Journal of Biomaterials and Nanobiotechnology
Vol.3 No.3(2012), Article ID:20595,9 pages DOI:10.4236/jbnb.2012.33039
Studies on Properties of Bio-Composites from Ecoflex/Ramie Fabric-Mechanical and Barrier Properties
![]()
1Post Graduate Department of Chemistry, Sree Sankara College, Kalady, India; 2Fatima Mata National College, Kollam, India.
Email: sreekalams@yahoo.co.in
Received November 27th, 2011; revised February 9th, 2012; accepted March 15th, 2012
Keywords: Biodegradable Composites; Mechanical Properties; Water Sorption; Oil Sorption; Diesel Sorption
ABSTRACT
Nowadays, utilization of biodegradable materials has become necessary in order to maintain global environmental and ecological balance. “Green” composites offered the possible solution to waste disposal problems associated with traditional petroleum derived plastics. The use of plastics based on removable resources is enormous now a day for the development of true bio-composites. Fully biodegradable “Green” textile composites have been prepared from Ecoflex and ramie fabric. Textile composites were fabricated from the Ecoflex polymer and the ramie fabric by hot compression molding technique. Interactions at the fiber-matrix interface and the compatibility between ramie fabric and Ecoflex polymer will affect the properties of the system. The mechanical property and barrier property of the composites were investigated. Static mechanical properties such as tensile strength, tensile modulus, and elongation at break of the textile bio-composites were analyzed. Sorption characteristics of water, oil and diesel in the textile composites were analyzed in order to determine its outdoor applications and the influence of macro fibers on the transport phenomena was investigated. The kinetics of sorption-diffusion process was investigated. Kinetic parameters such as n, k, diffusion coefficient, permeability, solubility parameter, % swelling index, etc., were analyzed. The water sorption mechanism in the textile composites was found to exhibit slight deviation from Fickian mode.
1. Introduction
This template, Plastic materials are commonly used in agricultural practices for a variety of applications that include mulch films, greenhouse construction materials, packaging materials etc. [1]. Conventionally, such plastics are manufactured from petroleum derivatives that are not degradable and persist in the environment long after their useful life. As a result, interest in the use of naturally degradable and/or biodegradable polymers for plastic manufacturing, particularly for use in agriculture, has grown considerably in recent years [2,3]. The development of bio-composites started in the late 1980s and most of the biodegradable polymers which are now available in the market do not yet satisfy each of the requirements for bio-composites. The commercially available biodegradable polymers like Biopol, polycaprolacton, Bioceta, Mater Bi, Scona cell, etc. have been tested in order to examine their properties with special emphasis on the suitability of such polymers for use as matrix material for the fabrication of bio-composites especially with natural fibers [4]. The low viscosity of these matrix polymers at the processing temperature, good mechanical properties of both the matrix and reinforcing fiber as well as good matrix-fiber adhesion are required to obtain high quality bio-composites [5]. The degradation characteristics of short sisal/Mater Bi-Y bio-composites by soil burial were investigated by Alvarez et al. [6]. They observed a drop in mechanical properties of the composite as a function of exposure time.
Efforts have been made to develop environmentally compatible plastic products by incorporating renewable polymers as an alternative to petroleum-derived chemicals [7-11]. This fact leads to the use of eco-composites derived from bio-fibers and biodegradable polymers which not only can reduce the plastic pollution but can also reduce the wide spread dependence on fossil resources [5]. The renewable polymers are relatively inexpensive, environmentally friendly, and also naturally biodegradable. Particularly, plant material derived from renewable crops, byproducts or their industrially processed wastes, offer a good source of fiber for applications [12- 14]. Recently, attention is increasingly devoted to biodegradable and plant-derived composites, which we designate as “green” composites [15-17], because of the strong demand for creating a resource-circulating society that poses no resource-shortage-related problems. In the case of the “green” composites, natural fibers derived from bamboo [15], hemp [16], or flax [17] are added to biodegradable resins to reinforce polymer matrix materials and improve the mechanical properties of the resultant composites.
Development of bio-composites is still in its preliminary stage. More data on properties of bio-composites are required to establish confidence in their use. Training must have priority to accelerate the acceptance of biocomposites for various applications. The Life Cycle Analysis (LCA) of environment friendly composites has to be carried out to make it suitable for a wide range of applications. A brief review of the most suitable and commonly used biodegradable polymer matrices and nanofiber (NF) reinforcements in eco-composites, as well as some of the already produced and commercialized NF eco-composites were recently reported by Bogoeva Gaceva et al. [18]. The nanofiber reinforcement can offer better barrier properties to the resultant composite. Studies have been reported in various bio-composite systems [19-21]. A theoretical approach to the moisture sorption in natural fiber plastic composite has been done by Wang et al. [19]. In another study Liu et al. [20] investigated the influence of processing methods and fiber length on physical properties of kenaf fiber reinforced soy based bio-composites. They found that the fractured fiber length on the impact fracture surface increased with increasing fiber length and fiber content. Torres et al. [21] studied processing and mechanical properties of natural fiber reinforced thermoplastic starch bio-composites. A recent report by Sorrentino et al. on the potential perspectives of bio-nanocomposites for food packaging applications reviews different types of new bio-based materials, such as edible and biodegradable nanocomposite films, their commercial applications as packaging materials, regulations and future trends [22].
The aim of the present work is to prepare a fully biodegradable “Green” composite—Ecoflex/ramie fabric composite. All the raw materials used in this study are fully biodegradable and hence the composite prepared will not cause any deleterious ecological impact. Cellulose rich ramie fibers can effectively reinforce Ecoflex neat. Ramie fiber is one of the strongest fine textile fibers. They are obtained from the stem of plants from the Utricacea family namely Boehmeria nivea chinensis and Boehmeria nivea indica. Ramie is one of the older fibers used by man, its use being reported in many ancient texts. Nowadays it is cultivated mainly in Asia, Taiwan, Korea, Philippines and Brazil, which are the main producers of ramie. Chemical composition and structural parameters of ramie fiber is as follows: cellulose—68.6 - 76.2 wt%; lignin—0.6 - 0.7 wt%; hemicellulose—13.1 - 16.7 wt%; pectin—1.9 wt%; wax—0.3 wt%; microfibrillar/spiral angle (.)—7.5 wt%; moisture content—8 wt%; density —1.50 g/cm; tensile strength—400 - 938 MPa; Young’s modulus—61.4 - 128 GPa; elongation at break—1.2% - 3.8% [5]. This fiber has also a strong potential as reinforcement of the green composites, as shown in literature [23]. A study on the moisture sorption characteristics in woven sisal fabric reinforced natural rubber bio-composites were reported elsewhere [24]. The authors have found that the moisture uptake of the textile composite depends upon fiber content as well as architecture. In another study they have evaluated water absorption characteristics of hybrid bio-fiber (sisal and oil palm)-reinforced natural rubber bio-composites [25]. Moisture uptake was found to be dependent on the properties of the bio-fibers.
