Journal of Environmental Protection
Vol.4 No.3(2013), Article ID:28740,8 pages DOI:10.4236/jep.2013.43035
Implementation of Effluent Treatment Plants for Waste Water Treatment
![]()
1Department of Pharmacy, Rajshahi University, Rajshahi, Bangladesh; 2Department of Chemistry, Tejgaon College, National University, Dhaka, Bangladesh; 3Department of Chemistry, Rajshahi University, Rajshahi, Bangladesh; 4School of Materials Science and Engineering, University of New South Wales, Sydney, Australia.
Email: *mominul.chem@gmail.com
Received August 4th, 2012; revised January 5th, 2013; accepted February 6th, 2013
Keywords: Industrial Effluents; Water Quality; BOD; COD; TSS
ABSTRACT
This work is aimed at giving emphasis on the present pollution scenario in Bangladesh due to textile effluent and the consequent solution of the problem by installation of effluent treatment plant. Though the medium and small-scale industrial activities have a positive impact on the economy of our country, the increasing industrialization is contributing severe pollution to the environment by the toxic waste discharge. The liquid effluents from industries are causing a major havoc to the environment, ecology, agriculture, aquaculture and public health since the development of textile industries in the country. So, it is time to give a pause to the pollution and phase it out gradually to protect the river system. It had become a prerequisite to set up ETP in each industrial establishment, particularly at dyeing industries that were discharging huge amount of liquid waste to the rivers every day. Since the highest number of factories is of textile category and these types of factories play a major role in polluting the nature, Government’s main focus is on the textile mills and industries related to textile. But, for the successful implementation of ETPs, industry owners will have to be socially responsible and at the same time, government should provide the factory owners with logistic supports and relaxed timeframe to set up ETPs.
1. Introduction
Industrialization is an inevitable feature of economic intensification in a developing country. In the way of employment-intensive industrialization, textile industries are playing an utmost important role offering tremendous opportunities for the economy of Bangladesh. But, hasty and unplanned clustered growth of industries leads to adverse environmental consequence in an alarming way. Large quantity of water associated with the production of a number of dyeing and textile industries, releases toxic wastewater rich in dye and chemicals to the environment that result in severe water-body pollution. These untreated industrial effluents not only deteriorate surface water quality, ground water, soil, vegetation, but also cause many water borne diseases that are threatening to public health. Therefore, treatment facility for such wastewater is strictly recommended within the industry. But, in developing countries like Bangladesh, where less attention is paid to environmental protection, environmental regulations are not effectively implemented and pollution control techniques are not yet fully developed.
In this situation, pollution and the public health problem caused by the textile/ dyeing along with other industries in Bangladesh has been the focus recently and the gravity of installation of Effluent Treatment Plant (ETP) has drawn attention. Amid huge public criticism against textile dyeing and processing units for polluting waterbodies and farmland by releasing toxic chemical wastes, the government is trying to deal with the matter by setting deadlines to pressure the industries to set up ETPs. Thus, industries have to continue to progress in meeting environmental obligations by undertaking anti-pollution measures. As, a large number of factories are operating without the ETPs, violating the existing laws, it has become a challenge for Government and private sector to work together to promote ETP installation with clear understanding the gravity of the problem and to take necessary steps by giving proper attention to all aspects.
2. Background of Textile Industry in Bangladesh
The textile and apparel industry in Bangladesh occupies a prominent position within the country’s industrial structure. It is the largest manufacturing sector, providing jobs for some 50% of the total industrial workforce and contributing 9.5% of the country’s GDP.
Also, it accounts for almost 77% of total exports, making it Bangladesh’s leading foreign exchange earner [1].
In the early 1980s exports were dominated by jute while garment sales were insignificant. But today garment exports are by far the leading export category. In 2001/02 the clothing sector generated as much as US$ 4.58 billion in foreign exchange [1].
The industry benefits from special access to markets in the EU, Canada, Norway and Japan. Because Bangladesh is a least developed country, its textile and clothing exports enter these countries quota-free and duty-free. This concession, together with low labor costs, provides the garment sector with a strong competitive advantage [1].
