Modern Mechanical Engineering, 2012, 2, 35-40
http://dx.doi.org/10.4236/mme.2012.22005 Published Online May 2012 (http://www.SciRP.org/journal/mme)
A Novel Extrusion Microns Embossing Method of
Polymer Film
Ying Liu1, Wenlong Liu1, Yajun Zhang1*, Daming Wu1, Xinliang Wang2
1Institute of Plastics Machinery and Engineering, Beijing University of Chemical Technology, Beijing, China
2L.K.Group Ningbo L.K. Technology Co. Ltd., Ningbo, China
Email: *zhyj@mail.buct.edu.cn
Received December 3, 2011; revised February 10, 2012; accepted February 18, 2012
ABSTRACT
A continuous hot embossing method is reported in this paper. The continuous means that the extruder and the hot em-
bossing equipment is used in series, the polymer film is embossed after extrusion immediately. The basic principle of
this method, the key design point and the corresponding operate process of the embossing equipment is described in this
paper. The polymer diffuser with micro-lens matrix on its surface is designed and the optical properties are simulated.
Then, the diffuser is fabricated by the embossing equipment. The optical properties of the diffuser are tested and com-
pared with the results of the simulation to verify the reproducibility of the equipment. By this method, the diffuser with
large area can be fabricated with high precision of graphic replication, high efficiency and low cost.
Keywords: Extrusion Microns Embossing; Hot Embossing Equipment; Diffuser; Reproducibility
1. Introduction
The hot embossing method is proposed by Chou of
Princeton University in the mid of 1990s. Compared with
the traditional lithography technology and the electronic
etching technology, the diffraction phenomenon that oc-
curs during optical exposure, and scattering phenomenon
that occurs during electron-beam exposure are not exist
in this technology. By this technology, the resolution of
the graphic on the films can reach a few nanometers.
Besides, this technology does not need complex equip-
ment, and the cost is low relatively. The mold is used
hundred thousand times in this technology and it is very
suitable for mass production [1].
The hot embossing method is suitable for the produc-
tion with small area, and the process is not continuous.
This limitation on the area size is due to the high pres-
sures needed for those processes, often bigger than 1MPa.
The processes are quite slow, and the equipments and the
molds are usually very complex and expensive [2].
Roll-to-roll nano imprinting lithography has become a
promising method in the production of large area micro
patterns. This process is very similar to the traditional
nano imprinting lithography (NIL). However, in this
method the flat mold used in NIL is wrapped around a
roller. This method has two significant advantages.
Firstly, the contact area of the two rollers is a line; it can
achieve very high pressures with a low applied force.
Secondly, using this method, a small mold is used to cre-
ate a significantly larger patterned area in a continuous
process which can greatly reduce the cost of mould [3-5].
Although the roll-to-roll nano-imprinting lithography
has improved the efficiency and reduced the cost of pro-
duction, there are still some drawbacks. The polymer film
used in this method is bought, it need be heated while the
embossing. In order to improve the efficiency of the pro-
duction, a high heating power system is designed to heat
the polymer film. The thermal deformation of the polymer
film is very likely to occur while heating. And this influ-
ences the thickness uniformity of the polymer film and
lead to uneven distribution of pressure during embossing.
In order to overcome the shortcoming of the roll-to-roll
nano imprinting lithography, a continuous hot embossing
system with pre-flatten system is designed in this paper.
The extrusion machine and the micro embossing equip-
ment are lined in series. In this system, the polymer film
is extruded from the extruder, flattened by the roller and
feed into the micro-embossing equipment directly. By this,
the polymer film does not need be heated to the required
process temperature. This save the heating time and en-
ergy, improve the efficiency of the manufacture, and
eliminate the thermal deformation.
