Journal of Surface Engineered Materials and Advanced Technology
Vol.3 No.3(2013), Article ID:34493,8 pages DOI:10.4236/jsemat.2013.33033
Effect of Pulsed Laser on the Structure and Morphology of Alumina-Zirconia Coatings
![]()
1The American University in Cairo, Yousef Jameel Science & Technology Center, Cairo, Egypt; 2Department of Mechanical and Manufacturing Engineering, Farmingdale State College, Farmingdale, USA; 3Zewail City of Science & Technology, Cairo, Egypt.
Email: *Ahmed.ibrahim@farmingdale.edu
Copyright © 2013 Hala Omar et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received March 11th, 2013; revised May 15th, 2013; accepted June 25th, 2013
Keywords: Laser Annealing; Alumina-Zirconia Coatings; Surface Morphology; Plasma Sprayed Coatings
ABSTRACT
The effect of excimer laser annealing on the structure and morphology of ceramic coatings were investigated. Alumina-40% zirconia (AZ-40) coatings were sprayed with a water-stabilized plasma spray gun. The coated surface was treated by excimer laser having a wavelength of 248 nm and pulse duration of 24 ns. The surface structure of the treated coating was examined by field emission scanning electron microscope (FESEM) and X-ray diffraction (XRD). A detailed parametric study was performed to investigate the effects of different parameters such as laser energy density (fluence), pulse repetition rate (PRR), and the number of shots on the mechanical properties, surface morphology, and microstructure of the coatings. The results of this study indicated that laser energy and pulse repetition rate have significant effects on surface morphology, porosity, and microstructure of the coating.
1. Introduction
Plasma sprayed alumina and zirconia coatings are widely used coatings for many industrial applications. These coatings provide resistance to heat, wear, erosion, and corrosion as well as unique sets of surface characteristics. Alumina is a ceramic material characterized by its low density, chemical inertness, high hardness, high wear, corrosion, abrasion, oxidation, and erosion resistance, which makes it suitable to make wear resistant coatings, electric insulators, thermal barriers, etc. [1-3]. Zirconia ceramic coatings present a combination of properties including high chemical resistance, high wear resistance, high toughness, and low thermal conductivity, which makes it attractive for components operating in harsh environment [2-8].
Alumina-zirconia coating is a typical ceramic coating with relatively high degree of porosity and the properties of these coatings, such as high temperature, corrosion resistance, toughness and abrasion resistance, may thereby be reduced. To improve these properties, various methods have been proposed, such as impregnation with polymers or ceramics, seal sintering with liquid alloys and post-laser irradiation [3,5,9]. Laser surface treatment is one novel method that has potential for eliminating porosity and producing a homogeneous surface layer.
Pulsed laser irradiation can be used to melt a very thin surface layer of metal or ceramic that resolidifies, due to the high thermal gradients [3,5,9]. Excimer pulsed lasers are characterized by their short wavelengths in the UV range, high pulse energy, and high average power [3]. Each feature enables specific applications: 1) the short wavelength allows high precision imaging; and 2) inherent high quantum energy provides a strong radiationmatter interaction. With the high peak intensity available, strong interactions may be achieved and utilized for highly precise material processing, for example, semiconductor exposure and material microstructuring.
Excimer laser is considered one of the most precise industrial processing tools in the market. Today excimer laser is widely used for 1) micromachining of different materials as polymers, ceramics and glasses; 2) modifying the properties and structure of bulk materials and thin films; 3) fabricating high performance thin film transistors, improving the efficiency of solar cells and adjusting the mechanical properties of MEMS structures; and 4) medical use in refractive laser surgery [9-12].
In this study, Excimer laser have been used for the surface annealing of free-standing of alumina-40% zirconia (AZ-40) samples that were manufactured with a water-stabilized plasma spray gun. The effect of the Excimer laser annealing on the structure and morphology of the coated surfaces was evaluated. A detailed study was carried out to investigate the effects of different parameters such as laser energy density (fluence), pulse repetition rate (PRR), and the number of shots on the microstructure, surface morphology, and mechanical properties of the coatings.
2. Materials and Methods
In the present work, AZ-40 coatings were manufactured with water stabilized plasma (WSP) spray gun. Table 1 lists the spray parameters. 1 mm thick AZ-40 coating sprayed on mild steel substrates. Before spraying the coating, the substrates were grit blasted and a thin layer of aluminum was arc sprayed; after spaying the samples were polished.
The coated samples were irradiated using Lambda Physik Compex 205 system. It uses krypton fluoride (KrF) as lasing medium and generates a beam characterized by a wavelength of 248 nm, a bandwidth of 300 pm, and a pulse duration of 24 ns. The output beam has a rectangular cross-section of 0.6 × 2.4 cm2, and a Gaussian distribution in vertical and horizontal directions. The beam is then directed in a guiding system where the pulse is reshaped into a square of 1.6 × 1.6 cm2 with a homogenized beam intensity in the transverse direction, and then it passes via a magnifying lens to reduce the spot size on the target to 0.48 × 0.48 cm2. The energy density was varied from 200 mJ/cm2 to 800 mJ/cm2, the number of shots was changed from 300 to 3000 shots, and frequencies of 10 and 50 Hz were used. The laser treatment was conducted under vacuum to avoid oxidation or contamination of samples.
The surface morphology and microstructure was investigated using Field Emission Scanning Electron Microscope (FESEM) analysis (LEO Supra 55 FESEM).
