Journal of Electronics Cooling and Thermal Control
Vol.04 No.04(2014), Article ID:52085,12 pages
10.4236/jectc.2014.44012
Obtaining of Nanocomposites in SiC-SiAlON and Al2O3-SiAlON System by Alumothermal Processes
Z. Kovziridze, N. Nizharadze, G. Tabatadze, T. Cheishvili, Z. Mestvirishvili, E. Nikoleishvili, M. Mshvildadze, N. Darakhvelidze
Department of Chemical and Biological Technologies, Georgian Technical University, Tbilisi, Georgia
Email: kowsiri@gtu.ge
Copyright © 2014 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 24 September 2014; revised 27 October 2014; accepted 28 November 2014
ABSTRACT
Composites were obtained in the in SiC-SiAlON and Al2O3-SiAlON system. Physical-chemical pro- cesses going on at the obtaining of SiALON within the range of 800˚C - 1500˚C were studied. Charge compositions and sintering regime were selected. It was proved that X-SiALON was obtained at the sintering of kaolin-aluminum powder at 1500˚C, while β-SiALON was formed at the sintering of SiC-Aluminum powder, silicium and Al2O3-aluminum powder, silicium at 1500˚C. Corrosion properties of the materials were studied. Investigations were performed by the methods of X-Ray structural and microscopical analysis.
Keywords:
Composite, Silicium Carbide, Corundum, Silicium Nitride, Aluminum Nitride, Mullite, SiALON

1. Introduction
Intense progress of science and technology demands perfection of various branches of industry, which in its turn is connected with the necessity of creation of new materials characterized by hetero modular properties. Taking into consideration practical experience in materials science, an advantage of carbides, borides, nitrides and silicides over other type materials were proved, since hardly melted materials are distinguished by precious properties such as: high refraction, corrosion resistance to a number of aggressive media, high mechanical characteristics, specific electro and heat-physical properties and others [1] -[6] .
Among the oxygen-free hardly melted materials silicium carbide- and silicium nitride-based materials are distinguished, which by their unique physical-technical and chemical properties are widely used in modern technology: machine-building, chemical, atomic energy, petroleum refining industries et al. [7] -[14] .
Intense work is in progress in recent years in the sphere of obtaining types of ceramics in which properties of oxygen-free substances and oxygen substances will be fused and SiALON are namely such materials [15] -[18] .
Our work pursued to obtain SiALON-containing composites by reactive sintering on the basis of silicium carbide and corundum. This method enables us to obtain desirable phase composition material and such materials possess properties of the hot-pressed objects. In the process of obtaining SiALONs by reaction sintering, sintering temperature is sharply decreased at the application of active materials.
In our case we had to select materials which would enable us to use newly formed components obtained by the method of reactive sintering, since at the obtaining of solid solution of SiALON, inculcation of a-Al2O3 and AlN in β-Si3N4 is especially simplified when its crystalline lattice is still in the process of formation. Therefore we gave preference to silica-alumina materials―kaolin, aluminium powder and elemental silicium.
2. Main Part
Kaolin, aluminium powder, silicium, silicium carbide, aluminium oxide were used as starting materials, and manganese and yttrium oxides, pearlite and refractory clay were used as additives. Blend compositions are given in Table 1.
Specimens were made of cylindrical form, size d-15 mm, by semi-dry molding method, molding pressure was 20 MPa. After drying, it was sintered in a furnace by one hour standing at the final temperature. Device for sintering for the specimens consisted of a furnace equipped with silicium carbide heaters, mark TK 30/200.
A device for silicium specimens sintering (Figure 1) consists of a furnace (1), silicium carbide heaters, mark TK 30/200. Nitrogen is supplied to the furnace from the bottle (2) through rubber pipe, with a tap on it (3). At the entrance of the furnace, velocity of nitrogen coming from the bottle (4) through choke is regulated. Then nitrogen enters refractory corundum pipe (5) which is hermetically closed from both ends. From one end the pipe is supplied with nitrogen and at the exit of the second end, there is a choke with water (6), it regulates pressure in the furnace so that the velocity of nitrogen leaving the pipe was lower than the velocity of nitrogen that enters the reaction pipe. Then nitrogen is released to atmosphere. Furnace temperature is regulated by a transformer (7) and a voltmeter (8) connected to it, while temperature is measured by means of a millivoltmeter (9) and platinum-rhodium thermocouple (10). Rate of increase of temperature is 250˚C/hour. Pressure in nitrogen bottle is regulated by a reducer, which is fixed at the nitrogen bottle.
