Engineering
Vol. 3 No. 6 (2011) , Article ID: 5346 , 6 pages DOI:10.4236/eng.2011.36078
A Comparative Study on Several Anti-Corrosion Materials for Power FGD System
1Institute of Metal Research, Chinese Academy of Sciences, Shenyang, China
2Beijing Energy Investment Holding Co., Ltd., Beijing, China
3Dalian Good Anti-corrosion Engineering Ltd., Dalian, China
E-mail: zzyywang@imr.ac.cn
Received March 21, 2011; revised May 4, 2011; accepted May 15, 2011
Keywords: Hybrid composite, Anti-corrosion materials, Flue gas desulfurization, Corrosion resistance
ABSTRACT
In the study organic-inorganic hybrid composite, epoxy modified silicone coating and vinyl ester flake mastic were comparatively used as several anti-corrosion materials that provided protection for flue gas desulfurization (FGD). The relationship between curing conversion rate of hybrid polymer and temperature was investigated by differential scanning calorimeter (DSC). The adhesion strength, coefficient of thermal expansion and flame retardant properties of three anti-corrosion materials were measured and analyzed. A corrosion test in 8% H2SO4 and 5% HCl at temperature cycle of 40˚C ~ 160˚C was applied to study corrosion resistance of several anti-corrosion materials. Gravimetric measurement and morphological observation of three materials before and after corrosion test were comparatively analyzed in the paper. The small weight change and good morpho-logical structure of hybrid composite during corrosion test demonstrate that hybrid composite has better anti-corrosion properties than epoxy modified silicone coating and vinyl ester flake mastic.
1. Introduction
As a result of stringent environmental protection regulations regarding SO2 emissions, SO2 is now being removed from flue gases by methods of flue gas desulfurization (FGD) technology in power plants. There are many factors that need to be considered in the installation of a wet FGD system, especially in the selection of corrosion resistant materials, to insure long maintenancefree operation. These include initial costs, availability of alloy and lining materials, and operation expenses. Dew point, acidity, temperature, halide concentration, wet/dry condition and gas velocity all contribute to the aggressive corrosion conditions of FGD system. Because the inner temperatures of chimney for FGD system without gas to gas heater (GGH) are approximately 40˚C ~ 50˚C, corrosion of carbon steel at dew point is very severe. In addition, chimney vibration and temperature change during FGD operation are very harmful to internal anti-corrosion materials. When wet FGD systems begin to be used in power industries, some high-performance anti-corrosion materials must be required to prevent equipment failure due to corrosion [1-3].
In the past few years, cellular glass boards and protective coatings are applied extensively in inner surface of chimney of FGD system. However, heavy corrosion of many chimneys with use of the anti-corrosion method has taken place only after several month of production. Cellular glass board is a kind of inorganic thermal insulating material with a “honeycomb” cell structure. The limitations of glass materials and fabrication processing often lead to the low mechanical strength and high absorbing-water rate of cellular glass board. Some coatings such as epoxy modified silicone, silicate, polyurea have been used to prevent corrosion of FGD chimneys, but they are quickly damaged after using due to the low adhesion strength and cracking at the high temperature. The damage images of internal steel stack in FGD chimneys are shown in Figure 1 and Figure 2, respectively. Several alloys have been used for prevention of corrosion in wet limestone FGD systems with varying degrees of success. Nickel alloys containing high levels of molybdenum are found to be the best, but were relatively expensive. Titanium has good resistance to dilute sulfuric

Figure 1. Corrosion picture of steel stack of FGD chimney using cellular glass.

Figure 2. Corrosion picture of internal steel FGD chimney after cleaning away.
acid, but is weak resistance to concentrated sulfuric acid at high temperature. FGD equipment made from fibre reinforced plastic (FRP) are currently being installed in coal-fired power plants in North America. Don Kelley compares the cost and reliability of FRP with other materials in wet FGD appli-cations [4-6].