2. The Principle of Extrusion Microns
Embossing
2.1. The Basic Principle of the Method
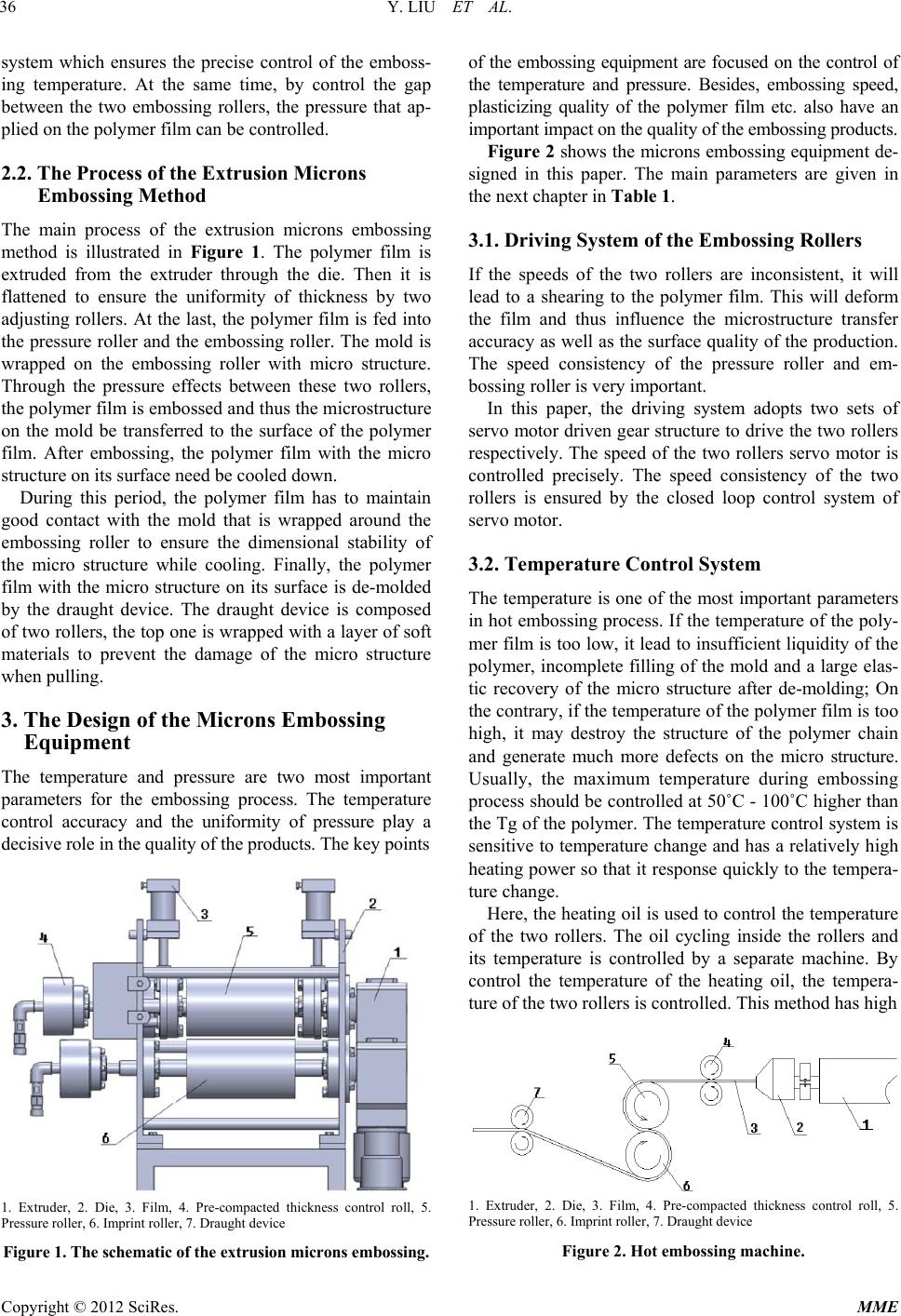