The main objective of the present study is the investigation of mechanical and the swelling behaviour of the prepared composites in liquids like water, naphthenic oil and diesel. Generally, polymer-based materials are not soluble in water but they are capable of absorbing various amount of water depending on their chemical nature, formulation and on the humidity and temperature of the environment to which they are exposed [26]. Liquid swelling experiments of composites are important for the following reasons: as a method of analyzing their service performance in liquid environment, and to study the characteristics of matrix-fiber interface [27]. Articles made from composites come in contact with different liquids during their service performance. They come in contact with liquids or vapours, either aqueous or organic affecting the immediate and long-term performance of the material. This can happen either as a part of the service requirement, like in the case of oil seals, marine articles, etc., or by accidental splashing of oils and greases that occurs with automobile components. Applications of composites ranging from civil structures to medical implants require long-term prediction of material in a humid environment. Diffusion experiment is very useful to study the polymer-matrix interaction. Moisture penetration into composite materials is conducted by one major mechanism—diffusion. This mechanism involves direct diffusion of water molecules into the matrix and in some cases into the fibers. The common mechanism of moisture penetration into composite is capillary flow along the fiber-matrix interface, followed by diffusion from the interface into the bulk resin and transport by micro cracks. Each of these mechanisms becomes active only after the occurrence of specific damage to the composite. Often that damage that enhances moisture penetration by activating those additional mechanisms is in itself is a direct consequence of the exposure of the composite to moisture. Hence these two damage-dependent mechanisms are increasing both the rate and the maximum capacity of moisture absorption in an auto accelerative manner [27]. The absorbed moisture results in more detrimental effects in the mechanical properties of composite materials, since the water not only interacts with polymer matrices physically, i.e. plasticization and/or chemically, but it also attacks the fiber-matrix interface. In fact, the fibermatrix interface is the determining factor of the reinforcement mechanism, especially under wet conditions. Moisture absorption may induce irreversible changes to polymers and composites such as chemical degradation and cracking. This damage to the material will also change the weight gain behaviour of the material correspondingly. For example, cracking and blistering can cause exceptionally high uptake while the leaching of small molecule components results in gradually decreasing weight gain. The rate of ageing will be affected when liquid molecules diffuse into the polymeric system. In the present study, investigation on mechanical and the transport phenomenon of water, oil and diesel in Ecoflex neat/ramie fabric textile composites was carried out in detail.
2. Experimental
2.1. Materials
Ecoflex polymer is procured from BASF Co. A plain woven fabric of ramie fibers (supplied from Tosco Co. No. 25, 44 warps per inch and 46 wefts per inch) was used as reinforcement. Each warp fiber posses alternately under and over each weft fiber. The fabric is symmetrical with good stability and reasonable porosity. However it is the most difficult of the weaves to drape and high level of fiber crimp imparts relatively low mechanical properties compared with other weave styles. With large fibers (high tex) this weave style gives excessive crimp and therefore it is not generally used for very heavy fabrics.
2.2. Composite Preparation
Ecoflex polymer is fabricated by compression moulding at 120˚C in hydraulic press for 15 minute and cooled at room temperature under the same pressure. The Ramie mat is sandwiched between two Ecoflex sheets by compression moulding at 120˚C. Thus forms the Ecoflex/ ramie mat composite. Standard tensile test specimens were cut from the prepared sheets.
2.3. Tensile Properties
Tensile elongation and tensile modulus measurements are all among the most important indications of strength in a material and all the most widely specified properties of plastic materials. Tensile test is a measurement of the ability of material to withstand forces that tend to pull it apart and to determine to what extend the material stretches before breaking. Tensile modulus is indication of the relative stiffness of a material can be determined from a stress-strain diagram. The elongation of a specimen continued until a rapture of the specimen is observed. Load value at break is also recorded. The tensile strength at yield and tensile strength at break is calculated.


i.e. 
where S = stress (MPa), P = load (N), L = length of span (mm), b = width in specimen (mm), d = thickness of specimen (mm).
The maximum strain in the outer fibres which also occurs at midspan is calculated using the following equation
where R = strain, D = deflection (mm), L = Length of span (mm), d = thickness of specimen.
Yield point is the point on the stress-strain curve at which an increase strain occurs without increase in stress. Yield strength is the stress at which a material exhibits as specified limiting deviation from the proportionality of stress to strain.
Stress-strain measurements of the samples were determined according to ASTMD D 638. The testing was done on a Schimadzu model AG1 universal testing machine. All the tests were carried out in room temperature. Samples were punched out from the cured sheets and the dimensions were noted. Aluminum plates of 0.8 mm thickness were attached with specimen. In the universal testing machine, the sample was held tight by the two grips of the testing machines. Tests were carried out a grip separation speed 50 mm/min. A gauge length of 50 mm was used for both types of specimen.
2.4. Diffusion Experiment
Diffusion experiments were carried out using circular sample of 17 mm diameter and 0.80 mm thickness were punched from the composite sheets. The dried sample was weighed on a Sartonus BP 210 S balances that is accurate to 0.0001 g. After the first weighing, the samples were immersed in about 20 ml of the liquid 1) water, 2) Naphthenic oil, 3) Diesel in diffusion bottles, which were kept at constant room temperature. The sample were periodically removed from the liquid, dried of any liquid on the surface using a tissue paper and weighed again. During the initial stages of diffusion experiment, the liquid is sorbed by the samples at relatively fast pace and so it is necessary to weigh them every 10 min for the first hour, 20 min for the second hour, 30 min. for the third hour.
Then as the experiment progresses, it becomes necessary to weigh the samples only once an hour, and then once a day followed by once in a few days. Thus weighing was continued at frequent intervals until equilibrium swelling was reached. The result of the diffusion experiments is expressed as diffusion curves, where Qt is the number of moles of solvent uptake by 100 g of polymer sample and is expressed as Qt (mol·g–1 × 100).