We have studied physical-chemical properties of specimens sintered at 1500˚C (Table 2). As is seen from the Table 2, C7, then C6 and C8 are distinguished by high physical-technical properties. Open porosity, correspondingly equals to 15.2%, 15.0% and 15.4%. Hardness limit at compaction is 258, 256 and 254 MPa, which refers to the fact that 1500˚C is not enough for complete hardening. Despite this, chemical resistance to water and acid (H2SO4 ρ-1.84) is still high. Refractoriness of specimens equals to 1770˚C.
To investigate physical-chemical processes taking place at SiALONs obtaining, the specimens were sintered in 800˚C - 1500˚C temperature interval and the investigation was carried out by X-Ray diffraction analysis. X-Ray patterns are given on Figure 2.
X-Ray diffraction analysis of sintered SN-1 specimens was carried out at 800˚C - 1500˚C by 100˚C interval.

Table 1. Blends compositions.
Table 2. Physical-technical characteristics of specimens sintered at 1500˚C.

Figure 1. Device for nitriding procedure.
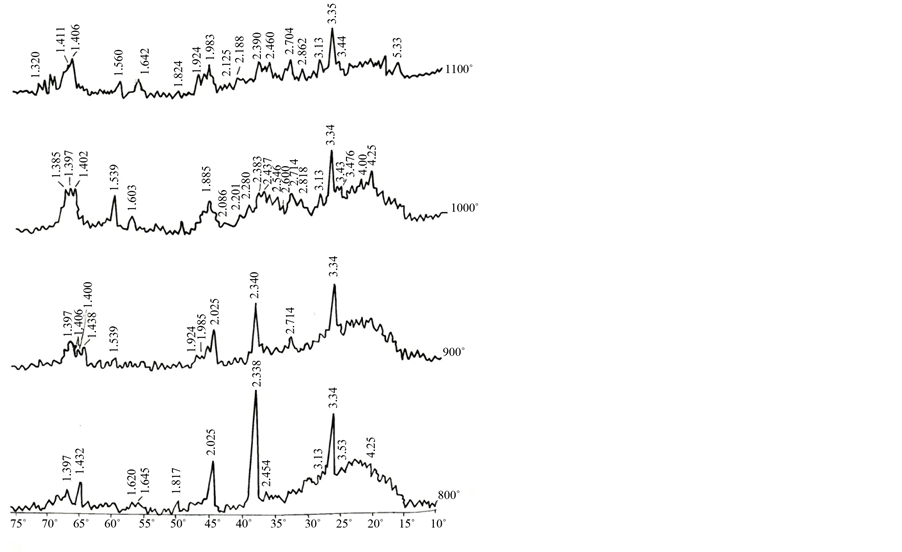
Figure 2. X-Ray patterns of SN-1 composite (800˚C - 1100˚C).
X-Ray pattern at 800˚C shows clearly cut diffraction maximums characteristic to aluminium, silicium and quartz. dhkl: aluminium-2.338; 2.025; 1.62; 1.432 Å. silicium-3.53; 3.13; 2.45; 1.817 Å. quartz-3.34; 4.25; 2.454; 1.817 Å. As it was expected SiO2 was isolated as a result of destruction of kaolin while silicium was formed as a result of alumothermal reaction via the following reaction: .
.
At 900˚C - 1000˚C temperature interval peaks characteristic to aluminium and SiO2 are sharply decreased, new phases are formed as a result of interaction of ALN and ALON nitrogen and aluminium. dhkl: aluminium- 2.34; 2.025; 1.438 Å. Quartz-3.34; 4.25; 2.454; 1.817 Å. ALN-2.714 Å. ALON-1.985; 1.397 Å. 1000˚C dhkl: SiO2-4.25; 3.34; 2.280; 2.546 Å. Si-3.13; 3.53; 1.817 Å. ALN-2.714; 2.437; 1.402; 1.397 Å. ALON-2.383; 1.985; 1.385 Å.