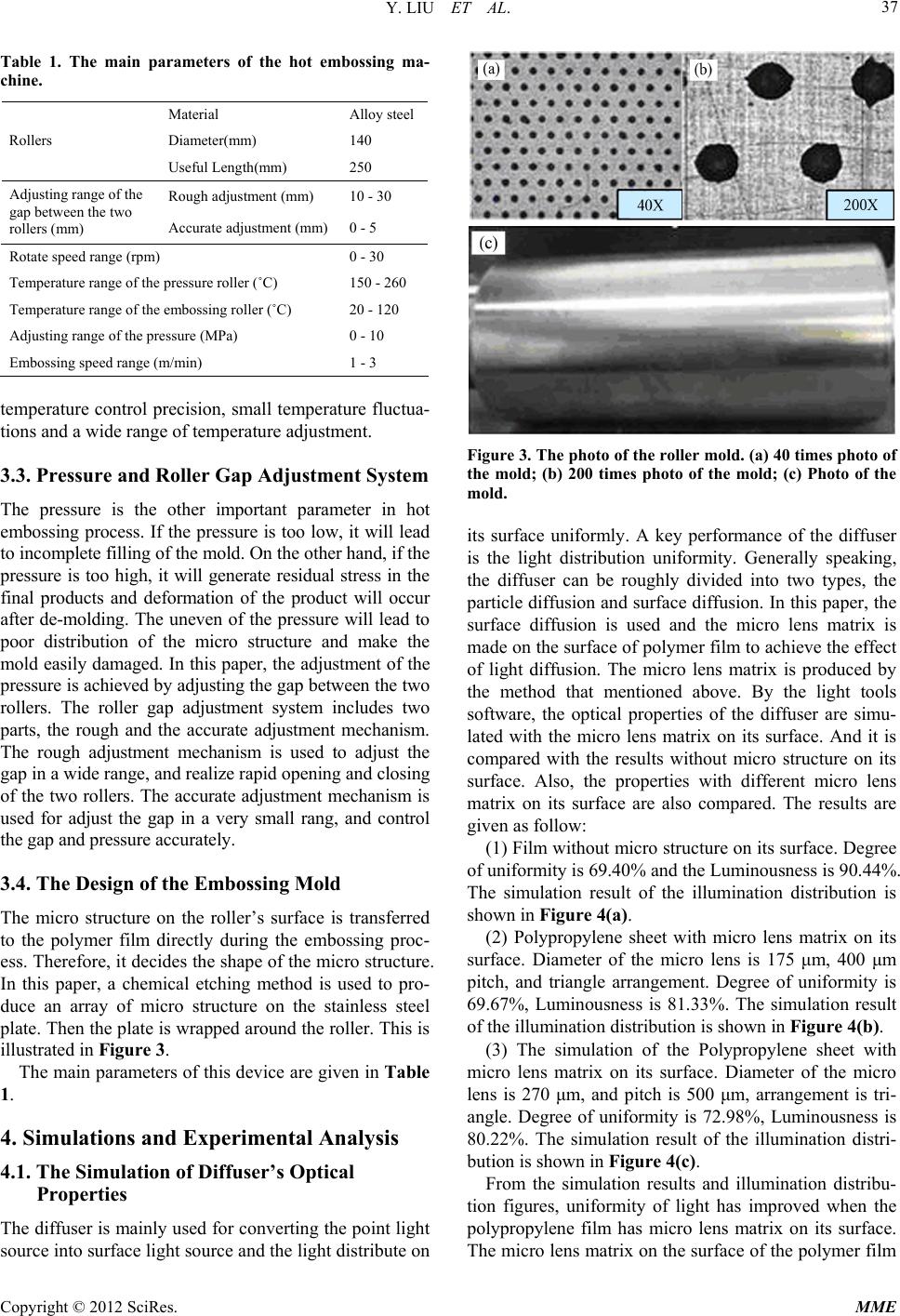
The rollers used for embossing have temperature control
*Corresponding author.
C
opyright © 2012 SciRes. MME