Engineering, 2010, 2, 322-327
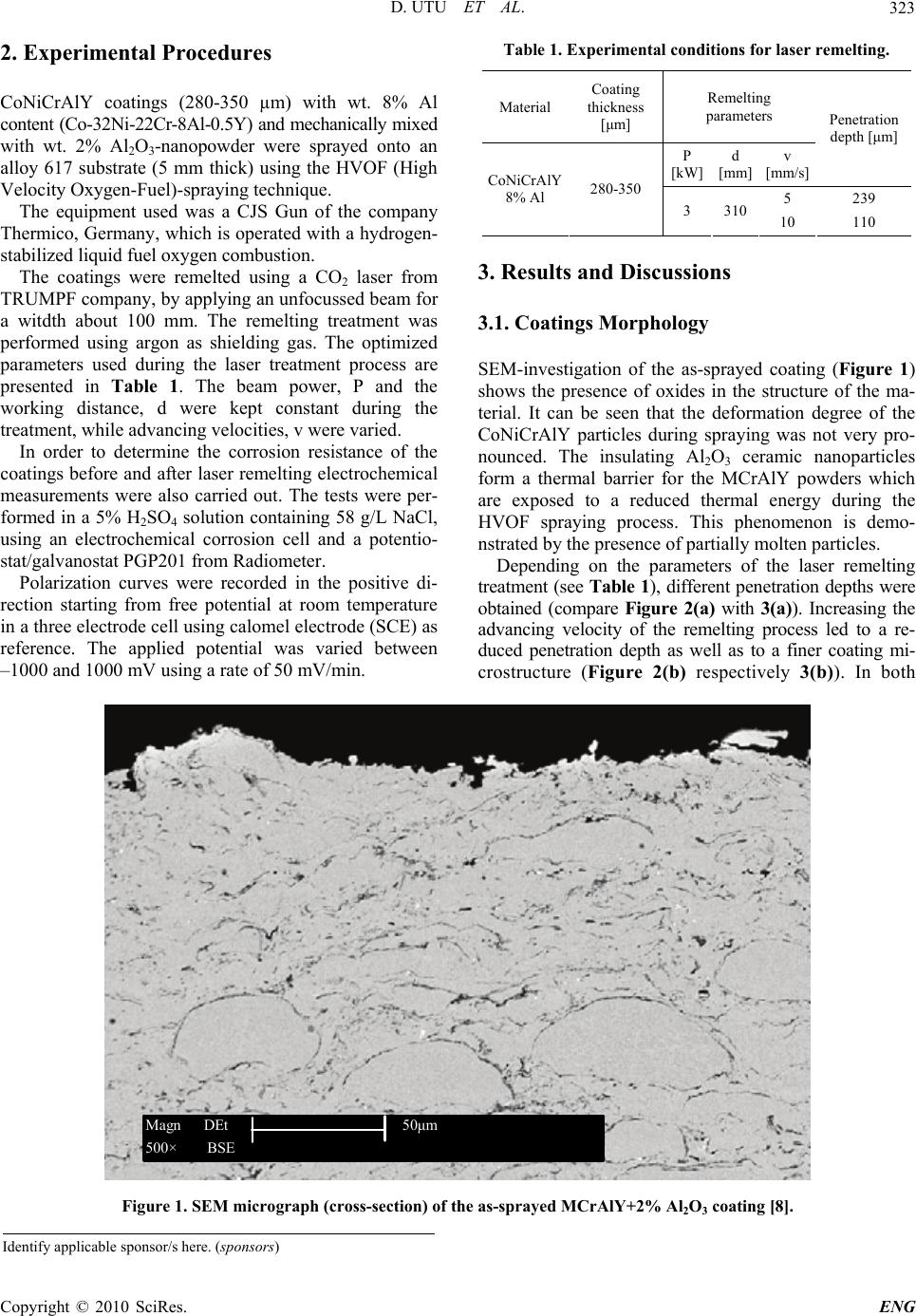
doi:10.4236/eng.2010.25042 Published Online May 2010 (http://www.SciRP.org/journal/eng)
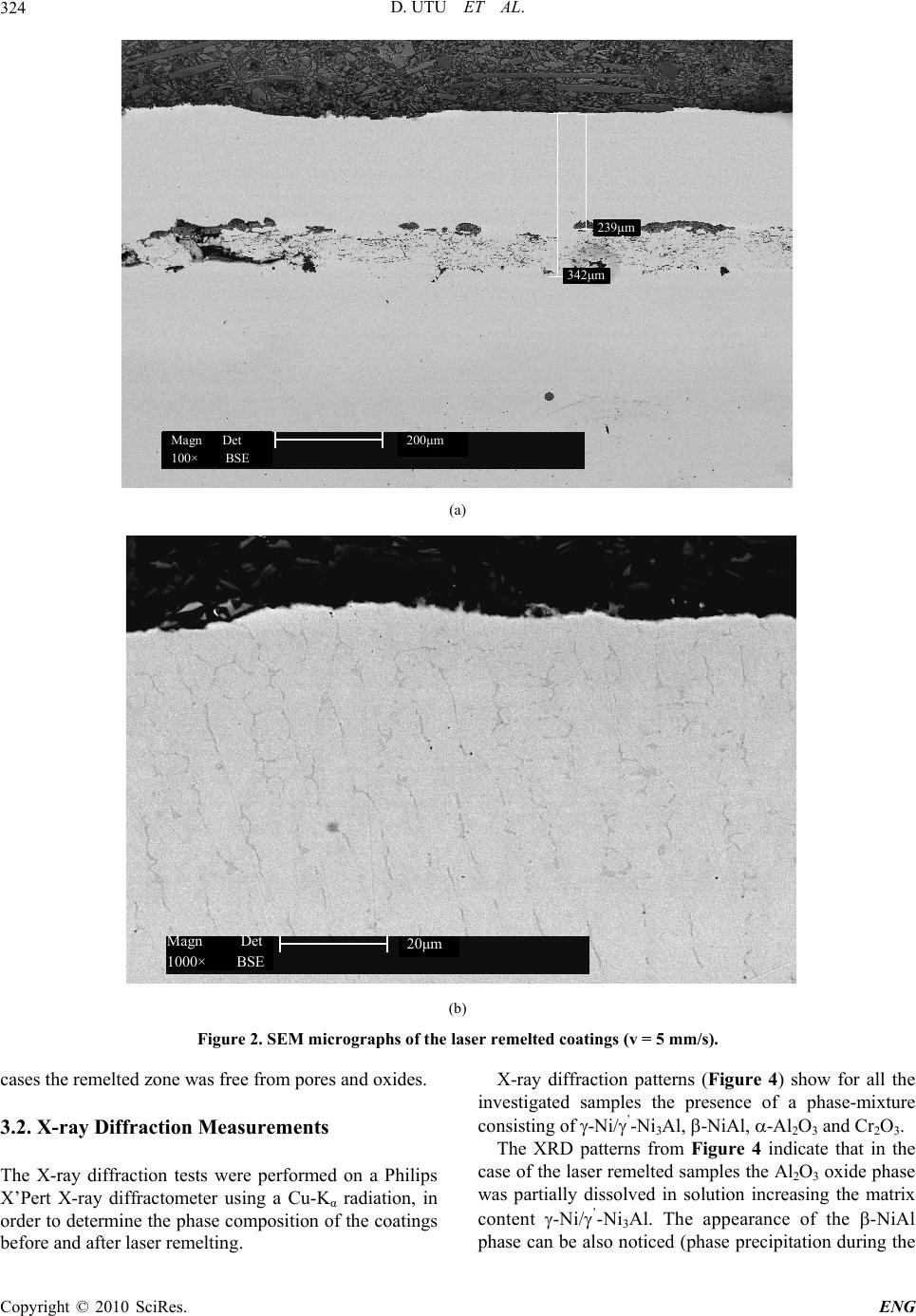
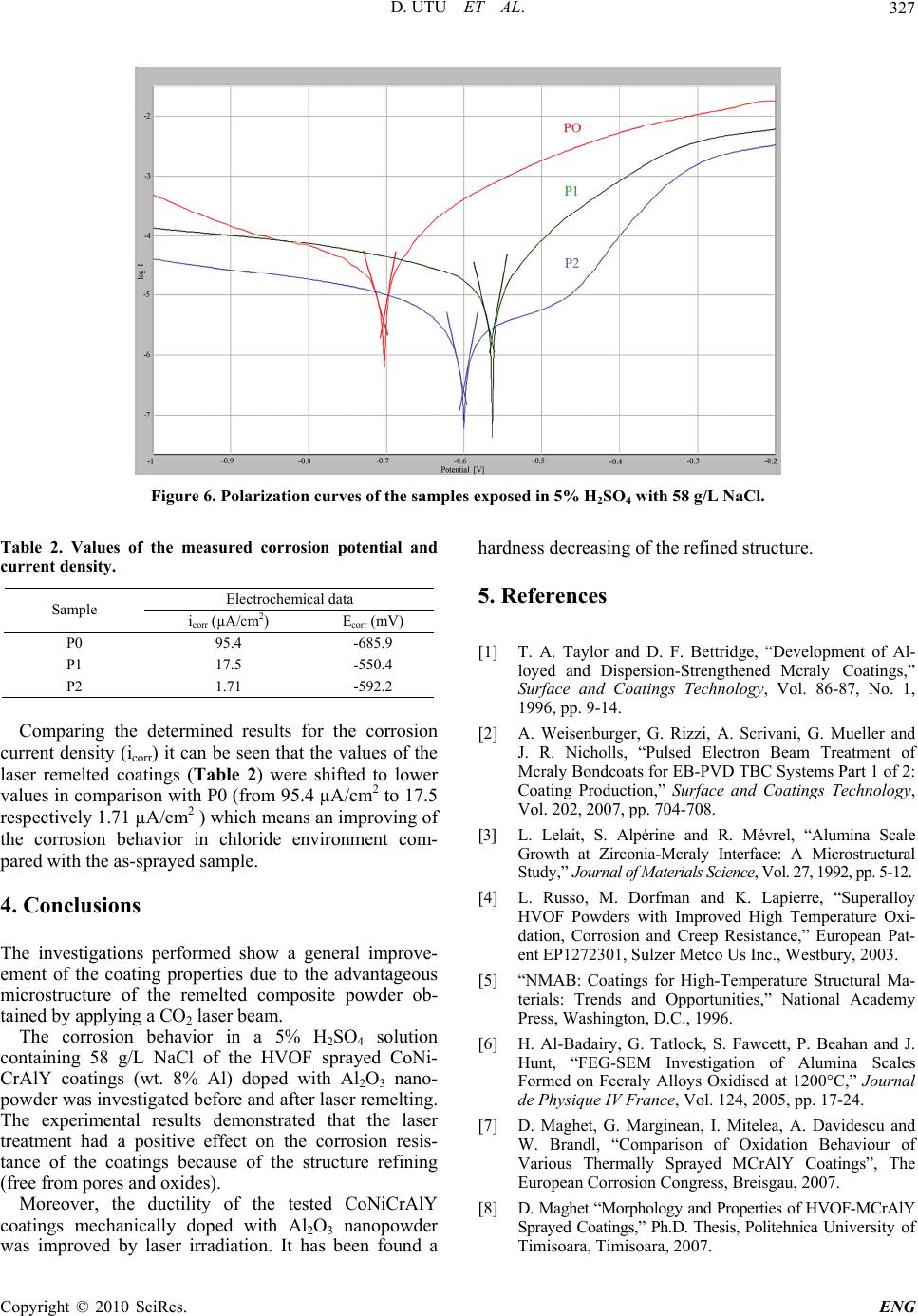
Copyright © 2010 SciRes. ENG
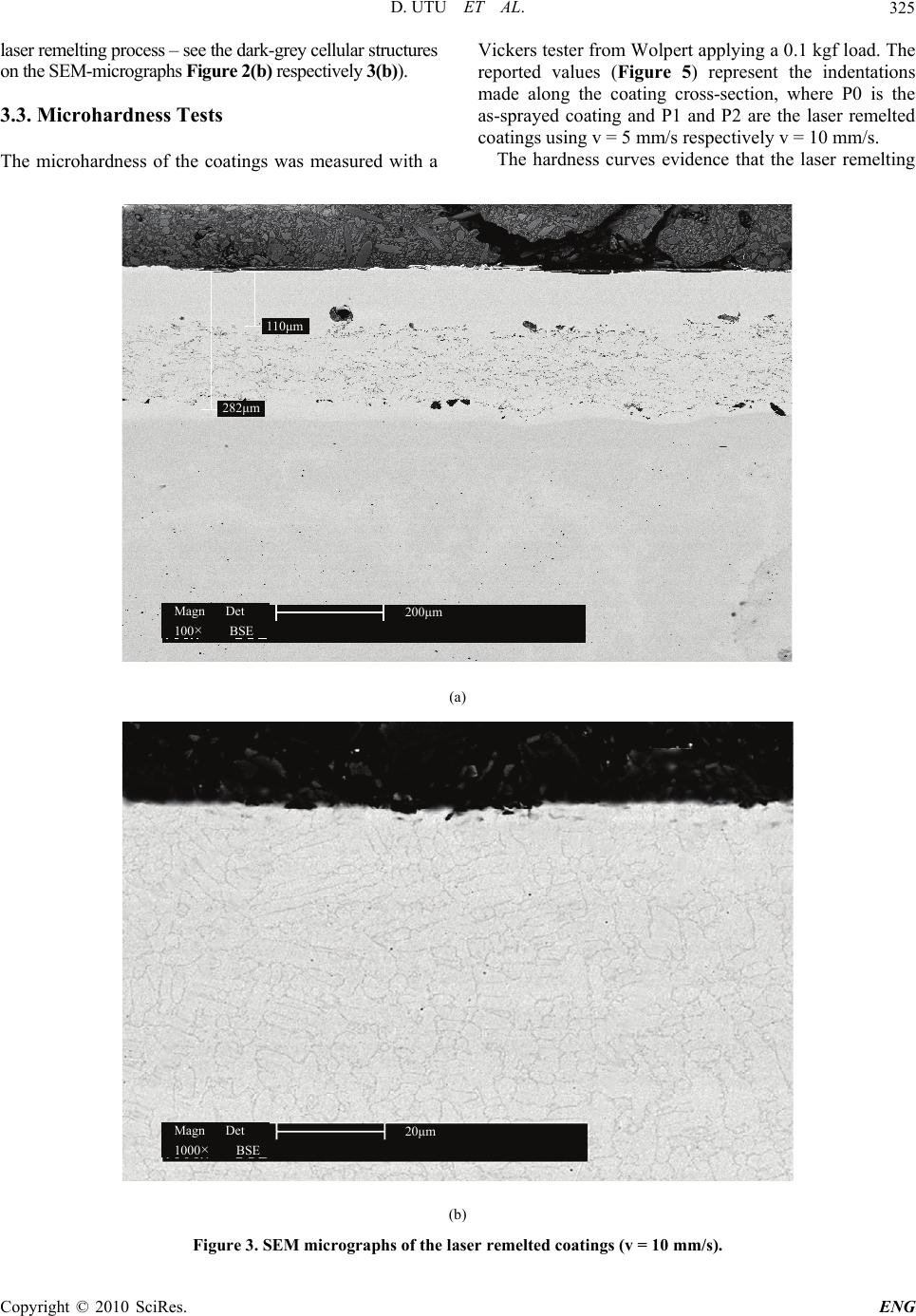
Corrosion Behavior of Laser Remelted CoNiCrAlY Based
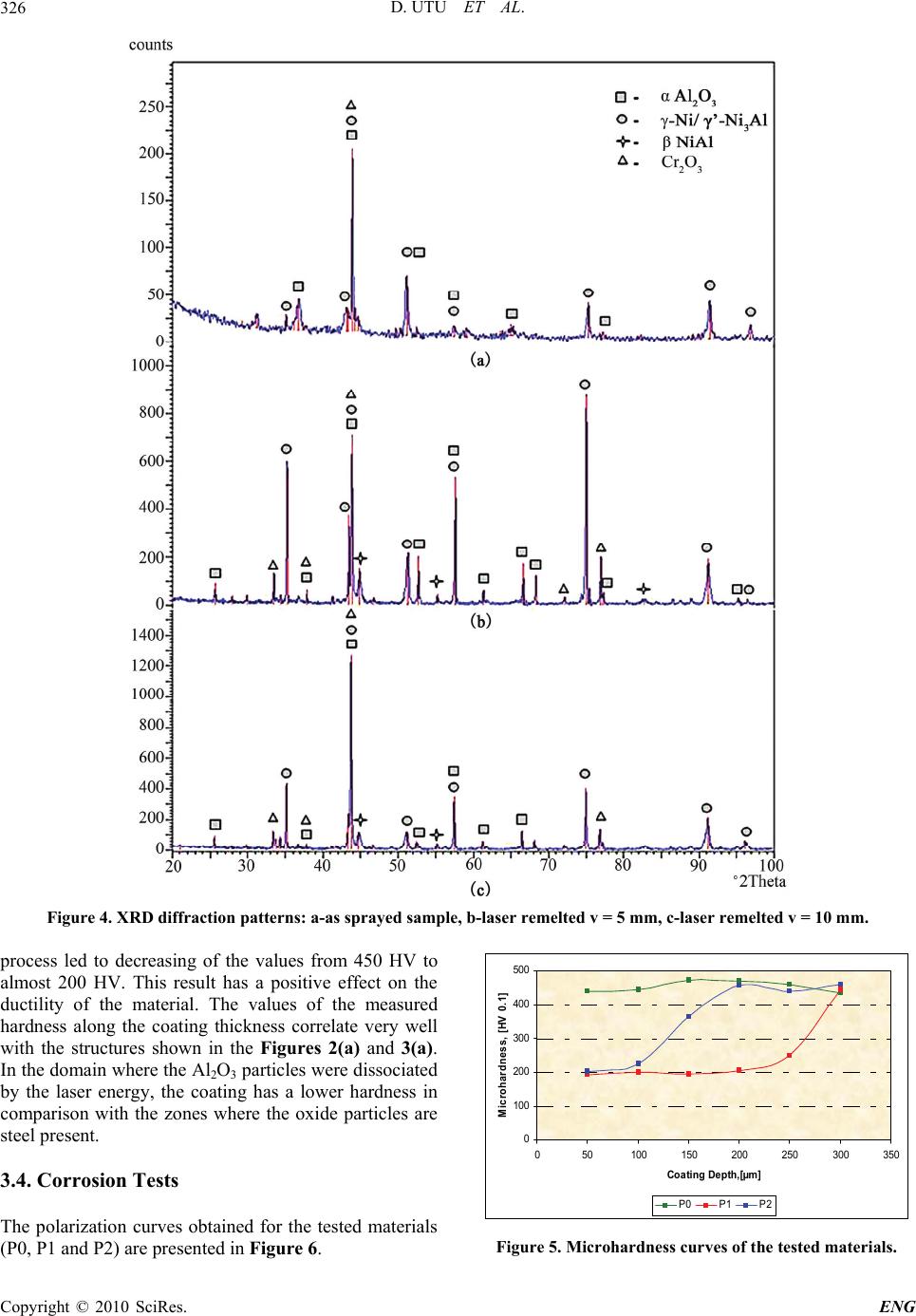
Composite Coatings
Dragos Utu1, Gabriela Marginean2, Viorel-Aurel Serban1, Cosmin Codrean1
1University “Politehnica” Timisoara, Faculty of Mechanical Engineering, Timisoara, Romania
2University of Applied Sciences Gelsenkirchen, Gelsenkirchen, Germany
E-mail: utu.dragos@mec.upt.ro
