The Benefits of Integrated Methods in PV Making to Promote Their Efficiency and Achieve Low-Cost Modules
30
ficiency to almost 40 percent. Single-crystal accounts
for 29 percent of the global market for PV [4].
· Polycrystalline cells are made of molten silicon cast
into ingots or drawn into sheets, then sliced into
squares. While production costs are lower, the effi-
ciency of the cells is lower too—around 15 percent.
Because the cells are square, they can be packed more
closely together. Polycrystalline cells make up 62
percent of the global PV market.
· Amorphous silicon (a-Si) is a radically different ap-
proach. Silicon is essentially sprayed onto a glass or
metal surface in thin films, making the whole module
in one step. This approach is by far the least expen-
sive, but it results in very low efficiencies—only
about five percent. Of course, to day the efficiency of
this method is improved.
A number of exotic materials rather than silicon are
under development, such as gallium arsenide (Ga-As),
copper-indium-diselenide (CuInSe2), and cadmium-tel-
luride (CdTe). These materials offer higher efficiencies
and other interesting properties, including the ability to
manufacture amorphous cells that are sensitive to differ-
ent parts of the light spectrum. By stacking cells into
multiple layers, they can capture more of the available
light. Although a-Si accounts for only five percent of the
global market, it appears to be the most promising for
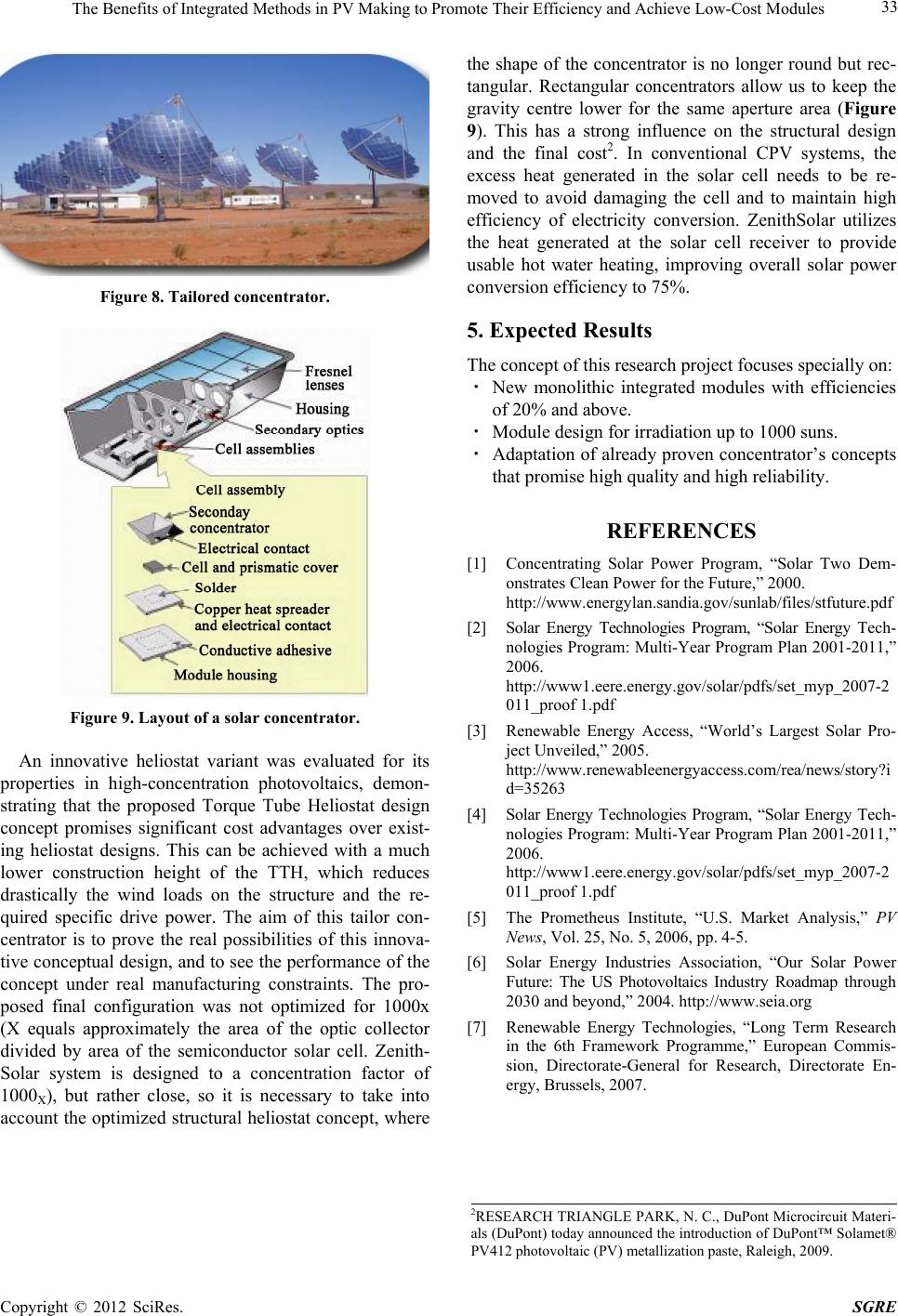
future cost reductions and growth potential. In the 1970s,
a serious effort began to produce PV panels that could
provide cheaper solar power. Experimenting with new
materials and production techniques, solar manufacturers
cut costs for solar cells rapidly, as the following graph
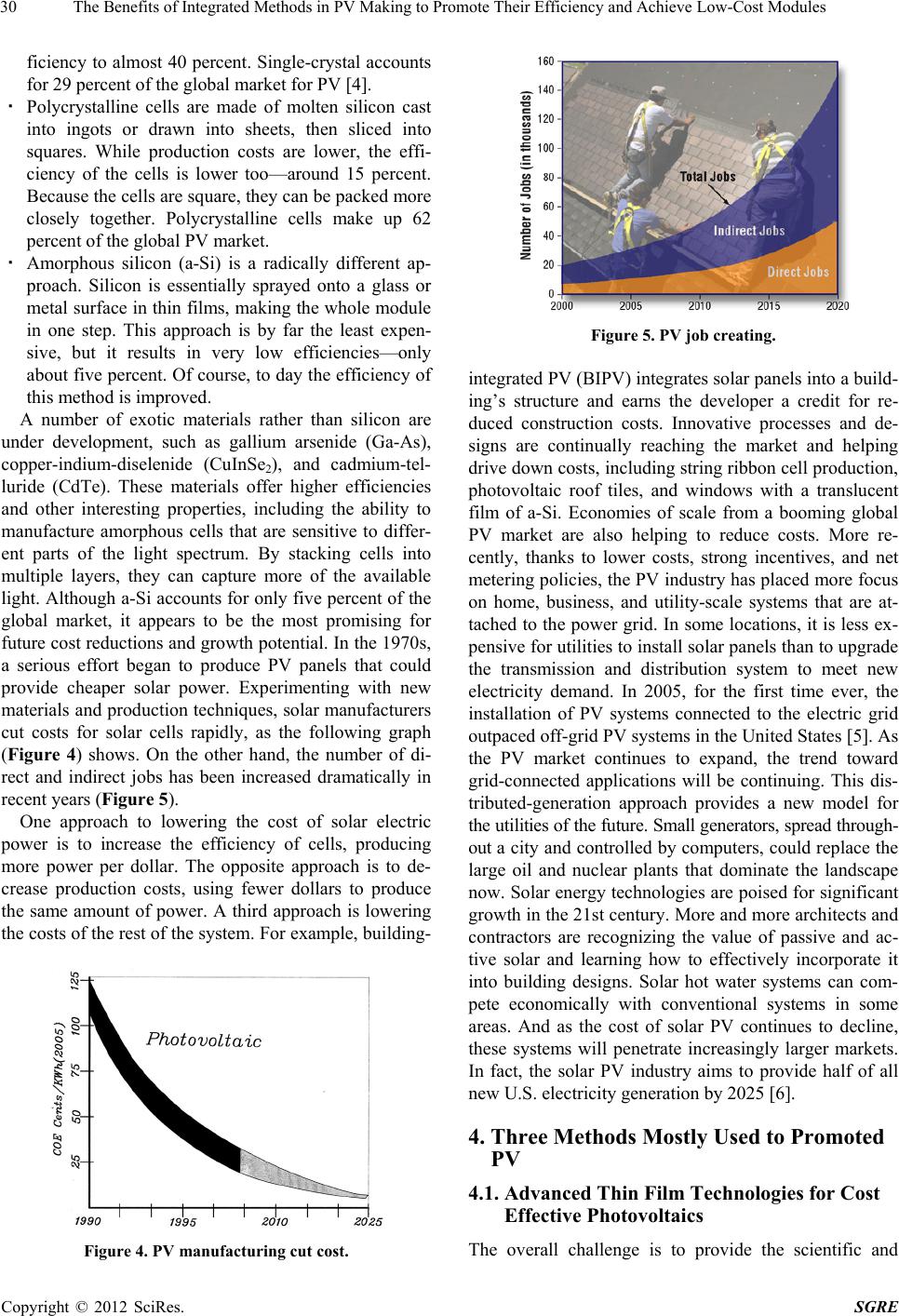
(Figure 4) shows. On the other hand, the number of di-
rect and indirect jobs has been increased dramatically in
recent years (Figure 5).
One approach to lowering the cost of solar electric
power is to increase the efficiency of cells, producing
more power per dollar. The opposite approach is to de-
crease production costs, using fewer dollars to produce
the same amount of power. A third approach is lowering