At 1100˚C - 1200˚C interval, intensity of aluminium diminishes and intensity of ALN and ALON increases. Intensity of SiO2. sharply decreases. At 1200˚C, there are no peaks of Si and SiO2. Peaks characteristic to mullite appear. 1100˚C dhkl: aluminium-2.38 Å; SiO2-4.25; 3.335; 1.824 Å; Si-3.13; 1.824 Å; ALON-1.983; 1.39 Å. ALN-2.704; 2.48; 2.39; 1.56; 1.406; 1.411; 1.32 Å; mullite-5.33; 3.44; 3.395 Å. 1200˚C dhkl: ALN-2.734; 2.700; 2.46; 2.383; 1.548; 1.435; 1.418; 1.334 Å; mullite-5.45; 3.43; 3.395; 2.885; 2.546; 2.295; 2.208; 1.899; 1.990; 1.824; 1.705; 1.530 Å; ALON-1.993 Å.
At 1300˚C - 1400˚C (Figure 3) the main phase is mullite. Quartz is presented in the form of ALN and ALON
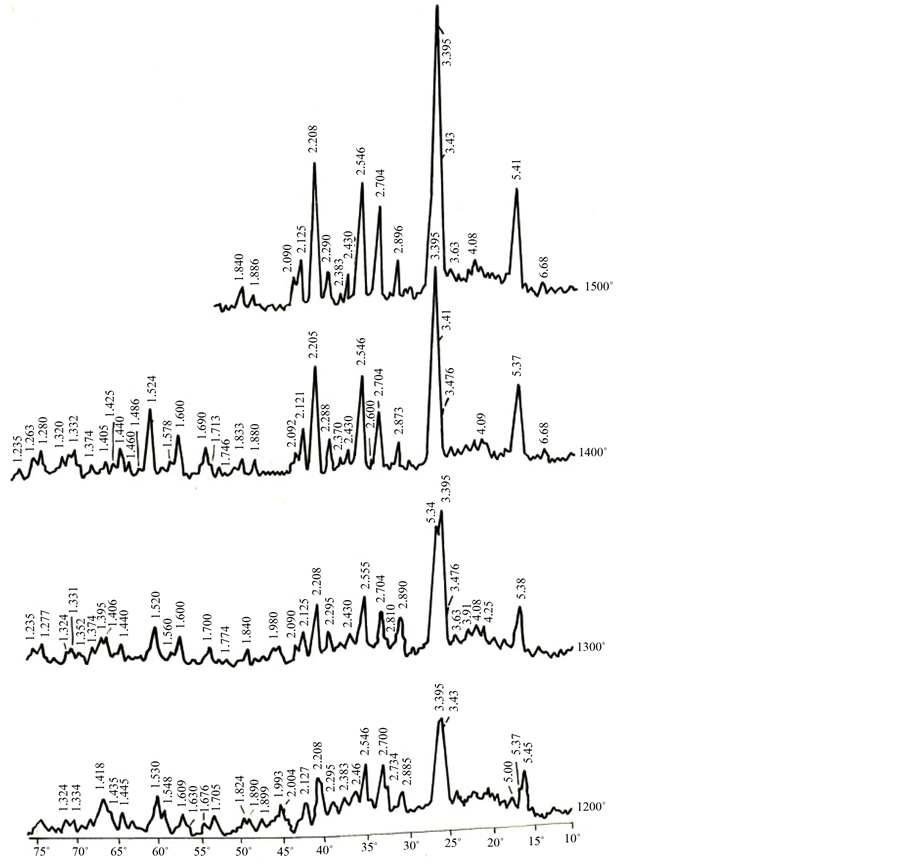
Figure 3. SN-1 composite X-RAY (1200˚C - 1500˚C).