The transport of liquids through composite follows different mechanisms depending upon many factors, such as chemical nature of polymer matrix and that of fiber, matrix-fiber compatibility and interfacial adhesion. Diffusion behaviour is classified into three categories depending upon the relative rates of penetrant mobility and polymer segmental relaxation. They include: 1) Fickian behaviour: penetrant mobility is much less than the polymer segmental relaxation rates; 2) Anomalous behaviour: penetrant mobility and polymer segmental relaxation rates are comparable; 3) Non-Fickian behaviour: penetrant mobility is much greater than polymer segmental relaxation rates.
In the present study, the mechanism of transport was analyzed using the empirical relation.
where, Qt and Qα are the number of moles of liquid absorbed by 100 g of sample at time t and at equilibrium swelling respectively. The constants n and k vary with the nature of materials and interfacial adhesion. The values of n and k were found out from the slope and y-intercept of the plots of log Qt/Qα vs. logt. The value of n determines the type of transport mechanism. For Fickian behavior, the value of n = 0.5; if n = 1, this indicates Non-Fickian behaviour, i.e. relaxation controlled transport. If its value is in between 0.5 and 1, the transport behaviour is termed as anomalous. The factor k is a constant that varies with the structure of composite and provides an idea about the interaction between the composite and solvent. Lower values of k indicate that there is less interaction between composite and solvent and also there is less absorption of solvent. If the composite and solvent both are either polar or non-polar, the solubility increases; this is explained on the basis of the principle that “like dissolves like” and hence the value of k is also high. If both composite and solvent are of different types, solubility decreases and hence the value of k also decreases.

Diffusion experiment is very useful to study the polymer/fibre interaction. The transport of small liquid molecules through macromolecules proceeds via a two stages sorption diffusion process. At first the penetrate molecules sorbed by the polymer followed by diffusion (intermingling of the two systems) through the polymer. Hence the overall transport is determined by the difference in amount of the penetrant molecules between the two phases. The liquid absorption tends towards an equilibrium value, which depends on the nature of the material. The permeability “P” is given by equation P = DS where, D and S are diffusion coefficient and solubility parameter; respectively. The kinetic parameter, diffusion coefficient D is obtained by

where “h” is the sample thickness, q in the slope of the initial linear portion (before attaining of 50% of the equilibrium) of the Qt verses (time)1/2 curve. The thermodynamic solubility parameter “S” estimated by the number of grams of liquid sorbed per gram of polymer compound [27].
The swelling parameters like swelling index and swelling coefficient were evaluated to assess the extent of swelling behaviour of composites in solvents like oil and diesel [28]. Swelling index is calculated by the equation,

Swelling index % = 
where, W1 and W2 are the initial and final (swollen) weights of the sample. Dimensional changes of the sample before and after sorption were measured. The swelling behaviour of the composites can also be analyzed from the swelling coefficient values. It is an index of the ability with which the sample swells and is determined by the equationSwelling coefficient,  where, As is the weight of the solvent absorbed at equilibrium swelling, m the mass of the sample before swelling and d is the density of the solvent used.
where, As is the weight of the solvent absorbed at equilibrium swelling, m the mass of the sample before swelling and d is the density of the solvent used.
3. Result and Discussion
3.1. Tensile Properties of Ecoflex Neat and Ecoflex Ramie Mat Composites
The Properties under tension are the most important indication of strength in a material and are one of the most widely specified properties of all plastic materials. Tensile property of Ecoflex mat and Ecoflex/ramie mat composites are given in Table 1. Tensile strength has shown very good improvement by textile ramie reinforcement. Ramie fibres have great potential as fibre reinforcement in resin matrix composite materials. Textile ramie mat reinforced Ecoflex composite result in dramatic increase in properties of the system. Tensile strength has been increased by 900% by ramie mat reinforcement.
Ecoflex neat sample exhibit very high extensibility. It is obvious from the strain value of 164% for the neat sample. By ramie mat reinforcement, the value decreased to 11%, good interface properties will lead to better stress-transfer between fibre and matrix and will lead to high strength properties. Strong ramie fibres will exert good reinforcing effect in the matrix and will increase the strength of the composite. Ecoflex neat has got inherent property of very high drawability. The inherent ductile behavior of Ecoflex sample is considerably reduced by the warp and weft of ramie fibre in the textile composite. In ramie mat composite, the warp and weft ramie fibres will effectively help the stress transfer upon tensile loading.
Tensile elongation and tensile modulus measurements are important indications of strength and stiffness of polymers respectively. The young’s modulus value of Ecoflex/Ramie mat composite is given in Table 1. Ecoflex/Ramie mat composite has more strength and stiffness than Ecoflex neat. Typical stress-strain behaviour of Ecoflex neat and Ecoflex/ramie mat composite shown in Figure 1. Ecoflex neat sample shows plastic deformation and considerable necking effect. For a long duration upon tensile loading, the strain increases with constant stress due to the inherent ductile behaviour of Ecoflex neat. For Ecoflex/ramie mat, the elastic behaviour is observed. The elasticity and brittle fracture of the textile composite
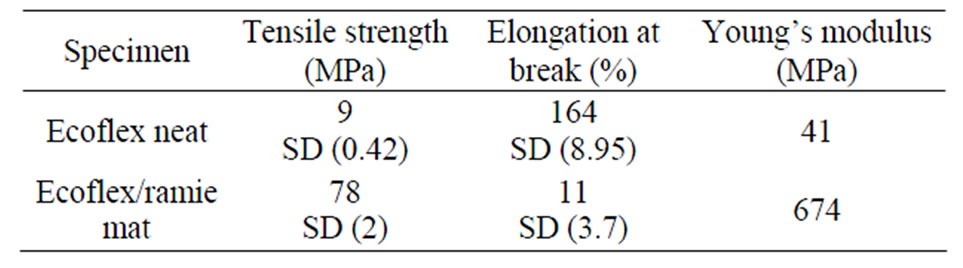
Table 1. Tensile properties of Ecoflex neat and Ecoflex/ ramie mat composites.