Mitutoyo surface roughness and Vickers microhardness testers were used to measure surface roughness and
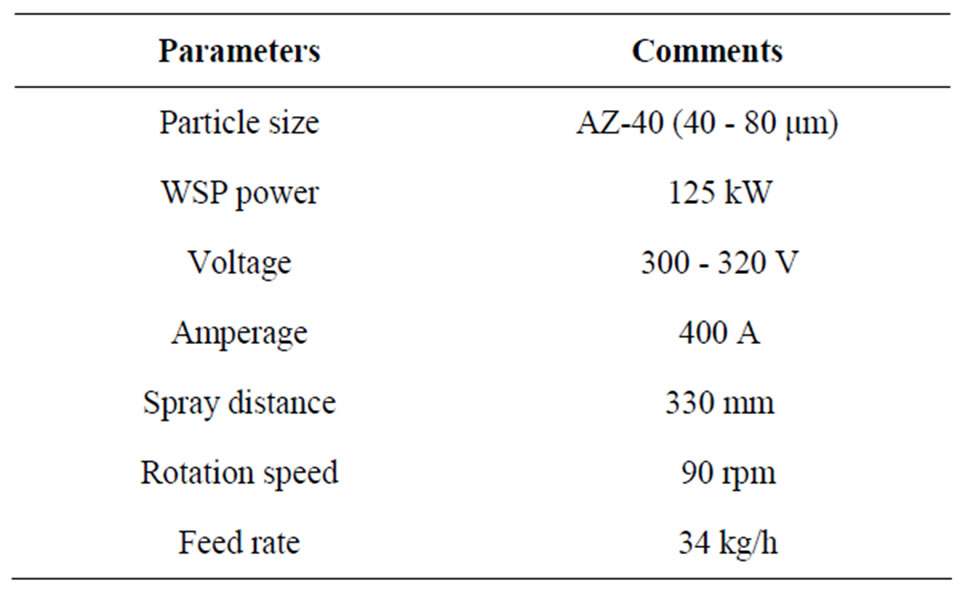
Table 1. Spray parameters for plasma gun.
hardness of treated and untreated samples. VHN measurements were conducted under 300 g load and 15 s duel time. The area percentage of porosity of the coatings was estimated using ImageJ software. The phase composition of coatings was determined using Philips X-ray diffractometer (Philips APD 3520) and elements present at the surface were identified by energy dispersive spectroscope (EDS) attached to the FESEM.
3. Results and Discussion
3.1. Phase Properties of as Sprayed Coatings
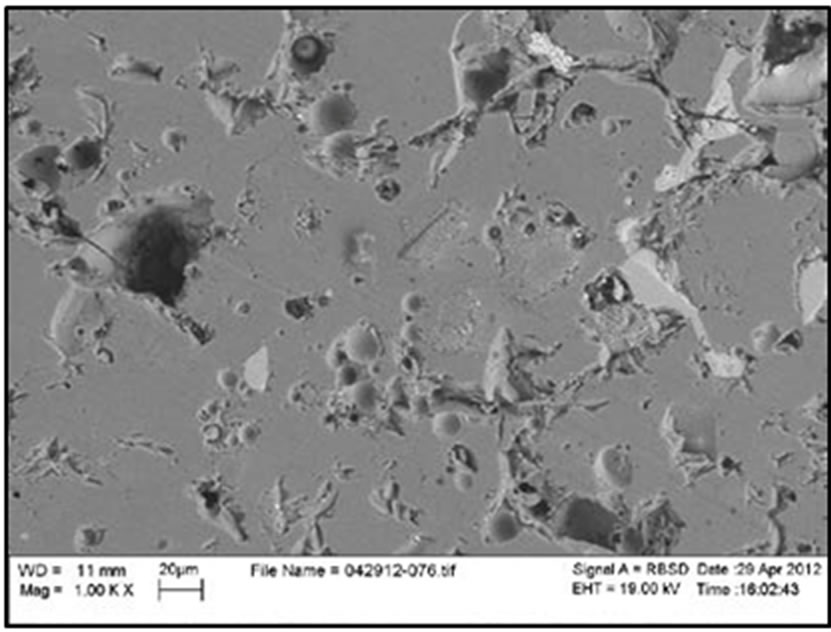
Figure 1 shows the morphology of as sprayed AZ-40 coatings. The topography is characterized by high density of defects due to the plasma spray process itself, e.g. pores, cracks, inclusions, and partially melted regions. This is consistent with many observations made in previous studies on plasma sprayed ceramics [2-4,6,7]. In plasma spraying, materials in the form of powder are melted and propelled against the surface of the substrate forming splats. Rapid solidification of individual splats creates cracks and large pores between splats. Fragmentation of molten droplets at impact creates cracks within splats and surface craters. In addition, molten material entraps gases and inclusions during plasma spraying process. Some particles do not melt completely causing formation of partially melted regions on surface of the coating [4,8,13]. Figure 1 also shows white regions rich in zirconia at the surface of the coating. It is well established that alumina and zirconia have very low mutual solid solubility [1].
Figure 2 shows the XRD profiles of the laser treated and untreated AZ-40 coating. Both profiles are similar and no major phase changes have taken place. The XRD patterns indicated that the AZ-40 have crystalline structures consist mainly of tetragonal zirconia and alpha alumina. The tetragonal zirconia has stronger peak intensity than alumina. Irradiation of the AZ-40 coating with 800 mJ/cm2, 100 P and 10 Hz led to slight increase in

Figure 1. As sprayed plasma sprayed AZ-10 coating.
