Agricultural Sciences
Vol.05 No.13(2014), Article ID:51799,6 pages
10.4236/as.2014.513141
Study of Maleic Anhydride Grafted Polypropylene Effect on Resin Impregnated Bamboo Fiber Polypropylene Composite
Gibeop Nam, Noboru Wakamoto, Kazuya Okubo, Toru Fujii
Department of Mechanical Engineering, Doshisha University, Kyoto, Japan
Email: eum1502@mail4.doshisha.ac.jp
Copyright © 2014 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 25 September 2014; revised 24 October 2014; accepted 13 November 2014
ABSTRACT
Previously, Polyvinyl Alcohol (PVA) and phenolic resin were used for resin impregnated bamboo fiber reinforced PP composites which was manufactures for resin impregnated bamboo fiber with polypropylene (PP). Resin impregnation method can show improvement on tensile strength of fiber. However, to reduce the contact surface area and low inter-facial shear strength (IFSS) between impregnated resin and matrix, using 40% weight fraction of bamboo fiber in PP matrix, PVA impregnated composites with mean flexural and tensile strength 10% higher than untreated composites were produced butphenolic resin impregnated fiber reinforced composition’s mechanical properties were decreased. In this study maleic anhydride grafted polypropylene (MAPP) was used to increase interfacial shear strength between resin impregnated fiber and PP. With 10% MAPP, IFSS between resin impregnated fiber and PP increased more than 100% and reinforced composites. MAPP with untreated, phenolic resin and PVA impregnated cases showed similar mechanical properties. Yet in water absorption test, the PVA treatment with bamboo/PP composites increased water absorption ratio. But with 10% MAPP, matrix PP water absorption ratio decreased like phenolic resin impregnated fiber reinforced composites. 10% MAPP with resin impregnated bamboo fiber reinforced PP composites can improve IFSS, mechanical properties of composite and can decrease water absorption PVA resin impregnated bamboo fiber reinforced composites.
Keywords:
Bamboo Fiber Reinforced Composite, Resin Impregnation Method, Polyvinyl Alcohol, Phenolic Resin, Fiber Treatment, Maleic Anhydride Grafted Polypropylene (MAPP), Mechanical Properties

1. Introduction
Nowadays, high demand and increase in more mature and eco-friendly lifestyle, along with limitation of petroleum industry due to global warming, waste problem and exhaustion of resource, have alerted a number of researchers around the world to seek for the development of much more sustainable composite materials compared to conventional glass fiber reinforced composite ones. Most of green composite are made from yearly renewable material, and thus disposing treatments of the green composites becomes easier and environment friendly. For those reasons, natural fiber composites have already been applied for fabricating some products such as furniture and architectural materials. Recently they have gained widespread use in the automobile industry. In their application, synthetic resins such as polypropylene and polyethylene are commonly used as a matrix for natural fiber composites. However, those composites often display problems of fiber-matrix compatibility which results in decrease of mechanical properties. Therefore, in order to improve the interaction between fiber and matrix, surface treatments are necessary for modifying fibers’ morphology [1] -[6] .
Natural fiber is a traditional material which has been used throughout human history to produce cloth and fabric. Natural fiber is gathering from animal and plants. Generally plant fiber is used in green composite research for reinforcement. This is because the plant fiber has benefits such as easily renewable substance, mass gathering and low cost. With FRP method, polymer can get more functional properties but established reinforcement fibers have high price or pollution problems. Natural fiber can replace established fiber for eco-friendly, density and cost. Previously Jute, kenaf, hemp and flax are used for composite.
Bamboo fiber is one of common materials used in human history but lately in Far East Asia, most of bamboo materials are replaced with plastics. It means it does not need to compete with other, against jute, kenaf and hemp. Also bamboo fiber is one of strong natural fibers, which has near or over tensile strength than mild steel. Moreover bamboo is one of fast growing plants and has high mechanical properties.
Resin impregnation method used PVA or phenolic resin had been applied for impregnation. Resin impregnation method for fiber has recovered fiber damage on surface and filled fiber rumen. It can increase fiber mechanical properties and decrease water absorption ratio.
Maleic anhydride grafted polypropylene (MAPP) is one of common modification methods for PP. It usually can improve inter-facial shear strength (IFSS) between fiber and matrix and increase mechanical properties of composites.