Knitwear sector’s contribution was 7.64% of the readymade garments sector (RMG) sector in 1990-1991. It has shown to 49.43% in 2006-07. Last year knitwear export was over US$ 4.5 billion comprising 37.39% of the total export earning of Bangladesh. The RMG sector earned about 75.6% of the total export earning in 2006- 2007, a major share of which is from the export of knitwear [2].
Thus, these textile industries have established itself as important sub-sector in the national economy. Despite this fact, those impose socio-economic deprivation of the people of surrounding communities by polluting the environment. So, it is high time, industries should take remedy measures to build public confidence and demonstrate that they are also for protecting environment. Not only to meet the local laws, but also to meet the buyer’s requirement regarding environmental compliance, they can’t avoid their responsibility to meet the environmental obligation. Otherwise, our competiveness as a textile export country will be reduced sooner or later.
3. Pollution Scenario Due to Textile Effluent
In Bangladesh, industrial units are mostly located at waterside. A complex mixture of hazardous chemicals, both organic and inorganic, is discharged into the water bodies from all these industries, usually without treatment. Thus, industrial units drain effluents directly into the rivers without any consideration of the environmental degradation.
Textile and dyeing industries produce wastewater, or effluent, as a bi-product of their products, which contains several pollutants originated from sizing, bleaching, mercerizing, fancy dyeing, screen printing, yarn dyeing and finishing. Chemicals used in these industries include acrylonitrile, chlorinated phenols, salicylanilide, organic mercurial compounds, and copper ammonium carbonate [3]. Organic components degrade water quality during decomposition by depleting dissolved oxygen. The nonbiodegradable organic components persist in the water system for a long time and pass into the food chain. Inorganic pollutants are mostly metallic salts, and basic and acidic compounds. These inorganic components undergo different chemical and biochemical interactions in the river system, and deteriorate water quality.
In knit dyeing, the local textile dyeing industries higher amount of wastewater which varies from 150 - 330 liter per Kg of fabric, whereas the recommended amount of wastewater that can be discharged from composite textile dyeing industries is 100 liter per Kg fabric as per Environmental Conservation Rules, 1997 [4]. Disposal of these large amounts of wastewater with highly toxic compounds to water body and irrigable land is extensively threatening to the ecosystem and aquatic life and it also enters in our food chains. These lead to diminish the fisheries and agricultural economy day by day. The pollution leads to yield of poor quality of fish with the smell of chemicals. In general, pH of the effluent is found to above 11, which become lethal to all species of fish.
Again, the textile industries dispose large quantities of sulphates in their wastewater; this can be converted in the environment to hydrogen sulfide, a very poisonous gas. In addition, there is a large body of evidence that shows that residual textile dyes which go along with the wastewater can act as respiratory sensitizers and can lead to coughs, respiratory tract irritation ad asthma [4].
It is to be noted that, textile effluent comprises of large quantity of salt along with wastewater as dissolved solid. This salinity of the effluent is not removed by the conventional treatment of the effluent. So, with or without treatment, this wastewater disposed to the water system leads to increasing the salinity of water severely.
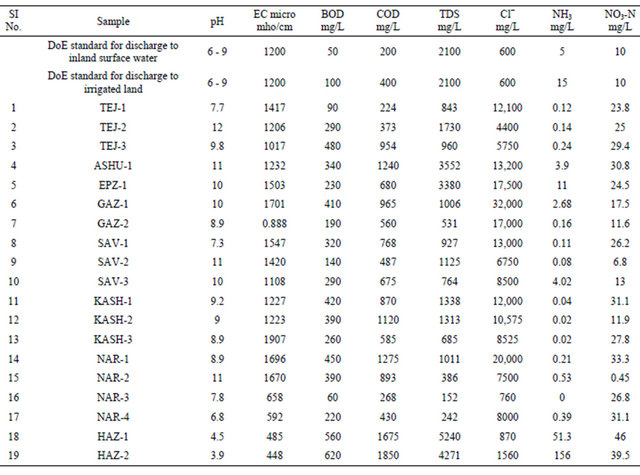
Thus, this indiscriminate discharge of untreated effluent to river deteriorates river water quality to unacceptable level and heavily impacts on water supply, human health, fisheries and agriculture. Recently, Government of Bangladesh (GoB) has conducted a study on survey of environmental pollution from industries in greater Dhaka, with the assistance of the United Nations Environmental Program (UNEP). Under the project, six clusters (Savar, Konabari, Tejgaon, Tongi, Hazaribagh and Narayangonj) are classified to undertake sampling and analysis the data to characterize wastewater. Table 1 shows cluster location and Table 2 shows analysis of waste water at different location with comparative study with standards.