and peak characteristic to Si3N4 is not observed. The same picture is seen at 1500˚C, which refers to the fact that at 1300˚C X-SiALON of mullite structure was formed [19] [20] . 1300˚C dhkl: mullite-5.38; 3.395; 2.89; 2.704; 2.555; 2.43; 2.29; 2.125; 1.84; 1.700; 1.600; 1.520; 1.44 Å; ALN-2.70 Å. corundum-3.476; 2.09 Å; cristobalite trace 4.09 Å; ALN-1.98 Å; 1400˚C dhkl: mullite by increased peaks. Corundum as traces-3.476; 2.09 Å; ALN-2.70 Å;Si3N4-6.88Å. In the X-Ray patterns of SN-2 composition (Table 1) in the specimens sintered up to 800˚C - 1500˚C at 100˚C interval, silicium carbide that was introduced into blend remains unchanged at all temperatures. As seen from the SN-1 specimens, here again as at 800˚C - 900˚C (Figure 4) there are diffraction maximums characteristic to aluminium, silicium and SiO2.
At 1000˚C - 1100˚C new phases were formed: ALN and ALON, while at 1100˚C-mullite. At all other temperatures phase formation proceeded by the scheme similar to that of SN-1, but with less intensity, depending on the composition. Thus silicium carbide composite with X-SiAlON binder is obtained (Figure 5). Similar to SN-1 and SN-2 chemical processes in SN-3 composition specimens (Table 2) proceeds by the same scheme (Figure 6 & Figure 7). a-AL2O3 remains unchanged to the end and the composite corundum with X-SiALON binder is obtained.
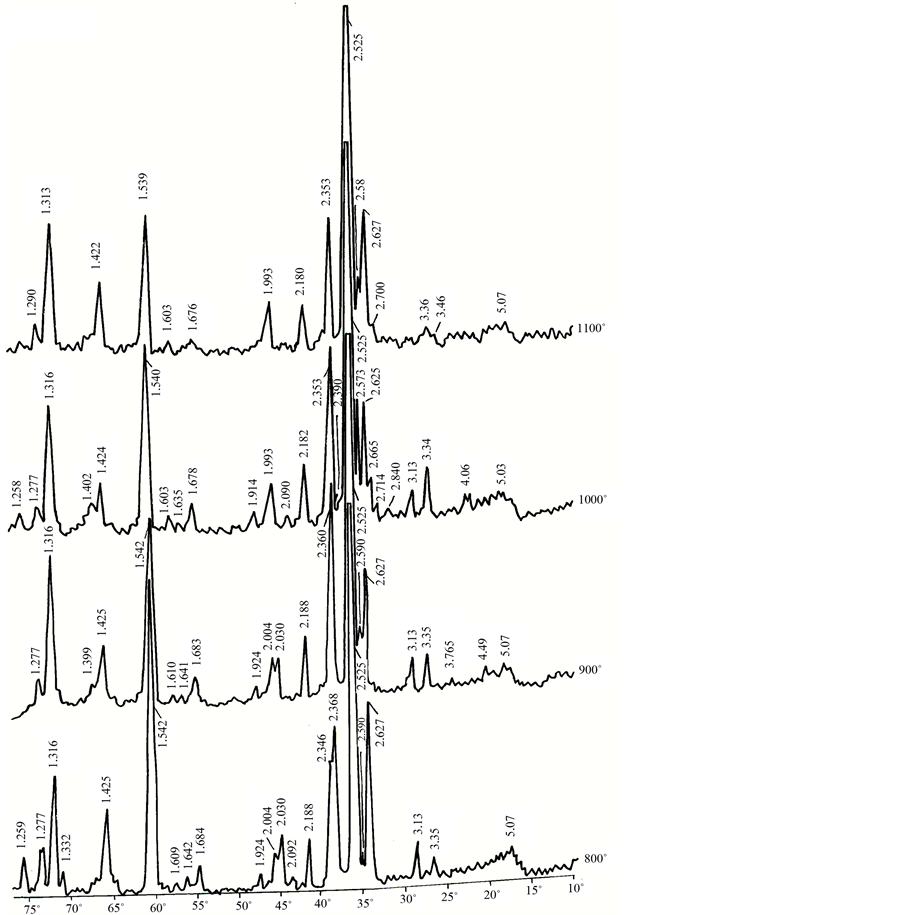
Figure 4. SN-2 composite X-RAY (800˚C - 1100˚C).
![]()
Figure 5. SN-2 composite X-RAY (1200˚C - 1500˚C).