Due to the expansion of the green composite field, it has given us the assignments like finding cost efficient, more stale, better water absorbing materials. Previous PVA resin impregnation method with PP composites increased water absorption ratio and phenolic resin impregnation method with PP composites decreased IFSS and mechanical properties. In this paper, PP and MAPP combination was used as one of common methods for improving PP composites. Fiber tensile strength, inter-facial share strength between fiber and matrix, tensile and flexural strength, impact test and water absorption ratio was considered.
2. Experiments
2.1. Materials
The thermoplastic polymer PP, used as matrix material, was supplied by the Primepolymer (Japan). It had specific gravity of 0.90 - 0.91, melting temperatures of 165˚C - 171˚C and crystallinity of 82%. The Bamboo fiber used as reinforcing fiber was collected from China. Raw bamboo fiber obtained from bamboo which boiled with alkali solution. It washed with fluid water to remove impurities, such as; dust, bamboo powder and NaOH on fiber surface. Then it was dried with fan over 2 days. Maleic Anhydride grafted Polypropylene (MAPP) was used to modify PP matrix [7] .
2.2. Resin Impregnation Method
In this study two kinds of materials were used for resin impregnation method. PVA impregnation method was used on PVA produced by NACALAI TESQUE.INC (Japan). PVA solution was made with stirrer and 80˚C water based 3% solution mixed with over 24-hour period. It was to immerse natural fibers for two hours at room temperature. The Phenol resin treatment uses a 9% ethanol based solution. The components of the mix have used a homogenizer for 15 minutes. It was to immerse natural fibers for two hours at room temperature. Raw bamboo fiber (UB), phenol resin impregnated bamboo fiber (PHB), PVA impregnated bamboo fiber (PVB) were used for testing and manufacturing. Resin impregnated fiber was dried with fan over 2 days.
2.3. Bundle Fiber and Micro Drop Let Test Specimens
The bundle fiber tensile specimens and micro drop lets specimens were made with paper frame with washed fiber. With a paper frame fiber specimens were impregnated solutions. Micro drop lets specimens were knotted by MAPP/PP fiber and finally it was put in 180˚C oven for 30 minutes. Phenolic resin impregnated bundle fiber specimens were put in oven for 10 minutes for thermosetting. Diameter and drop lets size of specimens were measured by optical micro scope. Bundle fiber tensile specimens have 10 mm gage length.
2.4. Fabrication of Composites and Test Specimens
The composite specimens were prepared by using an injection molding machine. Before using injection molding machine, fiber and matrix were mixed in twin extruder twice. This happens inside the blocks which are heated at 170˚C. Both materials are added to the machine at the same time with a weight ratio of 3:10 (natural fiber: PP). MAPP was physically mixed with PP. As a result, 100% PP, 10% MAPP/PP and 100% MAPP were prepared. The mold used to produce specimens are prepared according to the Japanese Industrial Standard, specifically the JIS K 7139 standard. The Tensile, flexural, impact, and water absorption tests were conducted. Each type of composites was tested and its average values were reported. For tensile and bending tests, 15 and 10 specimens were used for each test and were conducted with a cross head speed of 2 mm/min and the average room temperature was 25˚C.
2.5. Water Absorption
Water absorption test used 5 specimens for each case and it followed the standard of room temperature. Before the test, specimens were dried in the oven at 70˚C for 24 hours. After dry, specimens were sodden in to the water. Total 8 times (1, 3, 24, 48, 96, 196, 288, 384 hours after), sodden specimens take out from water and measure weight of specimens. When before using scale, specimens were cleaned by paper towels [8] [9] .
3. Results and Discussion
3.1. Bundle Fiber Tensile Test
The fiber surface was coated by resin impregnation. Figure 1 shows surface morphology of untreated fiber and

Figure 1. Laser micro scoop images of bamboo fiber (top left), bamboo fiber with phenolic resin impregnated bamboo fiber (top right), and bamboo fiber with PVA impregnated bamboo fiber.
resin impregnation fiber. The fiber bundle tensile which treated with different strength bamboo fiber bundles has been measured and the results are shown in Figure 2. This was explained by the resin impregnation method that contributes to the increasing of tensile strength of fiber [10] . When bamboo fiber was manufactured, process which used alkali solution for separation fiber from bamboo, showed the most successful rate. However, the alkali solution can cause to decrease in tensile strength of natural fiber. As reported by Mwaikambo and Ansell [11] , an alkali treatment would certainly damage the fiber and consequently reduce the tensile strength of the fiber. The resin impregnation method can fix and increased tensile strength of fiber. In this test, fiber diameter measure by 2D, and supposed fiber shape is cylindrical. It caused huge error in Figure 2. In this study checked over the 50 specimens than we conclude bundle fiber tensile strength was improved.