4. ETP Practice in Bangladesh—A Contemporary View
As per Environmental Conservation Rules 1997, for the
Table 1. Location of sampling points [5].
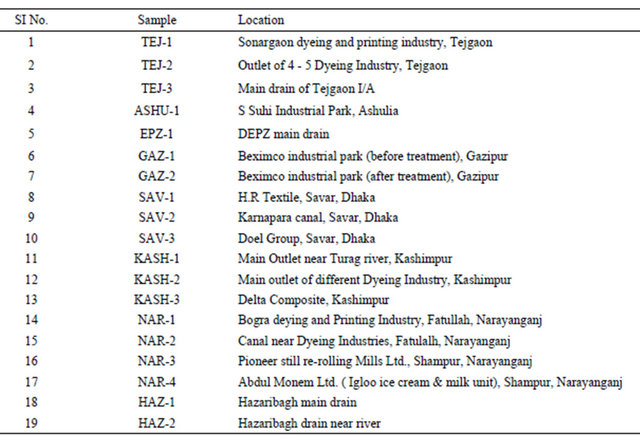
Table 2. Test result of analysis of samples [5].
purpose of issuance of Environmental Clearance Certificate, the industrial units and projects are classified into four categories (Green, Orange A, Orange B and Red) based on their site and environmental impact. Fabric dyeing and chemical treatment industries fall under the Red category. This clearly means that, when the industries apply for site clearance they must submit ETP plan along with process flow diagram, location, design and time schedule to Department of Environment (DoE). After the approval of ETP design, they make commitment in the Environmental Impact Assessment (EIA) approval process to install ETPs. After the ETP has been constructed, these Red category industries can apply for Environmental Clearance Certificate without which they are not allowed to start their production. So, according to the existing laws, all the textile and knit dyeing factories must have ETPs that must be operating throughout the year and all the ETPs (existing and to be constructed) must meet the national water quality standards.
Recently, the Government has identified a large number of knit and textile industries that have no effluent treatment plants. Knit processing industry within BKMEA have about 300 factories of which 100 may have ETP or in the process of installation to cover about 50 percent of the capacity in this sub-sector [2]. But, pollution level is still high that require strict measures. Most of the factories were found polluting air and water seriously as they did not have ETPs or other devices to check pollution. The inspection teams also found some factories did have ETPs but they kept those closed most of the time to save electricity. At present, big textile mills are constructed well within the rule of environmental compliance. Small and medium factories are the exceptions and most of these were built at least 20 years ago. There is no rule on such compliance and most of the medium and small textile units don’t have the financial ability to set up full-capacity ETPs. Few good textile industries are found to have their own ETPs, but hardly run their ETP up to the mark and also the factory authority does not pay due attention to it. Sometimes, ETPs are found undersized or otherwise non-functional units due to improper maintenance. The main problem associated with malfunctioning of existing ETPs is the lack of technical knowledge of ETP operators about the technology as because ETP concept is not that much familiar in our country. It is to be noted that, under capacity design leads to ineffective ETPs. Another reason behind is the unwillingness of factory owners to operate their ETPs due to operating and maintenance expenses, which is a gross violation of national laws.
Under the Department of Environmental Science, Jahangirnagar University, a study has been carried out to estimate the damage due to industries around Karnopara Khal, Savar, Dhaka and to investigate their ETP practice and effectiveness of ETPs as well.