Inorganic-organic hybrid composites are rapidly emerging as alternatives to traditional anti-corrosion materials as they combine the chemical and mechanical properties of both inorganic and organic components [7]. The performance of corrosion resistance and stress resistance of lining materials of FGD chimneys can be improved by the incorporation of the new hybrid composite. The current demand for corrosion resistance is driving the use of thr new hybrid composites in wet FGD systems. In the paper, we comparatively discuss the properties of epoxy modified silicone coating, vinyl ester flake mastic and silicon-contained heterocyclic polymer with enhanced fibers (organic-inorganic hybrid composite) when they are used in corrosive condition of FGD system.
2. Experimental Method and Materials
The silicon-contained heterocyclic polymers (Good Co.) with 15% glass fibers were cured by a sulfone-containing amine curing agent (NERC) to form a reinforced hybrid composite. The epoxy modified silicone coating (Caiyi Chemical Co.) and vinyl ester flake mastic (Guangmin Chemical Co.) were prepared and comparatively analyzed with the reinforced hybrid composite with 15% glass fibers. The three mixtures were poured into a mold coated by a fluoropolymer, and the resulting samples were kept at 25˚C for 7 days. The samples were removed from the mold and cut to the specimen dimensions required for testing.
The samples were applied to the surface of steel plate with size of 150 mm × 75 mm, and the thickness of coatings is 1.00 ± 0.05 mm. The free films for immersion test were stripped from the steel plate with coated silicon oil. The samples were placed in a high-temperature and high-pressure reactor for corrosive test. Firstly the test was operated in 40˚C mixed acid with 8% H2SO4 and 5% HCl for 24 hours, and then temperature raised to 80˚C for 24 hours, and finally temperature increased to 160˚C for 2 hours. The process above was defined as a corrosive period, and these samples were subjected to 24 corrosion cycles. The above corrosion cycle is similar to the serious corrosion condition of FGD system.
Water or acid absorption of the materials was determined by immersion test of free film. The test was used to evaluate the corrosion resistance of anti-corrosion materials using the gravimetric method. Water or acid absorption was calculated based on the weight gain of the specimens immersed in corrosive solution. All of the mass gain or loss results were the average of the three specimens in parallel. Weight gain of sample was plotted as a function of immersion time.
DSC measurements were carried out using a Perkin– Elmer differential scanning calorimeter. Samples were placed in aluminum pans and cured using a dynamic temperature scan from 25˚C to 100˚C with a heating rate of 5˚C/min and 10˚C/min under air atmosphere. The conversion rate of hybrid composite were determined from the analysis. The SEM (scanning electron microscopy) micrographs of samples before and after corrosion test were investigated with an XL30 ESEM instrument, and the imaging analysis was operated at 20 kV. A gold film was sputtered atop the surface of specimen to make it electrically conductive. Measurement of adhesion strengths was performed according to ASTM C633-01 standard. Two f25 mm steel sticks were stuck together with polymers, and were continually drawn along the face by using an AG-5000A drawing machine until two steel sticks were divided. The divided force of two steel sticks is adhesion strength of composite or coating. The average values of adhesion strength of three same samples were recorded. Coefficient of thermal expansion (α) was measured according to GB/T2572-2005 standard. The column specimen with diameter of 6 mm was prepared and α was measured by Anter model 1101 instrument. Limiting Oxygen Index (LOI) of materials was measured using a Dereke instrument on sheets with the size of 120 mm × 60 mm × 3 mm according to the ASTM D2837/77 standard.