3.2. Micro Drop Let Test
The resin impregnation is filling up and covered fiber rumen and surface. When fiber surface was coated, it fixed fiber crack of surface but at the same time it caused surface area to decease. Inter-facial shear strength between phenolic resin impregnated bamboo fiber and PP was lower than untreated. It was guessed that first physical shape was changed to a simple one and it reduced its contact area between fiber and matrix, and second inter-facial shear strength between fiber and phenolic resin is not so high [12] . PVA impregnated fiber was increased than untreated; it is based on chemical bonding between fiber and matrix. Figure 3 is laser micro scoop image of bamboo fiber on PP droplet for micro drop let test.
3.3. Mechanical Testing for Composites
The influence of the fiber treatment on the tensile strength and flexural strength are illustrated in Figure 4. As it

Figure 2. Resin impregnated bundle bamboo fiber tensile test.

Figure 3. Laser micro scoop image of micro drop let specimen.



Figure 4. Mechanical properties of PP (top left), 10% MAPP/PP (top right), 100% MAPP (bottom) composites.
can be seen in Figure 4, the tensile strength and flexural strength of the bamboo/MAPP/PP composites are not so different from resin impregnation, whereas the strength of the bamboo/MAPP/PP composite does not vary significantly even with treatment. It is different trend without MAPP. In the case of PP with the PVA impregnation, it is slightly higher than others. However with MAPP, untreated and resin impregnated cases have enough strength of IFSS. Bending test results show same trend with tensile test as it can be seen, in Figure 4. In this test also fiber diameter measure by 2D, and supposed fiber shape is cylindrical. It caused huge error in Figure 5. In this study checked over the 50 specimens than we conclude bundle fiber inter facial shear strength was improved.
3.4. Water Absorption
Figure 6 shows water absorption ratio of PP and MAPP/PP composites with resin impregnated bamboo fiber. The water absorption characteristics of the manufactured composites relate to a fiber treatment method. In PP composites case, the water absorption (%) decreased with phenolic resin impregnated fiber. The phenolic resin impregnated fiber reinforced composites had lower water content compared to the raw fiber reinforced composites. This may be due to the effect of the fiber surface being coated. But PVA resin impregnated fiber reinforced composite was higher than raw fiber reinforced composite. This can be explained because phenolic is one of hydrophobic material but PVA is one of hydrophilic material. As a result, phenolic resin impregnated fiber reinforced composites absorbed less water which might improve the dimensional stability of the composites. In PP mixed 10% MAPP shows different trend with pure pp composites. Pure PP and MAPP have similar water absorption ratio. But with fiber MAPP mixed composites have low water absorption ratio than PP matrix composites. In PP matrix case, PVA impregnated fiber reinforced composites have most high water absorption ratio, but in MAPP mixed PP matrix composites, untreated fiber reinforced composites have most high ratio of all.

Figure 5. Micro drop let test for resin impregnated bamboo fiber and MAPP/PP.
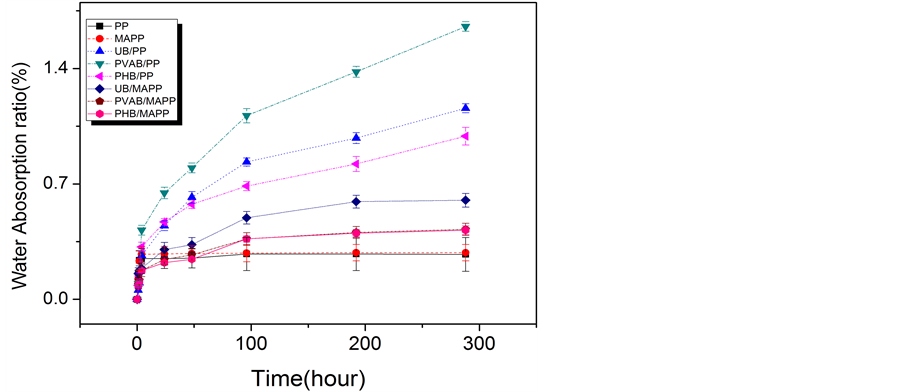
Figure 6. Water absorption test resin impregnated fiber with bamboo/ PP and bamboo/MAPP/PP composites.
Water absorption ratio of PVA impregnated fiber reinforced composites shows similar result with phenolic resin impregnated fiber reinforced composites.