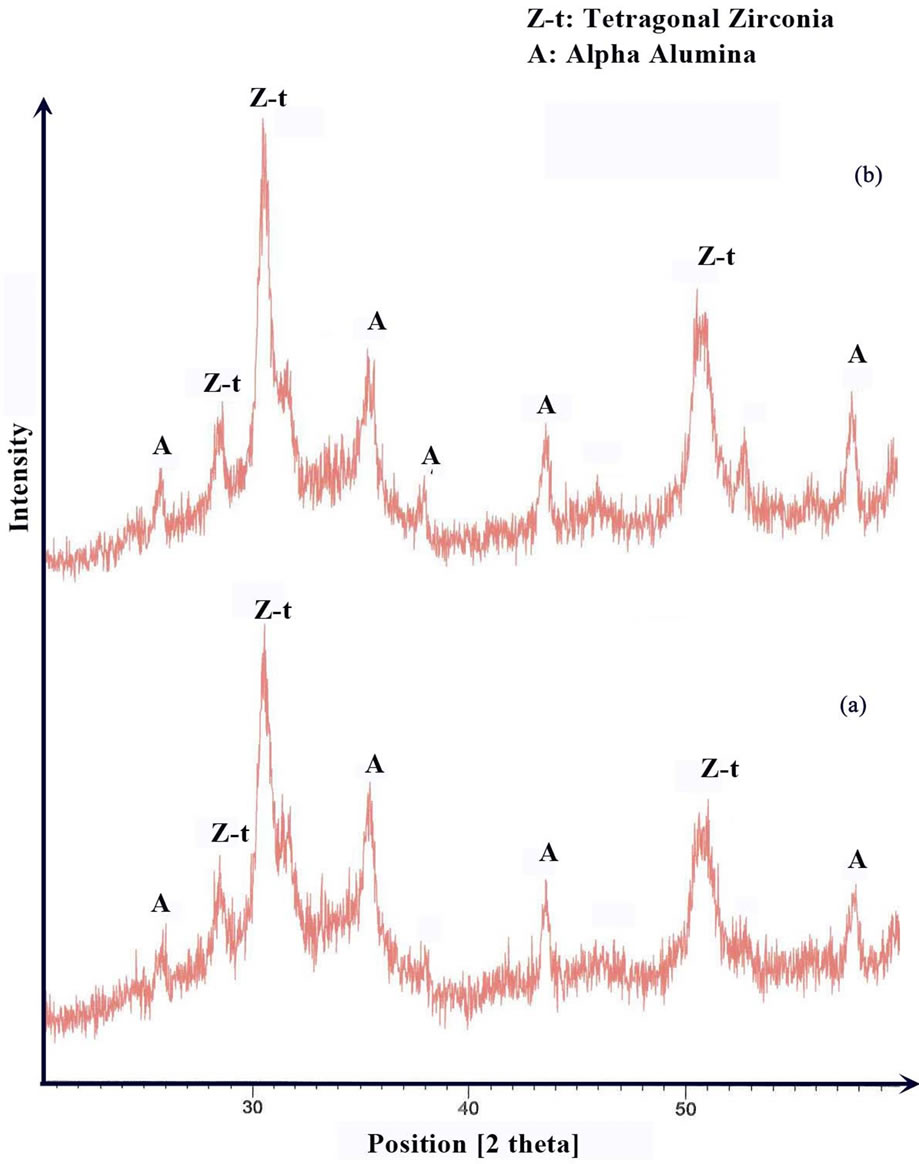
Figure 2. XRD of AZ-10 coatings. (a) As sprayed coating; (b) As laser treated irradiated at 800 mJ/cm2, 100 P and 10 Hz.
diffraction peaks intensity of zirconia and alumina. The XRD patterns also show some amorphous phases. It is well known that plasma spray coatings are subject to melting and rapid solidification cycles resulting in an amorphous structure phases [2,4,7,14-17].
3.2. Effects of Laser Parameters on Surface Morphology
3.2.1. Effect of Laser Energy Density (Fluence)
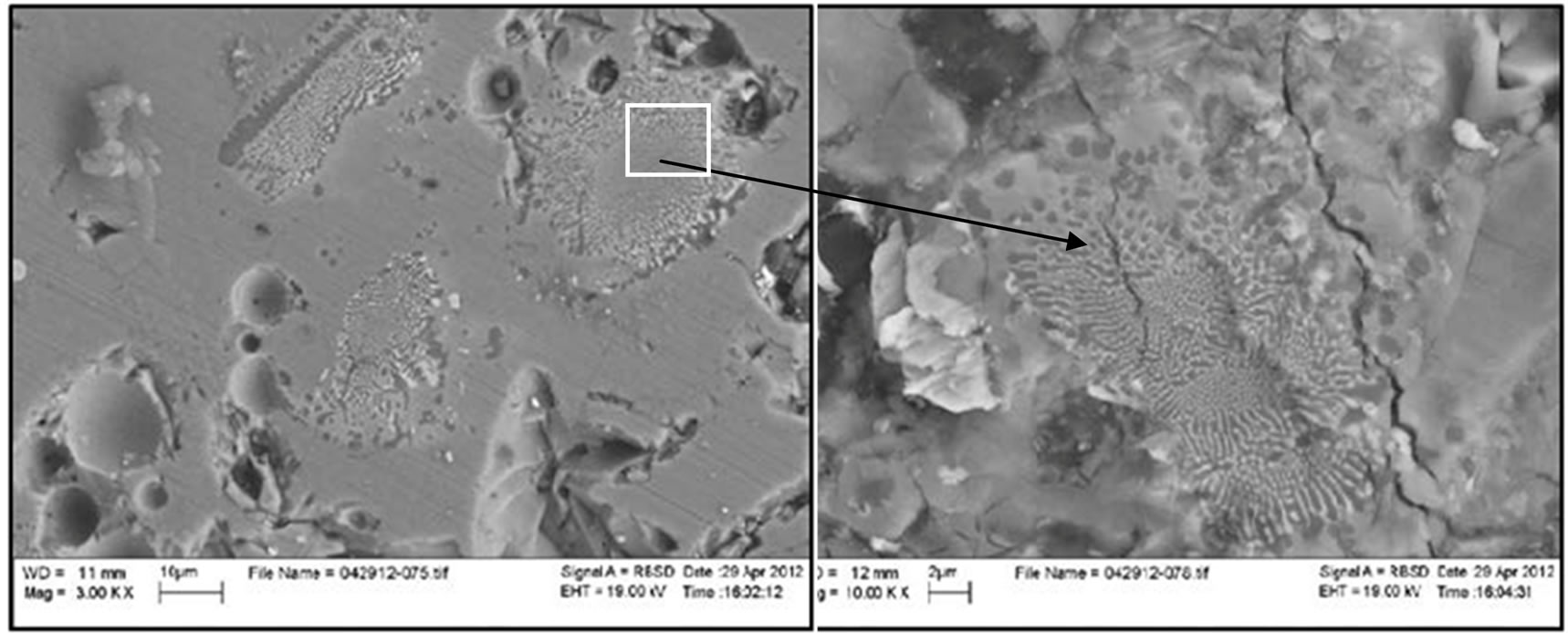
Figure 3(a) shows that the surface of AZ-40 plasma sprayed coating irradiated at 200 mJ/cm2 is smoother than the as sprayed coating (Figure 1). The surface contains relatively less defects (pores and cracks) than the untreated coating, and white regions show zirconia segregation. However, at higher magnification (Figure 3(b)) a feature (identified by square in Figure 3(a)), which was not observed on surface of the as sprayed samples, is identified after laser treatment at low fluence. These regions are composed of white zirconia embedded into dark alumina matrix as indicated by EDS analysis shown in Figure 4 where the white areas are rich in zirconia while dark regions are rich in alumina. Once melted together, during plasma spraying, they crystallize to form this eutectic structure. This eutectic structure was observed by Tarasi et al. while studying in flight particles of plasma sprayed alumina-zirconia [1,14-21].