3. Experimental Results and Discussion
3.1. Analysis of Curing Conversion
Figure 3 shows the conversion rate of the studied samples as a function of the temperature at different heating rate. Temperature and time dependence of the curing conversion rate can be determined from the curves. The different conversion rates of hybrid polymer contribute to different levels of cross-linking in microstructure and different amounts of internal stress formed in curing process, which is related to corrosion resistance of composites. The results indicate that the conversion rate of curing reaction of hybrid composite at 5˚C/min is higher than that at 10˚C/min. When conversion rate of hybrid composites increases to 80%, temperatures for curves at 5˚C/min and at 10˚C/min are 73.5˚C and 78.5˚C, respectively. When temperature increases from room temperature to 90˚C at 5˚C/min, the conversion rate of hybrid polymer is very high (98.4%). The analysis reveals that the hybrid polymer can be cured with JK-GW12 curing agent safely and fully only after 16 minutes at heating rate of 5˚C/min. The high curing conversion rate of hybrid composite at lower temperature is beneficial for engineering application of the materials at ambient temperature [8,9].
3.2. Analysis of Adhesion Strength
Adhesion strengths of three different anti-corrosion materials are listed in Table 1. The permanent high adhesion to the metal substrate is an important requirement for anti-corrosion materials. The adhesion strengths of hybrid composite, epoxy modified silicone coating and vinyl ester flake mastic are 13.8, 3.6, 5.3 MPa, respectively. The adhesion strength of hybrid composite is significantly higher than that of epoxy modified silicone
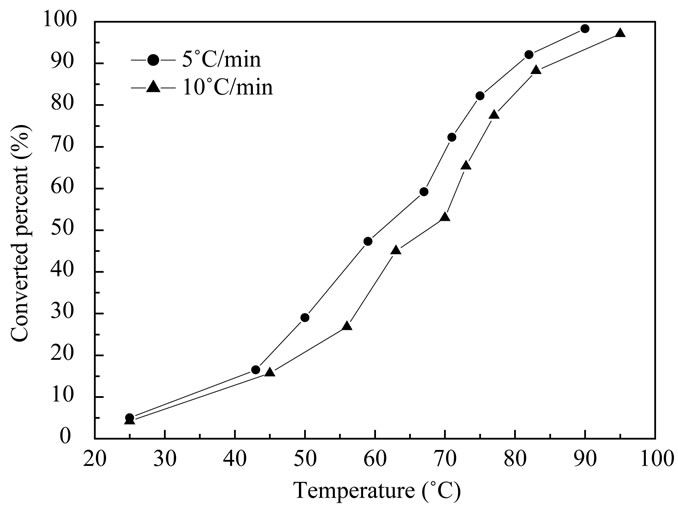
Figure 3. Conversion rate of hybrid polymer as a function of temperature at different heating rate.

Table 1. Adhesion strength of three anti-corrosion materials.
coating and vinyl ester flake mastic. High adhesion strength of hybrid composite can ensure the corrosion resistance and thermal resistance when it is used in high-temperature acid condition.
3.3. Analysis of Thermal Expansion Coefficients
The average thermal expansion coefficients of three anti-materials are determined in the paper, and their values are listed in Table 2. Stress and strain of anti-corrosion materials may be comparatively studied by observing the expansion rate of the specimen during a steady temperature rise. The big difference between average thermal expansion coefficients of anti-corrosion material and metal substrate may lead to cracking-off of materials from the metal substrate during temperature change. The average thermal expansion coefficients of hybrid composite, epoxy modified silicone coating and vinyl ester flake mastic are 1.68 × 10−5/˚C, 3.85 × 10−5/˚C and 2.76 × 10−5/˚C, respectively. The thermal expansion coefficients of carbon steel is (1.1 ~ 1.2) × 10−5/˚C. The thermal expansion coefficient of hybrid composite is significantly lower than that of epoxy modified silicone coating and vinyl ester flake mastic, and only 0.46 × 10−5/˚C higher than that of carbon steel. In the process of heating and cooling, each phase of hybrid composites will expand or shrink but the expansion and shrinkage of the matrix will be restrained by the specific organic-inorganic hybrid

Table 2. Average thermal expansion coefficients of three anti-corrosion materials.
structure and well-dispersed fiber structure, thus stresses may be relieved by non-elastic deforma-tions in the matrix. The similar values of thermal expansion coefficient between hybrid composite and steel can ensure the synchronism deformation and stress absorption during temperature fluctuation of FGD system.