4. Conclusion
In this study, bamboo fiber reinforced MAPP/PP composites were manufactured using twin extruder and injection molding method. Raw bamboo fiber was resin impregnated and manufactured composites were resin impregnated with phenolic resin and PVA to increase the compatibility of the bamboo fiber with the 100% PP matrix 10% MAPP/PP matrix and 100% MAPP matrix. A significant effect on the PVA impregnated on the water absorption properties has been observed. Pure PP and phenolic resin impregnated bamboo fiber reinforced composites were lower than PVA impregnated bamboo case, but MAPP/PP matrix cases show much lower result. Following conclusion can be drawn for the experimental results of this study. Unexpectedly bamboo fiber did not significantly improve mechanical properties with resin impregnation. However with resin impregnation method, composite can reduce water absorption ratio. Resin impregnation method is therefore a good material for MAPP/PP composites when considering reducing water absorption.
Acknowledgements
This study was supported by the High technological research project on “Research and Development Center for Advanced Composite Materials” of Ministry of Education, Culture, Sports, Science and Technology, Japan.
References
- Tokoro, R., Vu, D.M., Okubo, K., Tanaka, T., Fujii, T. and Fujiura, T. (2008) How to Improve Mechanical Properties of Polylactic Acid with Bamboo Fibers. Journal of Materials Science, 43, 775-787. http://dx.doi.org/10.1007/s10853-007-1994-y
- Kalia, S., Kaith, B.S. and Kaur, I. (2009) Pretreatments of Natural Fibers and Their Application as Reinforcing Material in Polymer Composites—A Review. Polymer Engineering & Science, 49, 1253-1272. http://dx.doi.org/10.1002/pen.21328
- Mohd Edeerozey, A.M., MdAkil, H., Azhar, A.B. and Zainal Ariffin, M.I. (2007) Chemical Modification of Kenaf Fibers. Material Letters, 61, 2023-2025. http://dx.doi.org/10.1016/j.matlet.2006.08.006
- Okubo, K., Fujii, T. and Yamamoto, Y. (2004) Development of Bamboo-Based Polymer Composites and Their Mechanical Properties. Composites Part A: Applied Science and Manufacturing, 35, 377-383. http://dx.doi.org/10.1016/j.compositesa.2003.09.017
- Ticoalu, A., Aravinthan, T. and Cardona, F. (2010) A Review of Current Development in Natural Fiber Composites for Structural and Infrastructure Applications. Proceedings of Southern Region Engineering Conference, Toowoomba, 11- 12 November 2010, 1-5.
- Parveen, S., Rana, S. and Fangueiro, R. (2012) Natural Fiber Composites for Structural Applications. Mechanics of Nano, Micro and Macro Composite Structures, Politecnico di Torino, 18-20 June 2012.
- Mishra, S., Naik, J.B. and Patil, Y.P. (2000) The Compatibilising Effect of Maleic Anhydride on Swelling and Mechanical Properties of Plant-Fiber-Reinforced Novolac Composites. Composite Science and Technology, 60, 1729- 1735. http://dx.doi.org/10.1016/S0266-3538(00)00056-7
- Espert, A., Vilaplana, F. and Karlsson, S. (2004) Comparison of Water Absorption in Natural Cellulosic Fibres from Wood and One-Year Crops in Polypropylene Composites and Its Influence on Their Mechanical Properties. Composites Part A: Applied Science and Manufacturing, 35, 1267-1276. http://dx.doi.org/10.1016/j.compositesa.2004.04.004
- Panthapulakkal, S. and Sain, M. (2007) Injection-Molded Short Hemp Fiber/Glass Fiber-Reinforced Polypropylene Hybrid Composites—Mechanical, Water Absorption and Thermal Properties. Journal of Applied Polymer Science, 103, 2432-2441. http://dx.doi.org/10.1002/app.25486
- Kim, B.S., Chun, B.H., Lee, W.I. and Hwang, B.S. (2009) Effect of Plasma Treatment on the Wood Flour for Wood Flour/PP Composites. Journal of Thermoplastic Composites Materials, 22, 21-28. http://dx.doi.org/10.1177/0892705708091604
- Mwaikambo, L. and Ansell, M. (2002) Chemical Modification of Hemp, Sisal, Jute, and Kapok Fibers by Alkalization. Journal of Applied Polymer Science, 84, 2222-2234. http://dx.doi.org/10.1002/app.10460
- Sain, M.M. and Kokta, B.V. (1993) Toughened Thermoplastic Composite. I. Cross-Linkable Phenol Formaldehyde and Epoxy Resins-Coated Cellulosic-Filled Polypropylene Composites. Journal of Applied Polymer Science, 48, 2181- 2196.