The EDS results shown in figure 4b are consistent with SEM observations. EDS reveals that these regions are composed of around 60% Al2O3 and 40% Zro2, which is the eutectic composition of alumina-zirconia composite.
These regions have various compositions across the area; EDS confirmed that the middle part of this region (light grey) is a region rich in zirconia. This region is characterized by a glassy crystallize structure; it is also divided into segments, which reveal that it was highly affected by excimer laser irradiation.
The left side of Figure 5 shows a zirconia phase region that did not melt but rather fractured in a brittle manner due to phase transformation of tetragonal zirconia to alpha alumina. However, the alumina phase region clearly presents a phase that was fully melted during irradiation. It is important to note that excimer laser has a Gaussian beam profile that results in a temperature gradient in the area irradiated with laser.
By comparing laser treated surface at 800 mJ/cm2 and 200 mJ/cm2 in Figure 6, it is clear that at 800 mJ/cm2 the
 (a) (b)
(a) (b)
Figure 3. Surface of AZ-10 irradiated at 200 mJ/cm2, 1500 P and 10 Hz at different magnifications (a) at 3 KX, and (b) at 10 KX.
 (a) (b)
(a) (b)
Figure 4. (a) Higher magnification shows the eutectic structure of SEM image shown in Figure 3, (b) Eutectic structure confirmed by EDS.
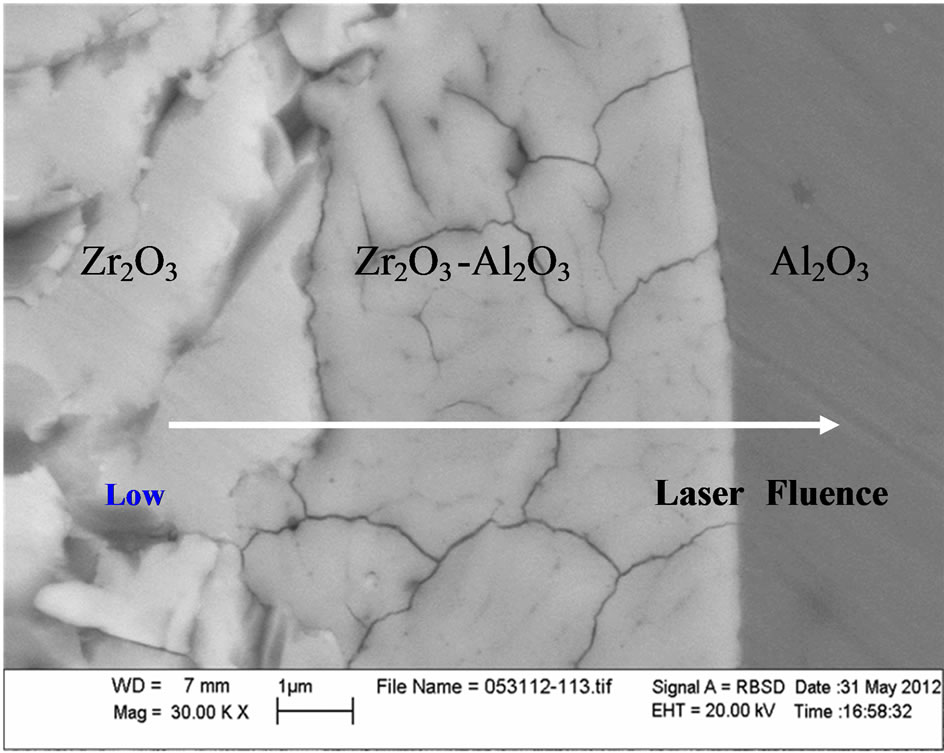
Figure 5. Surface of AZ-10 irradiated at 200 mJ/cm2, 200 P, and 50 Hz showing 3 phases regions.
surface drastically changed. As shown in Figure 6(b) at 800 mJ/cm2, the surface is divided into clear segments, typical surface morphology of excimer laser treated surface. At 800 mJ/cm2, the melted layer exhibits a smooth and glassy morphology with shiny appearance indicating a very fine crystal structure. Additionally, crystalline white areas are present all over the surface. The white color of these regions indicates that they are rich in zirconia. At these locations, the morphology of the surface completely changed, which indicates a fundamental change in structure and chemistry at these areas.