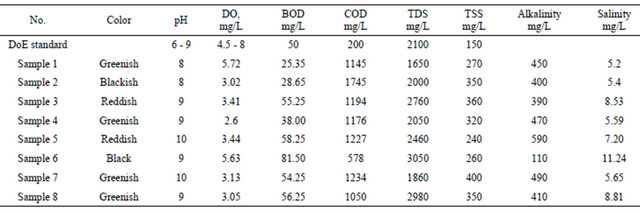
Waste water quality of effluent water (treated and untreated) from industries around the Karnopara Khal was investigated (Table 3) and also water quality of the Khal was carried out (Table 4) for clear assessment of the pollution situation with or without ETPs.
It was expected that ETP would treat effluent chemically and biologically so that after treatment the discharged water is not harmful to the environment. Unfortunately results obtained from samples of treated water from discharge points of ETP showed that ETP of few industries is not even capable of treating the effluent chemically and most of the parameters were found above the DoE Standards.
Although only few data were analyzed, from the presented data it can be well-understood that without treatment toxic dyeing effluents are harmful to environment and unfortunately treated effluent is also detrimental as because ETPs of some industries are not well performed one.
All the treated and untreated waste water are finally disposed into Karnopara Khal, that is why, water quality of Karnopara Khal was also analyzed to find out the dispersion level of the effluents coming from the above mentioned industries (Table 5).
Chemical analysis showed that the Chemical Oxygen Demand (COD) level in the Karnopara Khal water reached surprisingly high of 1745 mg/L that is about 9 times grater than the national effluent discharge standard (200 mg/L). The high COD level of the Karnopara Khal what showed a severe pollution. In the same manner, all other properties, which reflect the usable quality of water, have shown higher values than the DoE standards.
Not only in such particular location, but also all the water systems are polluted by the effluent of the industries situated by the river side in an alarming way which is absolutely threatening to the environment. Finally, from the viewpoint of protection of environment from further degradation, Bangladesh Government has set
Table 3. ETP status of investigated industries and their capacities [3].
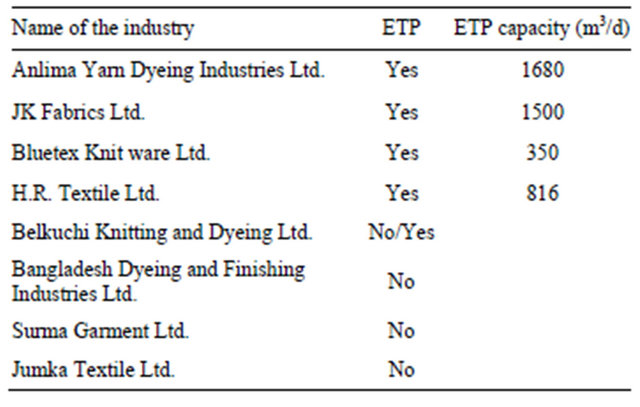
Table 4. Physico-chemical parameters of water samples from selected dyeing industries (investigated in DoES, JU) [3].
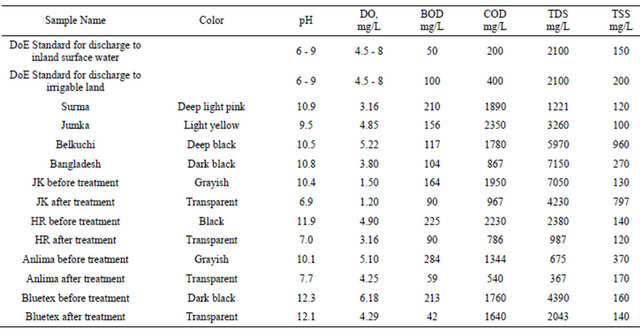
Table 5. Physico-chemical parameters of water samples from Karnopara Khal (investigated in DoES, JU) [3].
deadline asking errant units to install ETP if they are to in the business. So, considering the number of ETPs that have to be installed in a short time, this is a big challenge for the industries. And of course, Government has to play an important role coming forward to facilitate ETP installation with technical guidance and assistance.