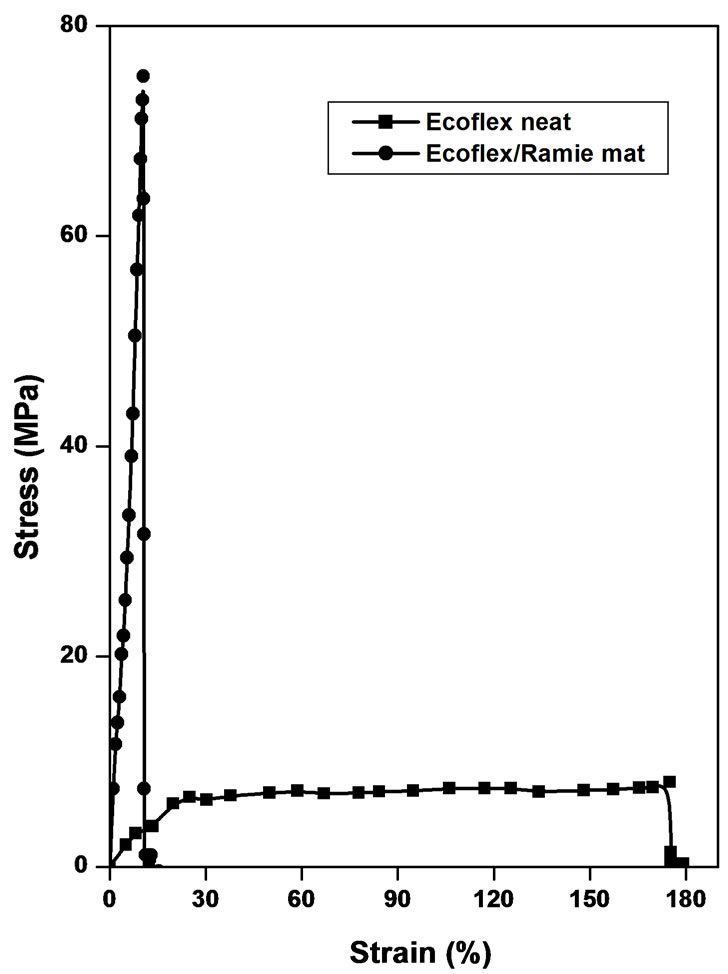
Figure 1. Stress-strain behaviour of Ecoflex neat and Ecoflex/ramie mat composite.
is clearly understood from the stress strain curve shown in Figure 1. From stress-strain graph we can see that upon tensile loading partial failure of the ramie fibres occur gradually and will create flaws in the composite. On further increase in loading more stress will be distributed among the remaining ramie fibre and finally brittle failure will occur to the composite. Up on textile ramie reinforcement in Ecoflex, high strength and high stiff composite material resulted.
3.2. Water Sorption Characteristics
A systematic study on the water diffusion characteristics of Ecoflex neat and Ecoflex/ramie mat composite at room temperature were carried out. The mechanism of diffusion was analyzed. The mole percentage uptake of water with time by the Ecoflex neat and composite is shown in Figure 2. It was found that water diffusion is more for Ecoflex/ramie mat composite than Ecoflex neat. In the Ecoflex neat there is only one phase perfect polymer structure will be observed in Ecoflex neat.
But due to textile ramie reinforcement, it will interfere the three dimensional polymeric net work and the presence of fibre-matrix interface will affect the diffusion
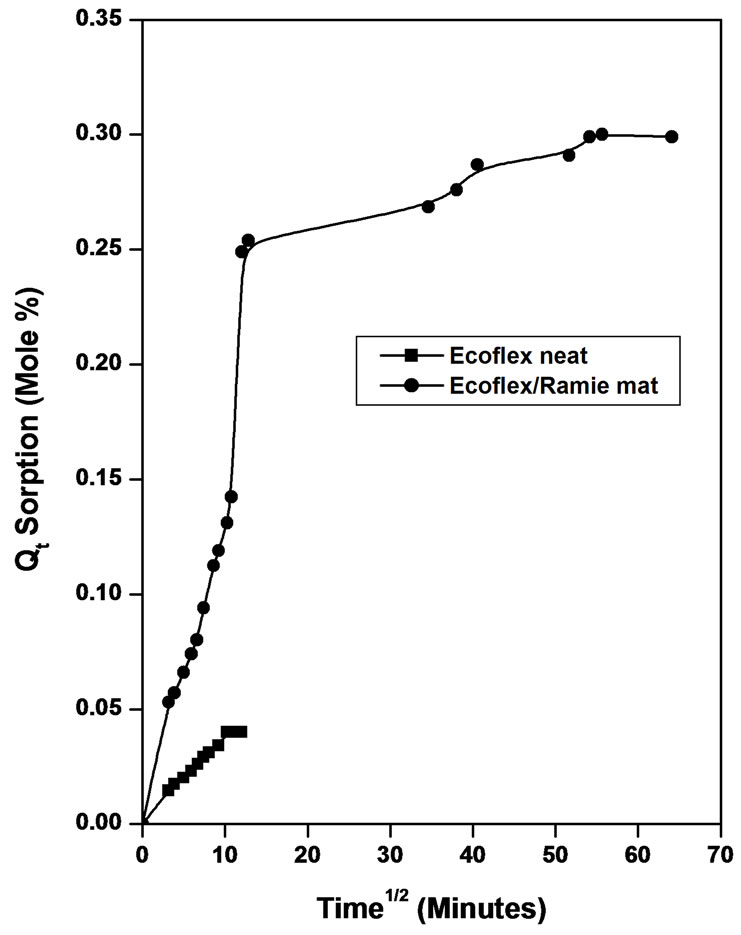
Figure 2. The water sorption behaviour of Ecoflex neat and Ecoflex/ramie mat composite.
process. Water can penetrate and diffuse through the interface where as in the Ecoflex neat there is no possibility for this kind of process.
Since ramie fiber is lignocellulosic, it is more susceptible to water. Ramie mat reinforced Ecoflex show more affinity towards water due to its hydrophilicity arising from the exposed reinforcing fibres. This enable it to sorbs considerable amount of water than Ecoflex neat by forming H-bonds between water and hydroxyl groups of cellulose, lignin and hemi cellulose present in the cell wall. The fibre reinforcement causes subsequent reduction in the amount of matrix phase per unit volume of the composite and will result in increase of uptake of polar solvent. In the Ecoflex/ramie mat composite, fast water sorption is observed in the initial stage than Ecoflex neat in Figure 2. The difference will be attributed to the interface properties and presence of hydrophilic natural fibres in Ecoflex/Ramie mat composite system. After the initial sorption a slow increase in water sorption is observed for a long duration in the Ecoflex/ramie mat composite. This will be due to the good interface properties in the composite. The attainment of the equilibrium sorption occurred in long duration for the textile composite than that for Ecoflex neat in which the equilibrium is resulted at an early stage. Kinetic Parameters of water diffusion process is analyzed and were given in Table 2.