3.2.2. Effect of Laser Frequency (Hz)
Figure 7 compares the surfaces of AZ-40 coating treated at 800 mJ/cm2, 1000 P, 10 Hz, and 50 Hz. Both surfaces are characterized by segmentations, a typical feature of excimer laser annealing. The surface treated at 10 Hz is glassy and smooth crystal structure, a self-organized cluster cracks are formed in addition to segments as
 (a)
(a) (b)
(b)
Figure 6. Surface of AZ-10 irradiated at (a) 200 mJ/cm2, 1000 P, and 10 Hz, and (b) 800 mJ/cm2, 1000 P, and 10 Hz.
shown in Figure 7(a). At 50 Hz small “dome-like” structures grow all over the treated surface (Figure 7(b)), which are not present at 10 Hz. The surface has been completely melted and re-solidified to form “dome-like” columnar grains causing an increase in surface hardness [3].
 (a)
(a) (b)
(b)
Figure 7. Surface of AZ-10 irradiated at (a) 800 mJ/cm2, 1000 P, and 10 Hz, and (b) 800 mJ/cm2, 1000 P, and 50 Hz.
3.2.3. Effect of Number of Shots
At 800 mJ/cm2 segregated regions rich in zirconia appear at the surface of the coating as mentioned previously. Comparing surface treated with 500 shots to the one treated with 1000 shots shows that increasing the number of shots increases density of these crystalline areas (Figures 8(a) and (b)). Also, at 1000 pulse the segmentation is much more pronounced than at 500 shots. The crystalline white areas are composed of crystalline white regions rich in zirconia where very fine self-organized cluster of cracks are induced. Also these crystalline areas contain darker regions showing the eutectic structure as shown in Figure 6(b).
3.3. Surface Hardness
Figure 9 shows the micro hardness measurements of laser treated and untreated AZ-40 coatings. Coatings irradiated at 800 mJ/cm2, 1000 P and 50 Hz showed maximum hardness of 1115 Hv, corresponding to about 15% increase compared to untreated coatings (935 Hv).
By comparing samples irradiated at 200 mJ/cm2 and 800 mJ/cm2 it is clear that laser energy has an effect on surface hardness. Coating irradiated at 800 mJ/cm2, 1000
 (a)
(a) (b)
(b)
Figure 8. Surface of AZ-10 irradiated at (a) 800 mJ/cm2, 500 P, and 50 Hz, and (b) 800 mJ/cm2, 1000 P, and 50 Hz.
shots, and 10 Hz shows around 33% increase in surface hardness compared to the one treated at 200 mJ/cm2, 1000 shots, and 10 Hz
Figure 9 also shows that at 200 mJ/cm2, coatings irradiated with 3000 shots resulted in 19% decrease in surface hardness compared to one treated at 1500 shots. As mentioned previously increasing the number of shots tends to increase the surface defects, which is attributed to the decrease in hardness values.
At 800 mJ/cm2 there is an increase of around 7% between surface hardness of samples irradiated with 50 Hz and 10 Hz.
3.4. Surface Roughness
Figures 10 and 11 show the surface roughness measurements carried out before and after laser treatment of plasma sprayed AZ-40 coatings. The average surface roughness Ra of as sprayed coatings is about 1.261. It is interesting to note that the surface of untreated coating is continuously alternating up and down; it has a “zigzag” nature as shown in Figure 10.

Figure 9. Micro hardness values (Hv) of laser treated and untreated AZ-10 coatings.
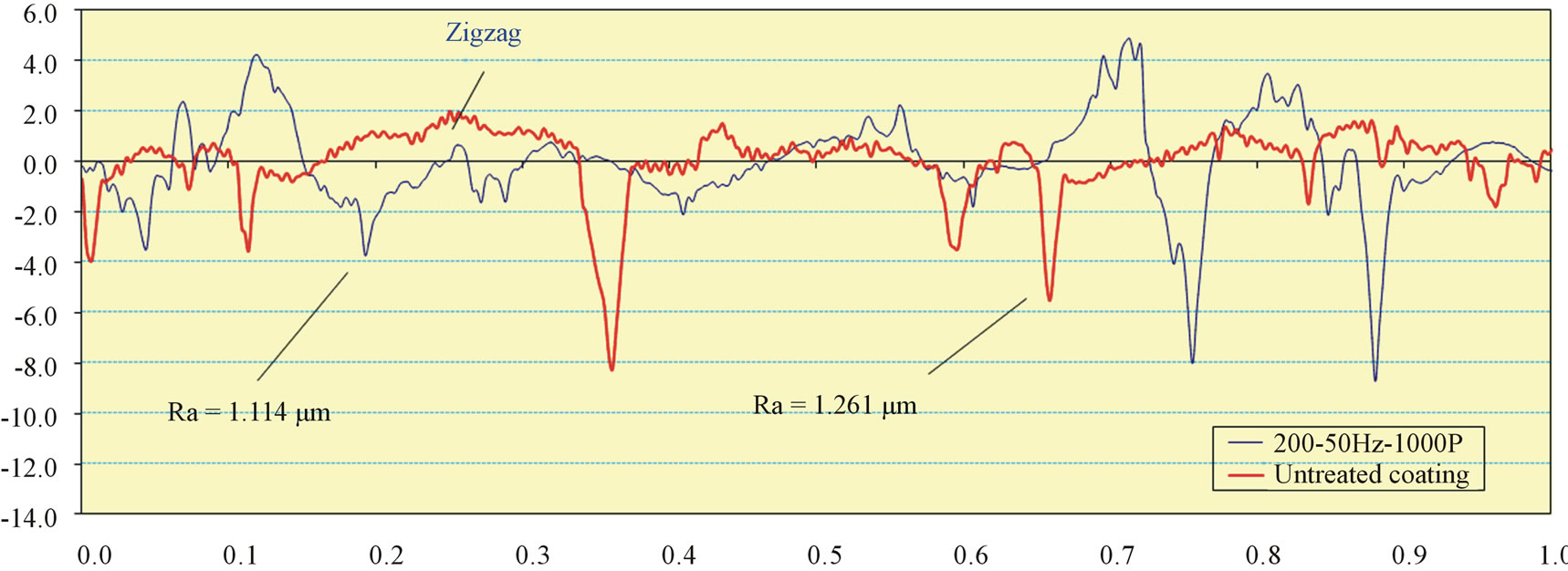
Figure 10. Effect of laser energy density (fluence) on the surface roughness of the AZ-10 coatings.