3.4. Flame Retardant Properties
LOI is a standard test for measuring the minimum oxygen concentration. The LOI values of three anti-corrosion materials are given in Table 3 and used to study fire resistance of materials. Flame-retardants consist of 70% pentabromohenyl and 30% antimony oxide. The LOI values of hybrid composite with 5% flame-retardants is 5.0% higher than that of epoxy modified silicone coating with 5% flame-retardants, and is 8.7% higher than that of vinyl ester flake mastic with 5% flame-retardants. Compared with other two anti-corrosion materials, hybrid composite offers high LOI value because of the presence of inorganic element in molecular structure of polymer. The high LOI value indicates that hybrid composite can efficiently provide fire resistance when used in FGD system [10].
3.5. Analysis of Gravimetric Sorption in Accelerated Corrosion Test
The investigation comprises a cumulative 1200 h accelerated corrosion test in mixed acid solutions. The barrier properties of three anti-corrosion materials are evaluated by gravimetric measurement. Figure 4 shows the weight change of the materials as a function of immersion time. When the anti-corrosion materials were exposed to high-temperature acid solution, the materials gained rapidly in weight at the initial stage, and increased to the maximum weight only after 150 h corrosion test. The maximum weight gain of hybrid composite, epoxy modified silicone coating and vinyl ester flake mastic was 3.2%, 8.8% and 19.5%, respectively. At the first 150 h of corrosion test, permeation was very rapid allowing steady-state conditions to derive later. The weight increases by permeability of corrosive media, and the weight decreases by dissolution of small molecules and

Table 3. LOI value of three anti-corrosion materials.
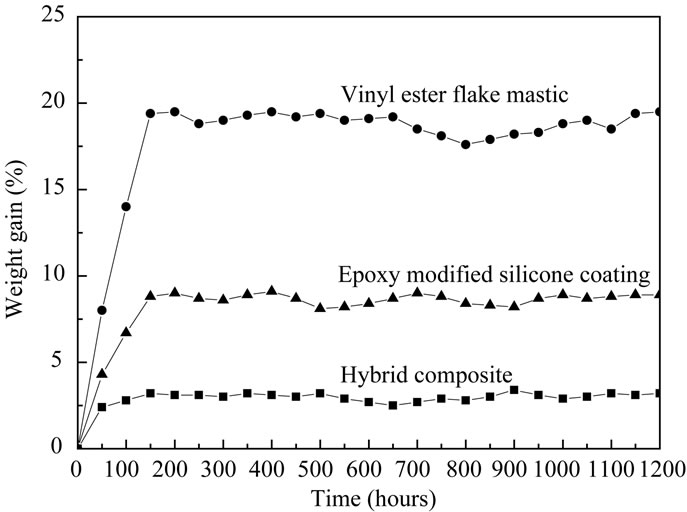
Figure 4. Weight change evolution with time in accelerated acid corrosion test for hybrid composite, epoxy modified silicone coating, and vinyl ester flake mastic.
degradation of polymer. At the stage of 150 ~ 1200 h, the weight of three anti-corrosion materials changed very little, which indicated that the two processes of permeability and dissolution reached a balance.
Oxidizing sulfuric acid at the high temperatures can destroy some ester bonds of epoxy modified silicone polymer and vinyl ester polymer, and the damage of molecular structure facilitates entry of corrosive mediums into polymer network. Thus weight gain of epoxy modified silicone coating and vinyl ester flake mastic is greatly higher than that of hybrid composite. The high permeability of corrosive media will damage the anti-corrosion performance of materials, and this is likely to cause blistering and cracking off in applications. It reveals that the resistance to attack of corrosive media, as expressed by mass variation versus time, can be controlled by the molecular structures of polymers. The corrosion resistance ranks as follows: epoxy modified silicone coating < vinyl ester flake mastic < hybrid composite. The very low weight gain (only 3.2%) of hybrid composite during corrosion test demonstrates that hybrid composite has the excellent resistance to high-temperature acid [11].