From the Table 2, it is found that the value of n for Ecoflex neat and Ecoflex/Ramie mat composite is below 0.5. Hence transport behaviour slightly deviate from Fickian value. Deviation from Fickian behaviour is attributed to processes such as desorption, surface crazing, osmotic cracking, micro crack formation, moisture diffu-
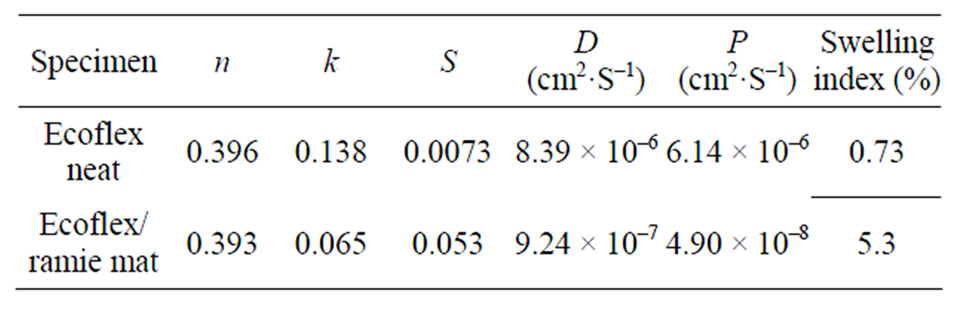
Table 2. Kinetic parameters for Ecoflex neat and Ecoflex/ ramie mat composites in water sorption.
sion etc. The value of k is more for Ecoflex neat than for mat reinforced Ecoflex. The factor k is constant that vary with each polymer. Although there is more interaction of Ecoflex neat with water the absorption is less due to close packing of chains in this polymer and the water cannot penetrate easily in to the polymer.
Ecoflex/ramie mat composite has solubility parameter more than that for Ecoflex neat due to the presence of fibres. Percentage swelling index is also more for Ecoflex/ramie mat composite due to increase in number of hydroxyl group of cellulose fibre which makes hydrogen bonding possible with water molecules. D and P parameters vary with polymer and solvent. But by reinforcing mat, fibres help to retain water long time in composite and penetrating into the polymer. Hence sorption is high for Ecoflex/ramie mat composite.
The dimensional stability of the unsorbed and sorbed resin and composite were investigated. The changes in thickness, diameter and colour of the sample upon water sorption were noted. The values are given in the Table 3. Diameter has no change before and after water sorption. Thickness of Ecoflex neat changed slightly only. This indicates the less absorption of water by Ecoflex. But in Ramie mat/Ecoflex composite, thickness is increased significantly due to increased uptake of water by the reinforcing fibers and matrix resin. There is no colour change observed for the textile composite and Ecoflex neat due to water sorption.
3.3. Oil Diffusion Characteristics
The weight percentage uptake of naphthenic oil with time by the Ecoflex neat and composites is shown in Figure 3. Here also Ecoflex/ramie mat composite has more oil sorption than Ecoflex neat. This is due to the presence of Ramie fiber mat. Percentage swelling index and solubility parameter S are calculated and given in Table 4.
Solubility parameter and swelling index is more for Ecoflex/ramie mat composite than Ecoflex neat. The presence of fibre content is the cause for increase in swelling index. Percentage swelling index is also more for Ecoflex/ramie mat composite due to increase in number of hydroxyl group of cellulose fibre. The dimensional stability of the unsorbed and sorbed Ecoflex neat and the composite were investigated. The changes in thickness,
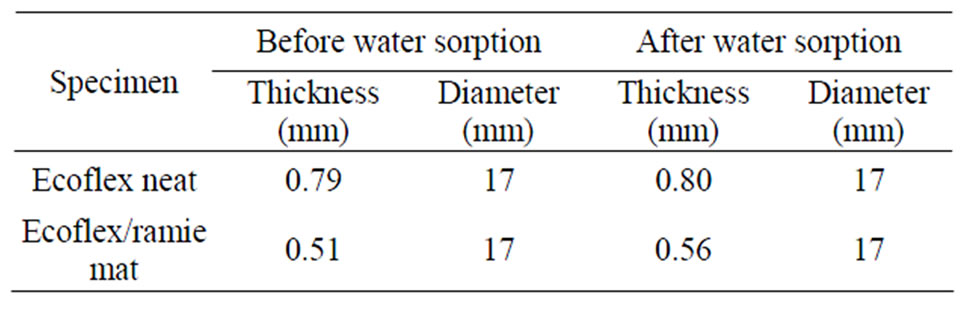
Table 3. Thickness and diameter of Ecoflex neat and Ecoflex/ramie mat composite for water sorption.
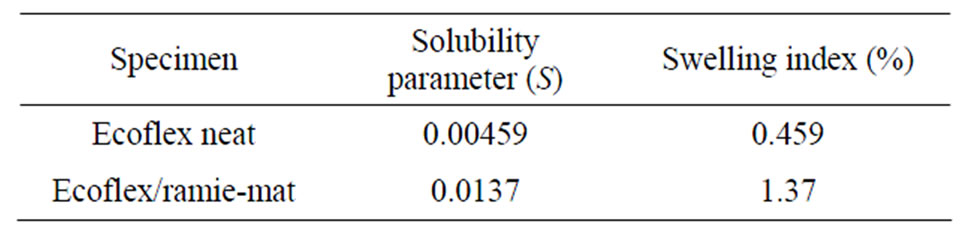
Table 4. Solubility parameter (S) and swelling index percentage value for oil diffusion.