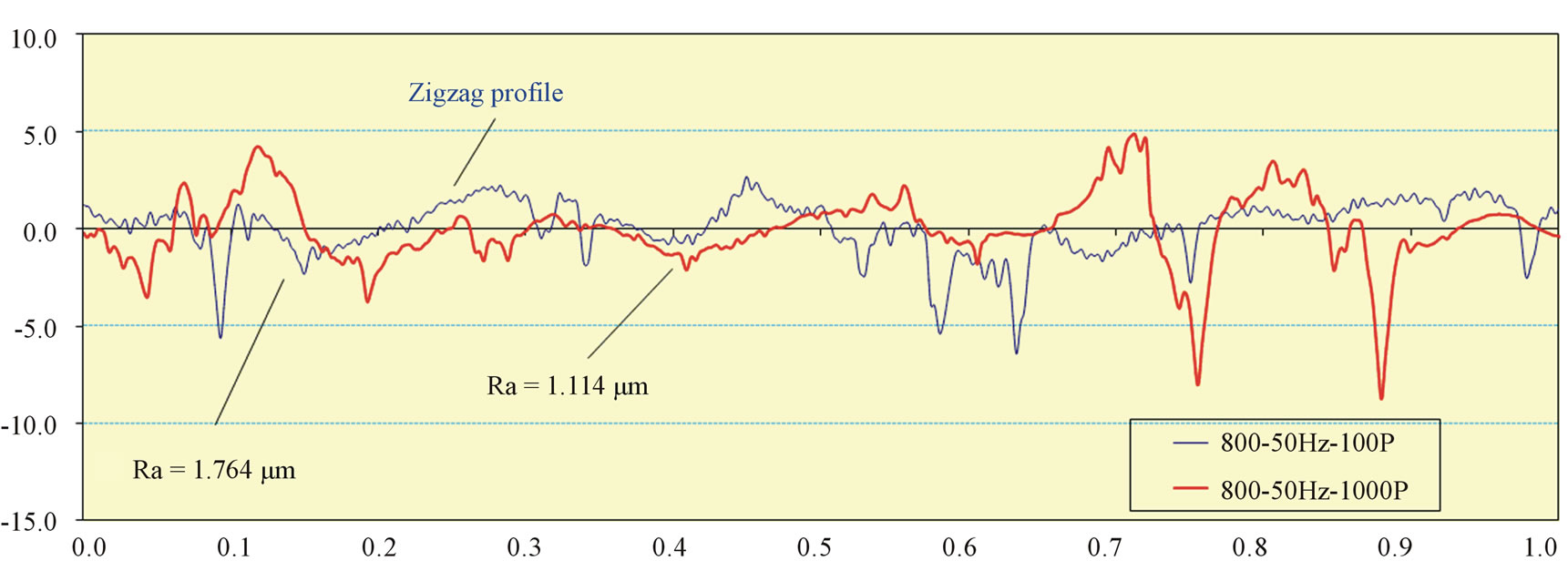
Figure 11. Effect of number of shots (P) on the surface roughness of the AZ-10 coatings.
Figure 10 reveals that irradiating the surface of coating with 800 mJ/cm2, 1000 P and 50 Hz lead to 12% decrease in Ra compared to untreated coatings. More importantly, the zigzag nature of the roughness profile (micro deviations) of the untreated coating disappeared. This result shows that excimer laser has a clear effect on the surface morphology of the AZ-40 plasma sprayed coatings.
Figure 11 shows that the surface roughness, Ra of coatings irradiated at 800 mJ/cm2, 50 Hz and 1000 P decreased to 1.114 μm compared to one treated at 100P (1.764 μm). As demonstrated in earlier section, at 800 mJ/cm2 crystalline white areas start to grow and increasing the number of shots inhibits the growth of these regions. This results in 36% decrease in Ra observed in Figure 11.
Increasing the number of shots gives time to surface to melt causing elimination of some defects initially present and significant change in the surface morphology. The recrystallization of the surface observed and the change in surface morphology is attributed to modification of the nature of surface profile. The smoothening of the profile curve is also accompanied by an increase in surface hardness. These results suggest that laser energy followed by the pulse repetition rate and the number of shots play a major role in modifying surface roughness of the coating.
3.5. Effect of Laser on the Surface Porosity
Figure 12 shows the estimated surface porosity for laser treated and untreated plasma sprayed coatings using ImageJ software (a public domain, Java-based image processing program developed at the National Institute of Health (NIH), Maryland, USA). As shown in Figure 12, laser energy has a significant effect on surface porosity. Irradiating the surface of AZ-40 coatings even at low laser energy caused a large decrease in porosity. The average area percentage porosity of untreated coating is 16.4% whereas the percentage porosity of coatings treated with laser operating condition of 200 mJ/cm2, 1500 P and 10 Hz is 6.75% corresponding to around 60% reduction. Previous studies indicated that pores absorb energy at a higher rate than flat surfaces [3]. These results suggest that at 200 mJ/cm2 most of the energy was absorbed by pores. This energy was used to melt material inside the pores and these molten regions help filling the pores with material transferred from other pores running parallel to the surface (~0.5 to 1 µm underneath the surface).