![]()
Figure 6. SN-3 composite X-Ray ( 800˚C - 1100˚C).
![]()
Figure 7. SN-3 composite X-Ray (1200˚C - 1500˚C).
On the grounds of the obtained results, to obtain SiC and a-AL2O3-containing SiALON composites, we introduced into charge composition, metallic silicium, silicium carbide in smaller amount and a-AL2O3 (Table 1: SN-6, SN07, SN-8). X-Ray patterns of three composites (SN-6, SN-7, SN-8) sintered at 1500˚C are offered on Figures 8-10. SN-6 composite mainly consists of β-SiALON [21] -[25] . It showed diffraction maximums characteristic to carbide and corundum.
![]()
Figure 8. SN-6 composite X-RAY (1500˚C).
![]()
Figure 9. SN-7 composite X-Ray (1500˚C).
![]()
Figure 10. SN-8 composite X-Ray (1500˚C).
The main phase at the SN-7 X-ray pattern is β-SiALON. The composite alongside with B-SiALON consists of silicium varbode; it contains X-SiALON in trace quantity.
SN-8 composite, similar to the above referred composites consists of β-SiAlON and the introduced a-AL2O3.
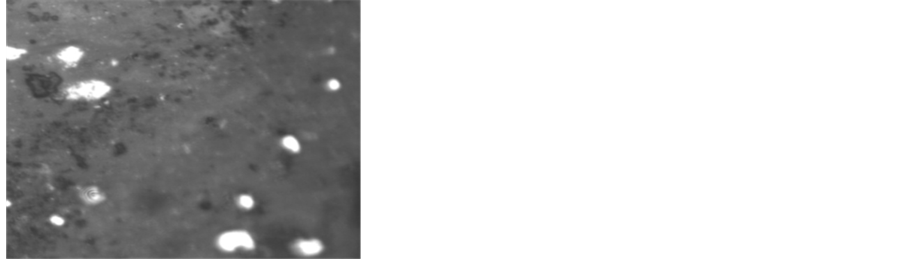
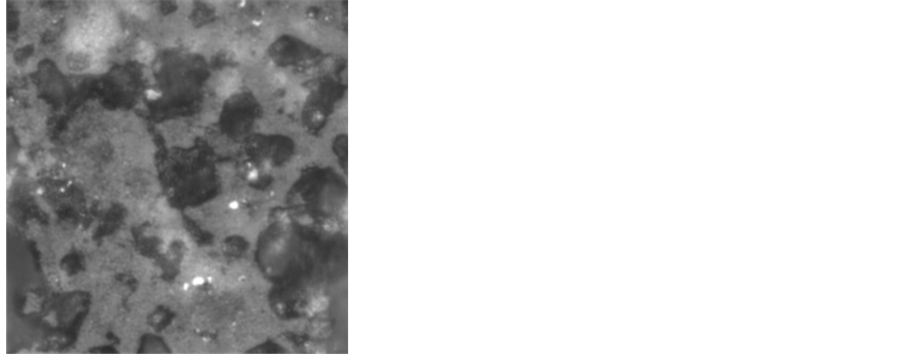
Results of microstructure analysis (Figure 11) confirm the data of X-Ray structural studies. Microstructure of
SN-1 composite is presented mainly by X-SiALON phase, in which particles of Si3N4 are inserted as inclusions. Lattice of SN-6 composite is β-SiALON with silicium carbide and corundum grains spread in it. SN-7 composite lattice is analogous to that of SN-6, in which silicium carbide grains of the size exceeding that of new- formed silicium nitride are clearly visualized. Lattice of SN-8 composite contains of the very β-SiALON with a-AL2O3 crystals. This figure shows pores which are presented in quantity in this composite.