3.6. Morphological Observation during Corrosion Test
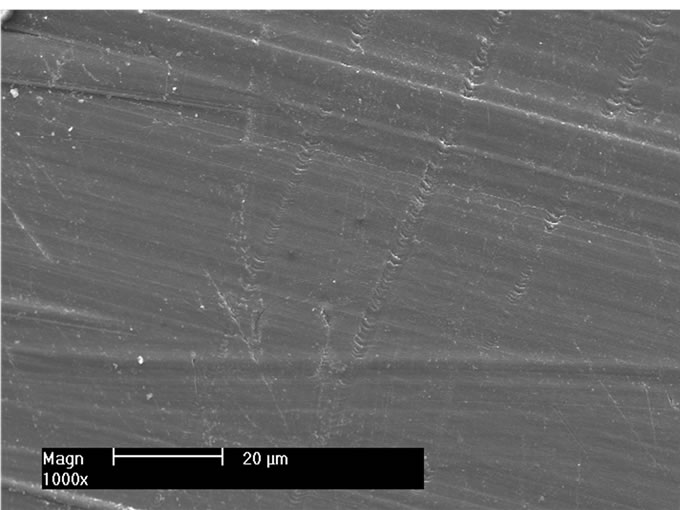
SEM morphologies of hybrid composite and vinyl ester flake mastic after accelerated corrosion test are shown in Figure 5(a) and (b), respectively. A great number of deep cracks and pitting are presented on the surface of vinyl ester flake mastic in Figure 5(b). This indicates that vinyl ester polymer is easily oxidized and destroyed when exposed to sulfur acid at high temperature. The degradation and oxidation of vinyl ester polymer produce some defects on the surface. The corrosive media can easily penetrate into these defects of vinyl ester polymer. These cracks in Figure 5(b) may be attributed to the breakage of molecular bonds of vinyl ester polymer, resulting in the severe damage of anti-corrosion performance. There are not the eroded cracks or craters on the surface of hybrid composite in Figure 5(a), which demonstrates that hybrid composite has strong anti-corrosion performance. Apparently, hybrid composite has a better barrier effect than vinyl ester flake mastic [12,13].
 (a)
(a)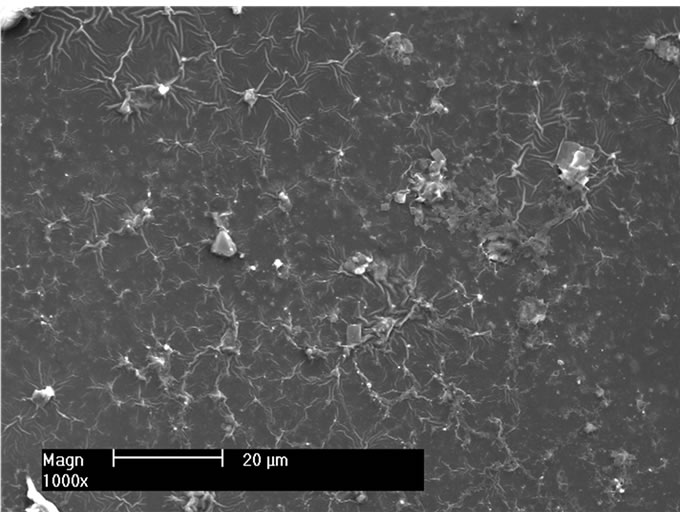 (b)
(b)
Figure 5. SEM micrograph showing morphology of hybrid composite (a) and vinyl ester flake mastic (b) after 1200h accelerated corrosion test.
4. Conclusions
High bonding strength and low coefficient of thermal expansion ensure that hybrid composite cannot crack off from metal substrate during temperature fluctuation. High LOI value contributes to flame-retardant performance of hybrid composite. The low weight gain after accelerated acid test demonstrates strong corrosion resistance of hybrid composite. It is concluded that the excellent anti-corrosion and mechanical properties of hybrid composite can provide the efficient protection for flue gas desulfurization (FGD) system.