Received November 27, 2009; revised February 5, 2010; accepted February 12, 2010
Abstract
The corrosion behavior of High-Velocity Oxygen Fuel (HVOF) sprayed MCrAlY coatings obtained from
CoNiCrAlY particles (wt. 8% Al) mechanically doped with Al2O3 nanopowder was investigated before and
after laser remelting. The latter process was applied in order to achieve a homogeneous structure as well as
better mechanical properties for the coating (reduced brittleness offered by the presence of the Al2O3
nanoparticles). Another important task of the laboratory investigations was the investigation of the corrosion
behavior of the modified coatings. The results obtained from the potentiodynamic polarization measurements
carried out in a chloride environment revealed an enhanced corrosion resistance of the laser remelted coat-
ings comprising a refined microstructure. Microhardness measurements of the modified coatings revealed
lower values in comparison with that of the samples in as-sprayed status. This observation leads to the as-
sumption that a concomitant improvement of coatings ductility occurred as well.
Keywords: Laser Remelting, Conicraly Coatings, Corrosion Behaviour
1. Introduction
In the turbine blades section of the engines, the overall
operating conditions became progressively more hostile
in terms of temperature and mechanical environment. A
solution in order to solve this problem is applying of
protective thermal barriers consisting of a ceramic insu-
lating layer bonded to an oxidation resistant MCrAlY
coating. The latter one belongs to the family of high
temperature coatings (around 850-1200C), where M is
selected from one or a combination of iron, nickel and
cobalt [1,2]. Cr and Al are present in the MCrAlY
chemical composition because they are able to form
highly tenacious protective oxide scales [3], whilst Y
promotes formation of these stable oxides [4]. Their pro-
tection role is given by the formation of a compact, sta-
ble, and adherent oxide layer (usually α-A2O3) on the
surface, which exhibits any interaction between the base
material and the corrosive medium. Without this protec-
tive scale, the coating and ultimately the substrate, would
come under rapid oxidation and/or corrosion attack [5].
The durability or service life of the MCrAlY coating
depends mainly on the stability of the formed alumina
scale [6].
The microstructure of the grown oxide scales depends
strongly on the coating properties, the manufacturing
process and the operating conditions.
In a previous research work it has been demonstrated
that the mechanical alloying of MCrAlY powders with
nano-Al2O3 leads o a better high temperature oxidation
behavior of the HVOF-sprayed coating in comparison
with the conventional MCrAlY coating. This conclusion
is based mainly on the reduced oxidation rate of the
Al2O3 doped MCrAlY coating, which is a very important
parameter concerning the kinetics of the oxide scale
growth [7,8]. Therefore, another supplementary task
should be settled in the coatings investigation, namely
their behavior under mechanical loadings. Doping of the
MCrAlY coatings with ceramic particles which are uni-
formly distributed along the grain boundaries between
the MCrAlY particles, showed the main disadvantage
concerning its negative influence on the coating ductility
(due to the presence of brittle compounds).
Rapid melting and solidifying of the MCrAlY coatings
achieved using a laser beam can offer good mechanical
behavior of the whole system (coating-substrate).