Chemical and phase compositions of the materials are also reflected in their electric characteristics. If we compare the results obtained by investigation of four various composition materials we’ll observe clearly the difference between them. Material obtained on the base of kaolin (80 mass%) and aluminum powder (20 mass%) (SN-1), in which SiALON and mullite were fixed as leading phases, are distinguished by the highest specific electrical resistance (in wide temperature interval), conduction activation energy (ΔΕ) and electrical resistance temperature coefficient (Δ) (Figure 12, Table 3). Corresponding characteristics were defined for 8 compositions, in which there are four main components already and aluminium oxide is introduced as additional component, which contributed to creation of a-AL2O3 crystalline phase, together with SiALON in the sintered specimen. The latter (similar to mullite in SN-1 composite) is distinguished by high specific electrical resistance (ρ), ΔΕ and Δ values. Thus resemblance in electric data of SN-1 and SN-8 specimens was expected and was confirmed by investigations. Two other composites (SN6 and SN7) differ, since in the composites prepared for their obtaining SiC is presented in SN6 by 20 mass% (composition of one more component AL2O3 is the same), while in SN7 composite SiC is increased by 30 mass% (but there is no AL2O3). Difference in compositions resulted in peculiarity of characteristics. In particular, affinity/closeness of location of graphic charts (Figure 12) and ΔΕ values is observed.
The above stated can be explained by phase compositions of these two materials, since together with SiALON they contain a-SiC that is characterized by semiconductor (silicon) properties.
3. Conclusion
At sintering of kaolin and aluminium powder blend in 800˚C - 1500˚C interval, temperatures of formation of
![]()
![]() SN-1 ×200 SN-1 ×200
SN-1 ×200 SN-1 ×200![]()
![]() SN-6 ×200 SN-6 ×500
SN-6 ×200 SN-6 ×500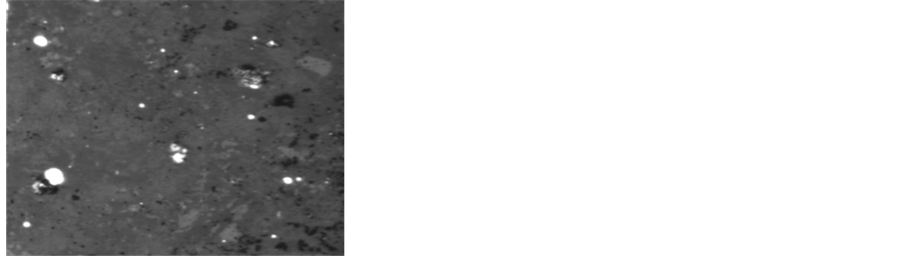
 SN-7 ×200 SN-7 ×500
SN-7 ×200 SN-7 ×500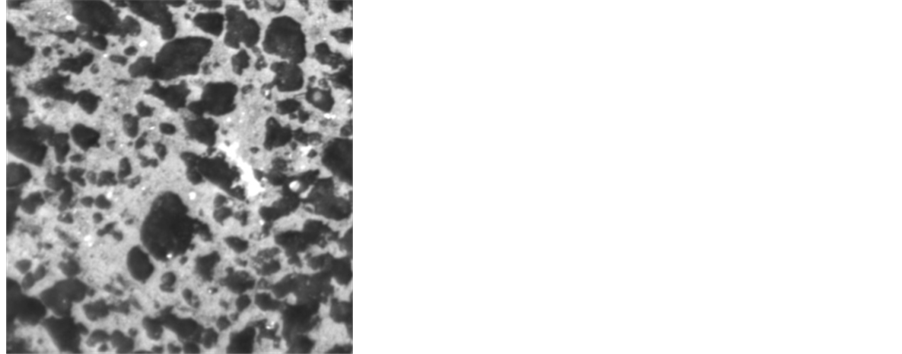
 SN-8 ×200 SN-8 ×500
SN-8 ×200 SN-8 ×500
Figure 11. Microstructures of composites.