5. REFERENCES
- H. Wang and Y. R. Lv, “The Anticorrosion Measures of Flue Gas Desulfurization System in Power Station by Limestone-Gypsum Wet Method,” Information Development & Economy, Vol. 21, No. 2, 2007, pp. 1-4.
- C. Ing and L. Dahl, “Corrosion in Flue Gas Desulfurization Plants and Other Low Temperature Equipment,” Materials and Corrosion, Vol. 43, No. 6, 1992, pp. 298- 304. doi:10.1002/maco.19920430610
- G.-G. Yi and Z.-G. Yang, “Corrosion Evaluation of One Dry Desulfurization Equipment-Circulating Fluidized Bed Boiler,” Materials & Design, Vol. 32, No. 2, 2011, pp. 671-681.
- Z. Y. Wang, “The National Conference on Anti-Corrosion Technologies for Chimney of Power FGD System,” Power Corrosion Conference, Shanghai, August 2009, pp. 1-12.
- D.-I. W. Goy and I. M. Kaempffer, “Lining Installation and Performance in FGD Systems,” Materials and Corrosion, Vol. 43, No. 6, 2004, pp. 270-274.
- D. Kelley, “The Use of FRP in FGD Applications,” Reinforced Plastics, Vol. 51, No. 1, 2007, pp. 14-19. doi:10.1016/S0034-3617(07)70026-7
- Z. Y. Wang, E. H. Han and W. Ke, “Effect of Acrylic Polymer and Nanocomposite with Nano-SiO2 on Thermal Degradation and Fire Resistance of APP–DPER–MEL Coating,” Polymer Degradation and Stability, Vol. 91, No.9, 2006, pp.1937-1947. doi:10.1016/j.polymdegradstab.2006.03.001
- C. S. Tyberg and K. Bears, “Structure-Property Relationships of Void-Free Phenolic-Epoxy Matrix Materials,” Polymer, Vol. 41, No. 13, 2000, pp. 5053-5062. doi:10.1016/S0032-3861(99)00574-1
- T. Kreft and W. F. Reed, “Predictive Control and Verification of Conversion Kinetics and Polymer Molecular Weight in Semi-Batch Free Radical Homopolymer Reactions,” European Polymer Journal, Vol. 45, No. 9, 2009, pp. 2288- 2303. doi:10.1016/j.eurpolymj.2009.05.006
- G. Marosia, A. Mártona and A. Szépa, “Fire Retardancy Effect of Migration in Polypropylene Nanocomposites Induced by Modified Interlayer,” Polymer Degradation and Stability, Vol. 82, No. 2, 2003, pp. 379-385. doi:10.1016/S0141-3910(03)00223-4
- V. B. Mišković-Stanković, D. M. Dražić and Z. Kačarević-Popović, “The Sorption Characteristics of Epoxy Coatings Electrodeposited on Steel during Exposure to Different Corrosive Agents,” Corrosion Science, Vol. 38, No. 9, 1996, pp. 1513-1523. doi:10.1016/0010-938X(96)00042-X
- Z. Y. Wang, E. H. Han and F. C. Liu, “The Effect of Different Curing Agents on Cure Reaction and Exposure Resistance of Phenolic-Epoxy Resins in Hot Acid Solutions,” Corrosion, Vol. 66, No. 7, 2010, pp. 1-9. doi:10.5006/1.3462907
- V. H. V. Sarmento, M. G. Schiavetto and P. Hammer, “Corrosion Protection of Stainless Steel by Polysiloxane Hybrid Coatings Prepared Using the Sol-Gel Process,” Surface and Coatings Technology, Vol. 204, No. 16-17, 2010, pp. 2689-2701. doi:10.1016/j.surfcoat.2010.02.022