the costs of the rest of the system. For example, building-
Figure 4. PV manufacturing cut cost.
Figure 5. PV job creating.
integrated PV (BIPV) integrates solar panels into a build-
ing’s structure and earns the developer a credit for re-
duced construction costs. Innovative processes and de-
signs are continually reaching the market and helping
drive down costs, including string ribbon cell production,
photovoltaic roof tiles, and windows with a translucent
film of a-Si. Economies of scale from a booming global
PV market are also helping to reduce costs. More re-
cently, thanks to lower costs, strong incentives, and net
metering policies, the PV industry has placed more focus
on home, business, and utility-scale systems that are at-
tached to the power grid. In some locations, it is less ex-
pensive for utilities to install solar panels than to upgrade
the transmission and distribution system to meet new
electricity demand. In 2005, for the first time ever, the
installation of PV systems connected to the electric grid
outpaced off-grid PV systems in the United States [5]. As
the PV market continues to expand, the trend toward
grid-connected applications will be continuing. This dis-
tributed-generation approach provides a new model for
the utilities of the future. Small generators, spread through-
out a city and controlled by computers, could replace the
large oil and nuclear plants that dominate the landscape
now. Solar energy technologies are poised for significant
growth in the 21st century. More and more architects and
contractors are recognizing the value of passive and ac-
tive solar and learning how to effectively incorporate it
into building designs. Solar hot water systems can com-
pete economically with conventional systems in some
areas. And as the cost of solar PV continues to decline,
these systems will penetrate increasingly larger markets.
In fact, the solar PV industry aims to provide half of all
new U.S. electricity generation by 2025 [6].
4. Three Methods Mostly Used to Pr o moted
PV
4.1. Advanced Thin Film Technologies for Cost
Effective Photovoltaics
The overall challenge is to provide the scientific and
Copyright © 2012 SciRes. SGRE