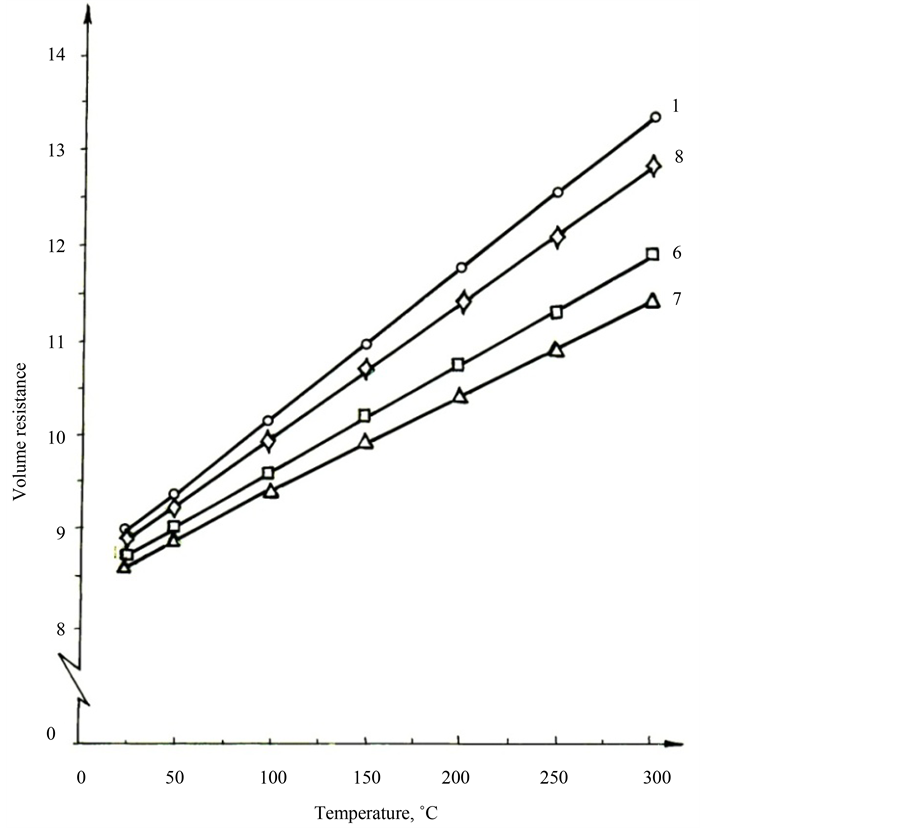
Figure 12. Diagrams of dependence of SN1, SN6, SN7, SN8 SiALONs electric resistances from temperature.
Table 3. Electric characteristics of composites (in 473 - 573 K interval).
aluminium and silicium nitrides and on their base mullite structure X-SiALONs was fixed and proved. While at sintering of SiC-aluminium powder, silicium and a-AL2O3-aluminium powder, silicium blend, the SiC-SiAlON and AL2O3-SiAlON composites on β-SiALON lattice were obtained. The obtained results are confirmed by X-Ray diffraction and microscopic analyses.
References
- Gusman, I.Y., Тumakova, E.I. and Fedotov, A.V. (1970) Correlative Studies of Some Properties of Materials Based on Composites SiC+Si3N4 and SiC−Si2N2. Refractroies, 3, 44-48.
- Kilian, M.F. (1987) Produktionsverfahren, Anwendungseigenschaften und Einsatzmoegichkeiten von Nitridkeramik insbesondere von Siliciumniеtrid. Vortragsvero ff. Haus Techn., Essen, 519, 19-21.
- Wang, L., He, C., Wu, J. Oxidation of Sintered Silicon Nitride Materials. Ceram. Mater and Comp. Engin. Proc. Jnt. Simp. Las Vegas, 27-30 November 1988, Westerville, Ohio, 1989, 604-611.
- Belij, Ya.I., Lomda, V.V., Svistun, V.M. and Polezhai, S.G.( 1990) For the Issue of Obtaining Composite Materials Based on Silicium Nitride. Moscow International Conference, Abstracts of Reports, Part 2, 174.
- Zheng, G.M., Zhao, J., Gao, Z.J. and Cao, Q.Y. (2012) Cutting Performance and Wear Mechanisms at Sialon-Si3N4 Graded Nano-Composite Ceramic Cutting Tools. The International Journal of advanced Manufacturing Technology, 58, 19-28.
- Riley, F.L. (2000) Silicon Nitride and Related Materials. Journal of the American Ceramic Society, 83, 10-30.