5. Constriction to Promote Effective ETPs in Bangladesh
Installation of Effluent Treatment Plant (ETP) is must in textile dyeing units in the country on priority basis for sustainable growth of the sector and protect environment from degradation. There is no alternative to installation of ETP in the textile dyeing industries to keep pace with the quota-free global market of knit dyeing industries, especially in the wake of growing international consumers’ awareness on social and environmental compliance. In this regard, Government’s recent step to deal this matter stringently to pressurize industries to install ETP immediately is highly appreciable. It means that Bangladesh industries will have to comply with the existing laws and regulation of their own country. But, medium scale industries are not that much keen to set up ETPs since ETP is costlier, they cannot afford. That’s why; the need for invention of local technology in this respect has to be underscored.
Some of the industries have their own ETPs. But, unfortunately, these are not performing effectively. Some factory owners are unwilling to operate their ETPs 24 hours; this leads to decrease the efficiency of the treatment plant. The plant must be properly aerated and continuous operation ensures that microorganisms are provided with sufficient food that is wastewater and oxygen
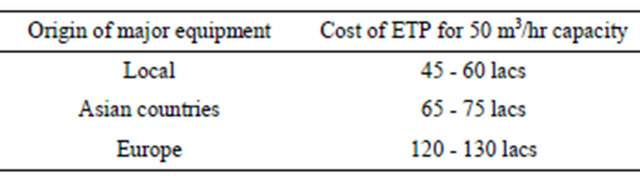
Table 6. Comparative cost of major equipment for ETP [2].
to keep them alive in case of biological treatment process. If interruption occurs during operation, biological process will be hindered. Again, aeration requires power consumption which all leads to maintenance and operational cost. Most of the cases, factory owner don’t possess the mentality to expend too much money in this nonproductive issue.
Function of ETP is to clean the polluted water by appropriate treatment to satisfy the national standard, to meet the buyers’ condition and to meet the objections from group of affected population. So, satisfactory ETP operation must be ensured by successive monitoring of different parameters in the wastewater entering the ETP and at several stages in the ETP process. Therefore, ETP management requires a certain level of understanding of the overall ETP functioning. But, in the industries, hardly, there are skilled personnel with sufficient technical capability to monitor and operate the overall ETP process.
The knit dyeing industries use large volume of water and substantial quantities of complex chemicals. Significant challenges are associated with the safe disposal of wastewater. Different chemicals are used as coagulant and flocculants to treat this wastewater. But, optimum doing of the chemicals is essential, since operating cost of physico-chemical or a combined physico-chemicalbiological ETP is high due to high price of chemicals used in the treatment process. Chemical cost can be as high as 84% of the total operating cost of an ETP, where chemical consumption in coagulationflocculation unit is 68%, neutralization unit is 15% and biological unit is 1% [2]. For effective and optimum dosing of coagulants and flocculants, the quality of the wastewater should be monitored. It will require in-plant jar test performance for different combinations of waste streams. But, in most of the industries having ETPs don’t have in-plant jar test facilities and the skilled personnel to do so as well. As a result, chemical optimization is rarely done that is required for cost effectiveness and successful performance of ETP.
Table 6 shows the installation cost of ETPs would vary with the material used, the quality and the origin of the equipments (e.g. pumps, air blowers etc.), land cost, the size of individual units, the quality and quantity of wastewater to be treated. The equipment cost varies from origin to origin.
There is a large variation in equipment cost that may mislead the industry owners to buy those items for ETP installations. In this case, Government can create a local market for equipment of balanced price value to avoid uneven competition within the industry in this ETP issue that will offer a level playing field.
Amount of wastewater produced depends on the consumption of water in different stages of processing of textile dyeing industries. In general, a knit-dyeing factory with 5 ton/day and 10 ton/day production capacity will require an ETP of 20 - 30 cubic meter per hour and 40 - 50 cubic meter per hour respectively [2]. The capacity of the wastewater to be treated will determine the size of the plant. This decision-making requires the need for ETP experts. This must be a challenge for ETP suppliers. In Bangladesh, many of the ETP companies are local agents of foreign suppliers without much technical competence. Many have not the capacity to evaluate the characteristics of wastes and prepare a proper design for ETP to approach to vendor. Many company who claim to install and commission ETP successfully, hardly have appropriate know how of the treatment process and the technically skilled personnel for proper troubleshooting of a running plant. Actually, proper engineering practice is absent in our country. There are many existing ETPs that are failed to meet the national discharge limit, which is an evidence of poor technical skill of the supplier of ETP and the poor manpower for the operation of those plants. Government and the private organization have to take initiative to create knowledgeable personnel who are involved in ETP operation.
