretes obtained with these slag.
• Collection of data for characterization of such slag wastes generated from all the steel making plants is of extreme importance & could be taken up immediately.
• Study of environmental problems created by such wastes remaining without recycling and proper utilization.
Development of mathematical model based on various parameters to ascertain its strength characteristics in respect of concrete.
REFERENCES
- M. Z. Chen, M. K. Zhou and S. P. Wu, “Optimization of Blended Mortars Using Steel Slag Sand,” Journal of Wuhan University of Technology, Material Science Edition, Vol. 3, 2007, pp. 741-744.
- I. Yuksel, O. Ozkan and T. Bilir, “Use of Granulated Blast Furnace Slag in Concrete as Fine Aggregate,” ACI Materials Journal, Vol. 103, No. 3, 2006, pp. 203-208.
- J. M. Manso, J. J. Gonzalez and J. A. Polanco, “Electric Arc Furnace Slag in Concrete,” ASCE Journal of Materials in Civil Engineering, Vol. 16, No. 6, 2004, pp. 639- 645. Hdoi:10.1061/(ASCE)0899-1561(2004)16:6(639)
- K. H. Yang, J. K. Song and J.-S. Lee, “Properties of Alkali Activated Mortar and Concrete Using Lightweight Aggregates,” Materials and Structures, Vol. 43, No. 3, 2010, pp. 403-416. Hdoi:10.1617/s11527-009-9499-6
- Y.-F. Li, Y. Yao and L. Wang, “Recycling of Industrial Waste and Performance of Steel Slag Green Concrete,” Journal of Central South University Technology, Vol. 16, No. 5, 2009, pp. 768-773. Hdoi:10.1007/s11771-009-0128-x
- Y. X. Lun, M. K. Zhou, X. Cai and F. Xu, “Methods for Improving Volume Stability of Steel Slag as Fine Aggregate,” Journal of Wuhan University of Technology, Material Science Edition, Vol. 23, No. 5, 2008, pp. 737-742.
- L. Zeghichi, “The Effect of Replacement of Naturals Aggregates by Slag Products on the Strength of Concrete,” Asian Journal of Civil Engineering (Building and Housing), Vol. 7, 2006, pp. 27-35.
- S. Al-Otaibi, “Recycling Steel Mill Scale as Fine Aggregate in Cement Mortars,” European Journal of Scientific Research, Vol. 24, No. 3, 2008, pp. 332-338.
- S. Monkman, Y. X. Shao and C. J. Shi, “Carbonated Ladle Slag Fines for Carbon Uptake and Sand Substitute,” ASCE Journal of Materials in Civil Engineering, Vol. 21, No. 11, 2009, pp. 657-665. Hdoi:10.1061/(ASCE)0899-1561(2009)21:11(657)
- T. R. Naik, S. S. Singh, M. P. Tharaniyil and R. B. Wendfort, “Application of Foundry by Product Materials in Manufacture of Concrete and Masonry Products,” ACI Materials Journal, Vol. 93, No. 1, 1996, pp. 41-50.