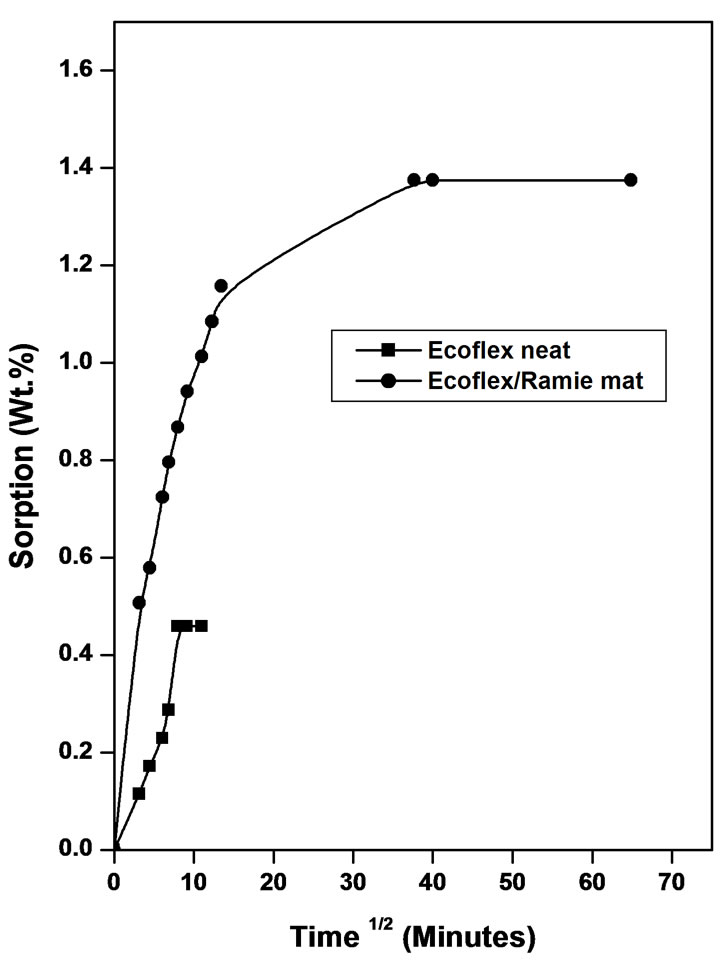
Figure 3. Oil sorption behaviour of Ecoflex neat and Ecoflex/ramie mat composite.
diameter and colour of the sample upon oil sorption were noted. The values are given in the Table 5.
After oil absorption, diameter is not changed, but thickness is changed. In case of Ecoflex neat only slight increase in thickness observed. But Ecoflex/Ramie mat composite has notable increase is observed. This is due to presence of fibre content and more uptake of oil. After attaining equilibrium the colour of Ecoflex neat and composite changes to yellow.
3.4. Diesel Diffusion Characteristics
The weight percentage uptake of diesel with time by the Ecoflex neat and composites in shown in Figure 4. The Ecoflex neat shows more absorption of diesel than Ecoflex/ramie mat. The low molecular weight and molecular
Table 5. Thickness and diameter of Ecoflex neat and Ecoflex/ramie mat composite for oil sorption.
hydrocarbons present in Diesel can easily penetrate into neat polymer easily. Diesel molecules will have more interaction with the Ecoflex neat than the textile composite due to the aromatic hydrocarbon present in it. In Ecoflex/ramie mat composite, hydrocarbons diffuse through the fibre matrix interfaces of the composite. The hindrance exerted by the fibres restrict the movement of diesel within the composite and hence possibility of liquid diffusion decreased. In Ecoflex/ramie mat, there is decreased hydrophilicity of cellulose as a result of reaction of hydroxyl group and hydrocarbon. Also enhanced interfacial bonding between fibre and matrix prevent the fibre from absorbing diesel. One peculiarity observed in diesel sorption is the fast rate of initial absorption in both Ecoflex neat and mat composite. This will be due to the increased affinity of diesel to the matrix Ecoflex.
Percentage swelling index and solubility parameter (S) were calculated in Table 6. Swelling index and solubility parameter (S) are more for textile composite than Ecoflex neat. This is due to high interaction of Ecoflex neat and solvent. High penetrating power of hydrocarbon contributes to the higher sorption of Ecoflex neat. But in Ecoflex/ramie mat composite, the hydrocarbon in diesel diffuse into the interfaces and voids if any present in composite which restrict the movement of diesel. Hence percentage swelling index and solubility parameter decreased in this case. The decreased amount of matrix due to fabric loading and the good fibre matrix interaction and effective binding of fibre in the composite contribute to the lower diesel uptake in the textile composite sample. Studies on the diesel uptake of natural fibres reinforced natural rubber composite were reported elsewhere. The study reported the effect of natural fibre loading upon the sorption behaviors. They have reported that the percentage swelling index and swelling coefficient of composite were found to decrease with increase in fibre loading. This is due to the increased hindrance exerted by the fibres at higher fibre loading and also due to the good fibre rubber interaction [28].
The dimensional stability of the unsorbed and sorbed Ecoflex neat and composite were investigated. The changes in thickness, diameter and colour of the sample up on diesel sorption were noted. The values are given in the Table 7. Up on diesel sorption the diameter of
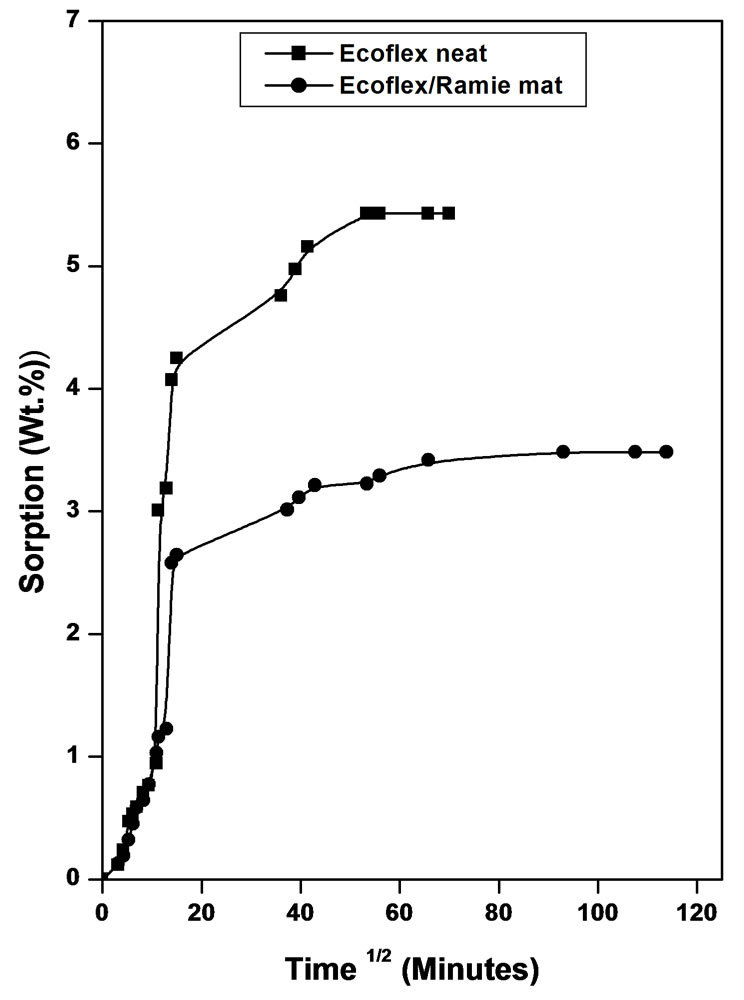
Figure 4. Diesel sorption behaviour of Ecoflex neat and Ecoflex/ramie mat composite.