Many industries are running without ETPs, most of which don’t have land as a provision for ETP installation. So, land requirement for ETP installation is a critical issue. The area needed for ETP depends mostly on the quality of the wastewater to be treated, the type of biological treatment to be used and the orientation of the different treatment units. In general, physico-chemical treatment plants require the least area and the biological treatment plants require the largest area, but good civil engineering can greatly reduce the land area required. Some factories in Bangladesh have had ETPs designed on several levels to minimize the land requirement that will require extra pumps and piping and stronger tank walls. Some ETP experts and suppliers’ view that a combined physico-chemical-biological ETP (18 to 32 retention time) would require about 2400 square feet for an ETP of 30 m3/hr capacity and 4500 to 6000 square feet for an ETP of 50 m3/hr capacity and fully biological ETP (around 80 hours retention time) of 50 m3/hr capacity will require 16,000 square feet of land [2]. This land requirement problem associated with ETP establishment can be greatly mitigated by installation of Common Effluent Treatment (CETP).
As industries are mainly clustered in our country, setting up of centralized ETPs by the government is highly appreciable, would help factory owners a lot in reducing maintenance costs. The government can easily acquire land to set up specialized industrial areas where ETP projects are easy to implement. If so, the existing factories as well as new entrepreneurs will feel encouraged to invest more in this sector. So, small-scale textiles industries, which are incapable to install full capacity ETP, will also be able to meet the environmental compliance. Thus, high capital investment can be handled by opting for common effluent treatment plants that may provide economy of scale to save money and remain competitive. Again, the ETP installation requirement at present in Bangladesh could be in the order of 1000 [2]. This is likely to grow in the process of our industrial growth. If the CETPs were considered, this number would be greatly reduced. Thus, the challenge for the huge ETP requirement within stipulated time will be possible to meet.
In the textile dyeing industries, owing to use of huge quantities of common salt in dyeing, it is difficult to control the TDS level in the final discharge which leads to higher the salinity of water. The inorganic parameters in textile effluent are generally attributed to the presence of salts. These kinds of salts would not respond normally to coagulation and flocculation. So, the possible solution is the segregation of dye bath liquor followed by treatment and recovery of salt water [6]. This zero-discharge concept offers the salt recovery and back mixed with the raw water that most extensively economizes the high cost of salt requirement. So, the most attractive solution is the CETP with the zero discharge system that must be set up, managed, controlled and actively monitored by Government.
There is another problem in handling sludge out of ETPs. Sludge is the solid waste produced in ETPs and should be treated or disposed of safely. A combined physico-chemical and biological ETP for a dye house generates approximately one ton of dewatered sludge for every 500 - 1000 m3 of wastewater treated [4]. There is no specific standard in our national laws regarding the limit of the specific parameters for the sludge to be disposed. In Bangladesh, in some cases, sludge is utilized by forming compost. But, waste characteristics were not analyzed before doing so. If wastes are toxic, it may wash into water body during rainfall. Again, this compost will be considered to use for timber plantation, not for food trees or fruit trees. Another widely used practice is landfilling. But, most importantly, the site must not be closed to groundwater aquifers, particularly those that are used for drinking water supply.
Here, another point is noteworthy, that is, the large quantity of sludge production is attributed to the excess amount of chemical used in physico-chemical treatment process. There is a misconception that the more chemical are used, the more treatment is achieved. But, the truth is like that, the use of chemicals must be optimized in order to get efficient result from ETP operation and to ensure low sludge production as well.
6. Advanced Methods for Waste Water Treatment
There are several methods for treatment of waste effluent. Some are mentioned below:
6.1. Adsorption
The adsorption process has been used to remove colour and other soluble organic pollutants from effluent. The process also can remove toxic chemicals such as pesticides, phenols, cyanides and organic dyes that cannot be treated by conventional treatment methods. Most commonly used adsorbent for treatment is activated carbon.