4. Conclusions
Plasma sprayed alumina-40% zirconia (AZ-40) coatings were annealed using excimer laser with different parameters and the characteristics of the untreated and treated surface analyzed. The microstructure of the sprayed coating is characterized by high density of defects and the presence of partially melted regions. XRD and SEM observations demonstrated that treated and untreated coatings are mostly crystalline structures.
The surface irradiated with laser energy of 200 mJ/cm2 revealed the eutectic structure, initially present at partially melted regions. Further increase in laser energy to 800 mJ/cm2 caused drastic change in surface morphology.
The surface completely melted and crystalline white areas rich in zirconia appeared all over the surface. The surface irradiated at 800 mJ/cm2, 1000 P and 50 Hz exhibited “dome-like” structures all over the surface, accompanied by a change in the “zigzag” nature of the surface profile of the sprayed coating and an increase in surface hardness. Laser energy and pulse repetition rate have a significant effect on surface morphology and porosity of the coating.
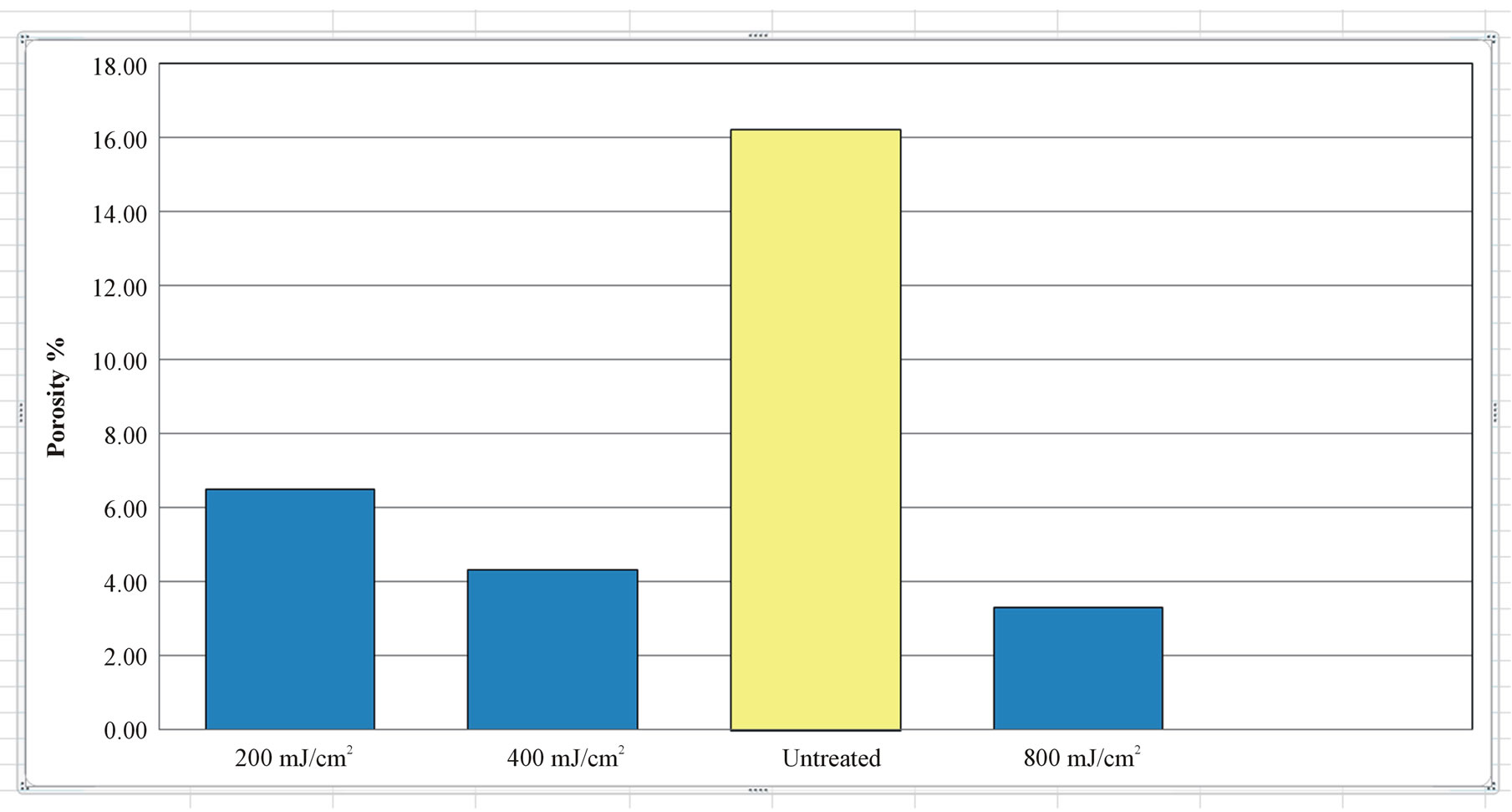
Figure 12. Effect of laser energy density (fluence) on the porosity of AZ-10.
5. Acknowledgements
One of the authors of this paper acknowledges that his research carried out in part at the Center for Functional Nanomaterials, Brookhaven National Laboratory, which is supported by the US Department of Energy, Office of Basic Energy Sciences, under Contract No. DE-AC02- 98CH10886.
REFERENCES
- F. Tarasi, M. Medraj, A. Dolatabadi, J. ObersteBerghaus and C. Moreau, “Structural Considerations in Plasma Spraying of the Alumina-Zirconia Composite,” Surface and Coatings Technology, Vol. 205, No. 23-24, 2011, pp. 5437-5443.