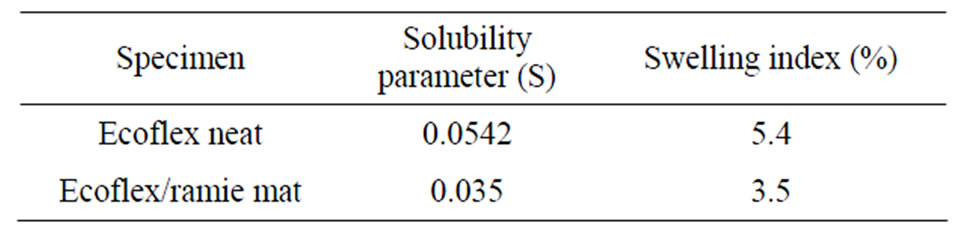
Table 6. Solubility parameter (S) and swelling index percentage value for diesel diffusion.
Ecoflex neat and composite does not change. The thickness of Ecoflex neat is increased only slightly up on diesel sorption. But for Ecoflex/Ramie mat composite more increase in thickness is observed. After attaining equilibrium, the colour of both composites changed from while to brown due to the possible chemical interaction. The attainment of equilibrium was of long duration for the textile composite than that for Ecoflex neat.
4. Conclusion
Fully biodegradable “green” composites have been prepared from Ecoflex neat/ramie fabric. Mechanical properties such as tensile strength, tensile modulus, elongation at break and diffusion characteristics of the composites in water, naphthenic oil and diesel were studied. Tensile strength of Ecoflex/ramie mat composite is found to be more than that of Ecoflex neat. Young’s modulus is also more for Ecoflex/ramie mat composite. Ecoflex neat shows considerable necking effect and plastic deformation. Water absorption is more for Ecoflex-Ramie mat composite than that of Ecoflex neat. The low molecular weight, small sized polar water molecule can easily penetrate into the textile composite which also contains

Table 7. Thickness and diameter of Ecoflex neat and Ecoflex/ramie mat composite for diesel sorption.
polar cellulose nanofiber, ramie fiber. From the values of n it is clear that mechanism of transport of water through the textile composite shows slight deviation from Fickian mode of transport. The values of swelling parameters, like swelling index% during oil absorption, show that as fiber loading increases, oil sorption increases. But in the case of diesel sorption, as fiber loading increases, sorption decreases. Higher interaction of Ecoflex and diesel resulted in the higher diesel sorption of the matrix. Swelling index% values again supported this. The thickness of the composite is increased after swelling experiments. The diameter of the textile composite remains unchanged after swelling experiment in water, oil and diesel. Thus fully biodegradable “green” composite, Ecoflex/ramie fabric composite showed maximum uptake of water than diesel and lubricating oil. The “green” composite prepared will be cost effective and will pose no health hazard. Having excellent mechanical and barrier properties it can be safely used in various environments of slight moisture and oil. The textile composite exhibits low oil sorption and reduced wear to the processing tools. Hence these “green” composites can find versatile applications due to their better properties.
5. Acknowledgements
One of the authors, M. S. Sreekala, is thankful to Council of Scientific and Industrial Research (CSIR), New Delhi for granting Senior Research Associateship under Scientist’s Pool Scheme.
REFERENCES
- C. L. McCormick, “Agricultural Applications,” in: H. F. Mark, Ed., Encyclopedia of Polymer Science and Engineering, 2nd edition, John Wiley & Sons, New York, 1984, p. 611.
- K. Fukuda, “An Overview of the Activities of the Biodegradable Plastic Society,” in: M. Vert, et al., Eds., Biodegradable Polymers and Plastics, Royal Society of Chemistry, Cambridge, 1992, p. 169.
- D. Briassoulis, “An Overview on the Mechanical Behaviour of Biodegradable Agricultural Films,” Journal of Polymers and the Environment, Vol. 12, No. 2, 2004, pp. 65-81. doi:10.1023/B:JOOE.0000010052.86786.ef
- A. S. Herrmann, J. Nickel and U. Riedel, “Construction Materials Based upon Biologically Renewable Resources —From Components to Finished Parts,” Polymer Degradation and Stability, Vol. 59, No. 1-3, 1998, pp. 251-261. doi:10.1016/S0141-3910(97)00169-9
- A. K. Mohanty, M. Misra and G. Hinrichsen, “Biofibers, Biodegradable Polymers and Biocomposites: An Overview,” Macromolecular Materials and Engineering, Vol. 276-277, No. 1, 2000, pp. 1-24. doi:10.1002/(SICI)1439-2054(20000301)276:1<1::AID-MAME1>3.0.CO;2-W
- V. A. Alvarez, R. A. Ruseckaite and A. Vazquez, “Degradation of Sisal Fiber/Mater Bi-Y Biocomposites Buried in Soil,” Polymer Degradation and Stability, Vol. 91, No. 12, 2006, pp. 3156-3162. doi:10.1016/j.polymdegradstab.2006.07.011
- J. K. Pandey, et al., “An Overview on the Degradability of Polymer Nanocomposites,” Polymer Degradation and Stability, Vol. 88, No. 2, 2005, pp. 234-250. doi:10.1016/j.polymdegradstab.2004.09.013
- G. B. Kiran, K. N. S. Suman, N. M. Rao, R. Uma and M. Rao, “A Study on the Influence of Hot Press Forming Process Parameters on Mechanical Properties of Green Composites Using Taguchi Experimental Design,” International Journal of Engineering, Science and Technology, Vol. 3, No. 4, 2011, pp. 253-263.