6.2. Ion Exchange
Ion exchange process is normally used for the removal of inorganic salts and some specific organic anionic components such as phenol. All salts are composed of a positive ion of a base and a negative ion of an acid Ion exchange materials are capable of exchanging soluble ions and cations with electrolyte solutions.
6.3. Reverse Osmosis
The process of reverse osmosis is based on the ability of certain specific polymeric membranes, usually cellulose acetate or nylon to pass pure water at fairly high rates and to reject salts. To achieve this, water or waste water stream is passed at high pressures through the membrane. The applied pressures has to be high enough to overcome the osmotic pressure of the stream, and to provide a pressure driving force for water to flow from the reject compartment through the membrane into the clear water compartment.
In a typical reverse osmosis system, the feed water is pumped through a pretreatment section which removes suspended solids and if necessary, ions such as iron and magnesium which may foul the system. RO membranes are susceptible to foul due to organics, colloids and microorganism.
6.4. Ultrafiltration
This process is similar to reverse osmosis. The difference between reverse osmosis and ultrafiltration is primarily the retention properties of the membranes. Reverse osmosis membranes retain all solutes including salts, while ultrafiltration membranes retain only macro molecules and suspended solids thus salts, solvents and low molecular weight organic solutes pass through ultrafiltration membrane with the permeate water. Ultrafiltration membranes may be made from cellulose acetate, polyelectrolyte complexes, nylon and inert polymers.
6.5. Nanofiltation
Nanofiltartion can be positioned between reverse osmosis and ultrafiltration. Nnanofiltration is essentially a lower pressure version membrane where the purity of permeate water less important. This process is used where the high salt rejection of reverse osmosis is not necessary. The nanofiltration is capable of removing hardness elements such as calcium or magnesium together with bacteria, viruses, and colour.
6.6. Ozonation
Ozone is one of the strongest oxidizers commercially available and popular for disinfection of potable water. Besides this it has multiple applications. Large, complex organic molecules, detergents, phenols etc. can be broken into simpler compounds by ozonation.
6.7. Multiple Effect Evaporation
Multiple effect evaporators are generally a vertical cell in which stainless steel tube is mounted. Some evaporator systems works on falling liquid film theory which means that the tubes are not filled up with liquid but a liquid film on inner surface of tube is established.
7. Conclusion
The recent awareness on the ETP requirement should be directed in a constructive way. We realize that industrial effluent should be treated before drainage. Upon discussed novel methods can be applied to remove different dye also hazardous materials from industrial effluents. The Government must come forward to facilitate ETP installation with technical guidance and also with financing. Consideration for Common ETP can be made by the Government, which will encourage small-scale industries to establish ETPs within their cost limitations. Government’s recent stringent role against industry owner may pressurize them to come up with compliance measure regarding ETP installation, but in the long run, a good result from the concept of ETP installation can only be ensured by proper monitoring and environmental audit by Government afterward. Neither industry and private sector nor public sector alone can be left responsible for realization on the intensity of the problem. Government and the private sector should come into with its full glory to solve the problem mutually, which aims at burning issue like environmental conservation.
REFERENCES
- http://www.researchandmarkets.com/
- R. Karim, “Comprehensive Effluent Management for Knit Dyeing Industry in Bangladesh,” Keynote Paper Presented at Seminar of 3rd Bangladesh Knitwear Exhibition, Dhaka, 3 December 2007, pp. 115-121.
- S. Neermoli, S. H. Rahman and S. M. Tareq, Report on Environmental Damage Assessment due to Industries around Karnopara Khal, Savar, Dhaka Prepared by Department of Environmental Science, Center for Global Change, Jahangirnagar University (JU), 2007.
- http://www.sei.se/water/beel/
- J. C. Saha, Study on Survey and Mapping of Environmental Pollution from Industries in Greater Dhaka and Preparation of Strategies for Its Mitigation Submitted to GoB, with the Assistance of UNEP, under Bali Strategic plan (BSP), 2007.
- http://www.ecofil.in/
NOTES
*Corresponding author.