- J. R. Davis, “Handbook of Thermal Spray Technology,” ASM International, 2004.
- A. Ibrahim, H. Salem and S. Sedky, “Excimer Laser Surface Treatment of Plasma Sprayed Alumina—13% Titania Coatings,” Surface and Coatings Technology, Vol. 203, No. 23, 2009, pp. 3579-3589. doi:10.1016/j.surfcoat.2009.05.034
- R. McPherson, “A Review of Microstructure and Properties of PS Ceramic Coatings,” Surface and Coatings Technology, Vol. 39-40, Pt. 1, 1989, pp. 173-180. doi:10.1016/0257-8972(89)90052-2
- H. Li, S. Costil, V. Barnier and C. Coddet, “Surface Modifications Induced by Nanosecond Pulsed Laser Irradiation of Metallic Substrates,” Surface & Coatings Technology, Vol. 201, No. 3-4, 2006, pp. 1383-1392. doi:10.1016/j.surfcoat.2006.02.012
- R. S. Lima and B. R. Marple, “Toward Highly SinteringResistant Nanostructured ZrO2-7 wt. %Y2O3 Coatings for TBC Applications by Employing Differential Sintering,” Journal of Thermal Spray Technology, Vol. 17, No. 5-6, 2008, pp. 846-852.
- P. Fauchais, M. Vardelle, A. Vardelle, L. Bianchi and A. C. Leger, “Parameters Controlling the Generation and Properties of Plasma Spray Zirconia Coatings,” Plasma Chemistry and Plasma Processing, Vol. 16, No. 1, 1996, pp. 99-125.
- A. Ibrahim, Z. Abdel Hamid and A. Abdel Aal, “Mechanical Properties and Microstructure of Nanostructured and Conventional Alumina-Titania Plasma Spray Coatings,” Journal of Material Science Engineering A, Vol. 527, No. 3, 2010, pp. 663-668. doi:10.1016/j.msea.2009.08.054
- D. Basting, “Excimer Laser Technology: Laser Sources, Optics, Systems and Applications,” Lambda Physik, Bristol, 2001.
- D. W. Thomas, C. Foulkes-Williams, P. T. Rumsby and M. C. Gower, “Surface Modification of Polymers and Ceramics Induced by Excimer Laser Radiation,” In: E. Fogarassy and S. Lazare, Eds., Laser Ablation of Electronic Materials, Elsevier Science Publications, Berlin, 1992, pp. 221-228.
- S. P Harimkar and N. B. Dahotre, “Crystallographic and Morphological Textures in Laser Surface Modified Alumina Ceramic,” Journal of Applied Physics, Vol. 100, No. 2, 2006, pp. 24901-24907. doi:10.1063/1.2214365
- J. Brannon, “Excimer Laser Ablation and Etching,” American Vacuum Society, New York, 1993.
- E. Lee, Y. Sohn, S. Jha, J. Holmes and R. Sisson, “Phase Transformations of Plasma-Sprayed Zirconia-Ceria Thermal Barrier Coatings,” Journal of the American Ceramic Society, Vol. 85, No. 8, 2002, pp. 2065-2071. doi:10.1111/j.1151-2916.2002.tb00405.x
- V. Jayaram, C. G. Levie, T. Whitney and R. Mehrabian, “Characterization of Al2O3-ZrO2 Powders Produced by Electrohydrodynamic Atomization,” Materials Science and Engineering A, Vol. 124, No. 1, 1990, pp. 65-81. doi:10.1016/0921-5093(90)90336-2
- H.-J. Kim and Y. J. Kim, “Amorphous Phase Formation of the Pseudo-Binary Al2O3-ZrO2 Alloy during Plasma Spray Processing,” Journal of Materials Science, Vol. 34, No. 1, 1999, pp. 29-33. doi:10.1023/A:1004492919174
- A. L. Vasiliev, N. P. Padture and X. Ma, “Coatings of Metastable Ceramics Deposited by Solution-Precursor Plasma Spray: I. Binary ZrO2-Al2O3 System, “Acta Materialia, Vol. 54, No. 18, 2006, pp. 4913-4920. doi:10.1016/j.actamat.2006.06.025
- T. Chraska, K. Neufussa, J. Dubskya, P. Ctibora and P. Rohan, “Fabrication of Bulk Nanocrystalline AluminaZirconia Materials,” Ceramics International, Vol. 34, No. 5, 2008, pp1229-1236. doi:10.1016/j.ceramint.2007.04.001
- Z. Zhou, H. Shirasawa, N. Eguchi and A. Omori, “Microstructures and Characterization of Zirconia-Yttria Coatings Formed In Laser and Hybrid Spray Process,” Journal of Thermal Spray Technology, Vol. 8, No. 3, pp. 405-413. doi:10.1361/105996399770350359
- G. Antou, G. Coddet and F. Machi, “Modification of Ceramic Thermal Spray Deposit Microstructures Implementing in Situ Laser Remelting,” Surface and Coatings Technology, Vol. 172, No. 2-3, 2003, pp. 279-290. doi:10.1016/S0257-8972(03)00431-6
- J. Iwaszko, “Surface Remelting Treatment of PlasmaSprayed Al2O3 + 13 wt% TiO2 Coatings,” Surface & Coatings Technology, Vol. 201, No. 6, 2006, pp. 3443- 3451. doi:10.1016/j.surfcoat.2006.07.234
- F. Tarasi, M. Medraj, A. Dolatabadi, J. Oberste-Berghaus and C. Moreau, “Amorphous and Crystalline Phase Formation during Spraying of the Alumina-Zirconia Composite,” Journal of the European Ceramic Society, Vol. 31, No. 15, 2011, pp. Pages 2903-2913.
NOTES
*Corresponding author.