- Luthra, K.L. (1991) A Mixed Interface Reaction/Diffusion Control Method for Oxidation of Silicon Nitride. Journal of the Electrochemical Society, 138, 3001-3007. http://dx.doi.org/10.1149/1.2085355
- Ogbuji, L.U.J.T. (1992) Role of Si2N2O in the Passive Oxidation of Chemically-Vapor-Deposited Si3N4. Journal of the American Ceramic Society, 75, 2995-3000. http://dx.doi.org/10.1111/j.1151-2916.1992.tb04377.x
- Kawai, C. and Yamakawa, A. (1997) Effect of Porosity and Microstructure on the Strength of Si3N4: Designed Microstructure for High Strength, High Thermal Shock Resistance, and Facile Machining. Journal of the American Ceramic Society, 80, 2705-2708. http://dx.doi.org/10.1111/j.1151-2916.1997.tb03179.x
- Cerenius, Y. (1999) Melting Temperature Measurements on α-Silicon Nitride to a Pressure of 37 GPa. Journal of the American Ceramic Society, 82, 380-386. http://dx.doi.org/10.1111/j.1551-2916.1999.tb20073.x
- Chukholina, L.N. (2012) Method for Obtaining Sialon Powder. http://bd.patent.su/2378000
- Http://www.ceramtec.com.ua/ceramic-materials/sialon
- Borovinskaya, I.P. and Smirnov, K.L. (1998) Self-Spreading High Temperature Synthesis of Sialon Ceramics. Science for Industry, 8, 39-45.
- Boyarina, I.L., Puchkov, A.B., et al. (1981) Sialons, a New Refractory Material. Refractory, 12, 24-28.
- Van Landeghem, H.P., Goune, M., Redjamia, A. (2012) Investigation of a Ferrite/Silicon Nitride Composite Concept Aimed at Automotive Applications. Steel Research International, 83, 590-593. http://dx.doi.org/10.1002/srin.201100264
- Rosenflanz, A. and Chen, I.-W. (1999) Phase Relationships and Stability of α-Sialon. Journal of the American Ceramic Society, 82, 1025-1036. http://dx.doi.org/10.1111/j.1151-2916.1999.tb01869.x
- Land, P.L., Wimmer, J.M., Burns, R.W and Choudhury, N.S. (1978) Compounds and Properties of the System Si-AL- O-N. Journal of the American Ceramic Society, 61, 50-60. http://dx.doi.org/10.1111/j.1151-2916.1978.tb09230.x
- Ekström, T. and Nygren, M. (1992) Sialon Ceramics. Journal of the American Ceramic Society, 75, 259-276. http://dx.doi.org/10.1111/j.1151-2916.1992.tb08175.x
- Schmucker, M. and Schneider, H. (1999) Transformation of X-Phase Sialon to Mullite. Journal of the American Ceramic Society, 82, 1934-1936. http://dx.doi.org/10.1111/j.1151-2916.1999.tb02021.x
- Anya, C.C. and Hendry, A. (1994) Hardness, Indentation Fracture Toughness and Compositional Formula of X-Phase Sialon. Journal of Materials Science, 29, 527-533. http://dx.doi.org/10.1007/BF01162517
- Ekström, T. and Olsson, P.O. (1989) Beta-Sialon Ceramics Prepared at 1700 ˚C by Hot Isostatic Pressing. Journal of the American Ceramic Society, 72, 1722-1724. http://dx.doi.org/10.1111/j.1151-2916.1989.tb06311.x
- Ekström, T., Käll, P.O., Nygren, M. and Olsson, P.O. (1989) Dense Single-Phase Beta-Sialon Ceramics by Glass-En- capsulated Hot Isostatic Pressing. Journal of Materials Science, 24, 1853-1861. http://dx.doi.org/10.1007/BF01105715
- Kishi, K., Umebayashi, S. and Tani, E. (1990) Influence of Microstructure on Strength and Fracture Toughness of Beta-Sialon. Journal of Materials Science, 25, 2780-2784. http://dx.doi.org/10.1007/BF00584879
- Piekarczyk, J., Lis, J. and Bialoskorski, J. (1990) Elastic Properties, Hardness, and Indentation Fracture Toughness of Beta-Sialons. Key Engineering Materials, 89-91, 542-546.
- Jiang, X., Baek, Y.K., Lee, S.M. and Kang, S.J.L. (1998) Formation of an α-Sialon Layer on β-Sialon and Its Effect on Mechanical Properties. Journal of the American Ceramic Society, 81, 1907-1912. http://dx.doi.org/10.1111/j.1151-2916.1998.tb02565.x