- M. M. Abd El-Latif, A. M. Ibrahim and M. F. El-Kady, “Adsorption Equilibrium, Kinetics and Thermodynamics of Methylene Blue from Aqueous Solutions Using Biopolymer Oak Sawdust Composite,” Journal of American Science, Vol. 6, No. 6, 2010, pp. 267-283.
- A. Krzan, S. Hemjinda, S. Miertus, A. Corti and E. Chiellini, “Standardization and Certification in the Area of Environmentally Degradable Plastics,” Polymer Degradation and Stability, Vol. 91, No. 12, 2006, pp. 2819-2833. doi:10.1016/j.polymdegradstab.2006.04.034
- S. N. Swain, S. M. Biswal, P. K. Nanda and P. L. Nayak, “Biodegradable Soy-Based Plastics: Opportunities and Challenges,” Journal of Polymers and the Environment, Vol. 12, 2004, p. 35.
- R. Jayasekara, et al., “Biodegradation by Composting of Surface Modified Starch and PVA Blended Films,” Journal of Polymers and the Environment, Vol. 11, No. 2, 2003, pp. 49-56. doi:10.1023/A:1024219821633
- Y. X. Xu, et al., “Chitosan-Starch Composite Film: Preparation and Characterization,” Industrial Crops and Products, Vol. 21, No. 2, 2005, pp. 185-192. doi:10.1016/j.indcrop.2004.03.002
- S. S. Joshi and A. M. Mebel, “Computational Modeling of Biodegradable Blends of Starch Amylase and Poly-Propylene Carbonate,” Polymer, Vol. 48, No. 13, 2007, pp. 3893-3901. doi:10.1016/j.polymer.2007.04.059
- H. Takagi and Y. Ichihara, “Effect of Fiber Length on Mechanical Properties of Green Composites Using a Starch-Based Resin and Short Bamboo Fibers,” JSME International Journal, Vol. 47, No. 4, 2004, pp. 551-555. doi:10.1299/jsmea.47.551
- H. Takagi, “Biodegradation Behavior of Starch-Based ‘Green’ Composites Reinforced by Manila Hemp Fibers,” Proceedings of 3rd International Conference on EcoComposites, Stockholm, 20-21 June 2005, p. 14.
- L. Jiang and G. Hinrichsen, “Flax and Cotton Fiber Reinforced Biodegradable Polyester Amide Composites, 2 Characterization of Biodegradation,” Die Angewandte Makromolekulare Chemie, Vol. 268, No. 1, 1998, pp. 18-21. doi:10.1002/(SICI)1522-9505(19990701)268:1<18::AID-APMC18>3.0.CO;2-T
- G. Bogoeva-Gaceva, M. Avella, M. Malinconico, A. Buzarovska, A. Grozdanov, G. Gentile and M. E. Errico, “Natural Fiber Eco-Composites,” Polymer Composites, Vol. 28, No. 1, 2007, pp. 98-107. doi:10.1002/pc.20270
- W. Wang, M. Sain and P. A. Cooper, “Study of Moisture Absorption in Natural Fiber Plastic Composites,” Composites Science and Technology, Vol. 66, No. 3-4, 2006, pp. 379-386. doi:10.1016/j.compscitech.2005.07.027
- W. J. Liu, L. T. Drzal, A. K. Mohanty and M. Misra, “Influence of Processing Methods and Fiber Length on Physical Properties of Kenaf Fiber Reinforced Soy Based Biocomposites,” Composites Part B: Engineering, Vol. 38, No. 3, 2007, pp. 352-359. doi:10.1016/j.compositesb.2006.05.003
- F. G. Torres, O. H. Arroyo and C. Gomez, “Processing and Mechanical Properties of Natural Fiber Reinforced Thermoplastic Starch Biocomposites,” Journal of Thermoplastic Composite Materials, Vol. 20, No. 2, 2007, pp. 207-223. doi:10.1177/0892705707073945
- A. Sorrentino, G. Gorrasi and V. Vittoria, “Potential Perspectives of Bio-Nanocomposites for Food Packaging Applications,” Trends in Food Science & Technology, Vol. 18, No. 2, 2007, pp. 84-95. doi:10.1016/j.tifs.2006.09.004
- K. Goda, M. S. Sreekala, A. Gomes, T. Kaji and J. Ohgi, “Improvement of Plant Based Natural Fibers for Toughening Green Composites—Effect of Load Application During Mercerization of Ramie Fibers,” Composites Part A: Applied Science and Manufacturing, Vol. 37, No. 12, 2006, pp. 2213-2220. doi:10.1016/j.compositesa.2005.12.014
- M. Jacob, K. T. Varughese and S. Thomas, “A Study on the Moisture Sorption Characteristics in Woven Sisal Fabric Reinforced Natural Rubber Biocomposites,” Journal of Applied Polymer Science, Vol. 102, No. 1, 2006, pp. 416-423. doi:10.1002/app.24061
- M. Jacob, K. T. Varughese and S. Thomas, “Water Sorption Studies of Hybrid Biofiber-Reinforced Natural Rubber Biocomposites,” Biomacromolecules, Vol. 6, No. 6, 2005, pp. 2969-2979. doi:10.1021/bm050278p
- C. Z. Paiva Jr, L. H. de Carvalho, V. M. Fonseca, S. N. Monteiro and J. R. M. d’Almeida, “Analysis of the Tensile Strength of Polyester/Hybrid Ramie-Cotton Fabric Composites,” Polymer Testing, Vol. 23, 2004, pp. 131- 135.
- V. G. Geethamama and S. Thomas, “Diffusion of Water and Artificial Seawater through Coir Fiber Reinforced Natural Rubber Composites,” Polymer Composites, Vol. 26, No. 2, 2005, pp. 136-143. doi:10.1002/pc.20086
- L. Mathew, K. U. Joseph and R. Joseph, “Swelling Behaviour of Isora/Natural Rubber Composites in Oils Used in Automobiles,” Chemistry and Materials Science, Vol. 29, No. 1, 2006, pp. 91-99. doi:10.1007/BF02709362