International Journal of Clean Coal and Energy
Vol.3 No.2(2014), Article
ID:46500,6
pages
DOI:10.4236/ijcce.2014.32002
Benefaction and Pyrolysis of Şırnak Asphaltite and Lignite
Yildirım I. Tosun
Mining Engineering Department, Şırnak University, Şırnak, Turkey
Email: yildirimismailtosun@gmail.com, yildirimtosun@sirnak.edu.tr
Copyright © 2014 by author and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 15 March 2014; revised 17 April 2014; accepted 20 May 2014
ABSTRACT
Depending on advanced technological developments in energy production the low quality coals needed the most economical technologies and even in order to make it possible to produce coalderived products. Compliance with environmental norms of coal pyrolysis or gasification of various type of coals, feasible combustion systems and energy production facilities are needed in today's modern technology, also enable the production of liquid and gaseous coal fuels. However, raw materials and chemical nature of them requires a variety of adaptation methods. This study examined the high sulfur and ash types of Kütahya, Denizli, Aydin, Soma lignite, Sirnak asphaltite and lignite. The representative samples were taken from local areas of the lignites. Fundamentally, the conditions regarding better desulfurization way, the high quality pyrolysis lignite oil production, high value light oil, coal tar and gas products were determined at the goal of high fuel producing yield.
Keywords:Coal Pyrolysis, Desulfurization, Oil Char Production, Semi-Pyrolysis

1. Introduction
Lignite consumption in energy production is increasing in parallel with growing energy needs today. In terms of the available reserves and production amount, lignite natural resources are limited. The highest amount of coal resources are consumed in energy production in Turkey, as the most economical means [1] [2] . In Turkey approximately 80% (36 million tons) of total lignite production of almost 45 million tons was utilized in primary energy production. The clean coal fuels such as coal liquids, gases will also provide high value-added products for the benefit of the country and even will make a very positive growth and employment. Turkish Energy Ministry promotes to the highest priority researches and developments in coal cleaning and processing for evaluation low qualified coal resources in the southeastern Anatolian local region, for high coal reserves of Sirnak City and production of high quality asphaltite and lignite in Sirnak City. The most effective and cost-effective technologies are needed in today’s modern technologies [3] [4] . Municipal authorities also seek to validate the feasibility of production of clean coal fuels such as coal liquids and gases and even injecting, storing and monitoring power station stack gases, CO2 in the subsurface (geologic storage) as an approach to mitigate atmospheric emissions of CO2. Coal industries promote technological developments required basic feasibility and the standard qualification tests [5] [6] . There are lots of signs for the co-production electricity from biomasses and lignite in various industrial fields even using irregular low capacity of cellulosic biomass wastes. Processing technologies using biomass should contribute to production of cleaner coal fuels [5] [6] . On the nature and characteristics of the based biomass and lignite, production of high value clean coal fuels should be commonly managed by pyrolysis and gasification of lignite and other cellulosic waste resources in the local region. Even, for this purpose, the country needs the further fuel cleaning technologies providing the essential clean oils and gases. For this reason, Kütahya Gediz, Denizli Çivril, Aydin, Tunçbilek, Soma, Sirnak lignites and Sirnak asphaltite were subjected to coal washing, pyrolysis and gasification and the production of coal liquids and gaseous fuels regarding energy development in the southeastern Anatolian region and further improve the diversification of fuels. Tunçbilek and Aydın washed lignite ash contents of clean coal products presented lower levels. For Tunç- bilek, Aydın lignites, various pyrolysis devices were used. Pyrolysis tests were carried out regarding the oil production ability and the efficiencies in the gasification of carbonized portion of coals, gas and liquid. The coal gas fuel production efficiencies were determined at the optimum values, and optimized pyrolysis parameters of the furnace equipment.
However, lignite-based technologies are examined on the basis of raw materials and contribute to the side of the forest waste biomass as raw material for cellulosic biomass can be processed together with the lignites. Some extent mixing was carried out in order to improve the pyrolysis quality of Sirnak asphaltite and lignite.
2. Literature Review
Considerable research on coal pyrolysis and gasification has been conducted over the years, but the pyrolysis results are widely dispersed because of the complex chemistry of coal [7] [8] . Time related coal-pyrolysis modelling assumes basically first-order kinetic equations, or less sensitive for heating rate. The other distributed activation model is dependent on the heating rate. The last two more advanced models need three and four constants, respectively, which basically depend on the coal properties but also cover to some extent, the effect of heat-and-mass transfer phenomena. That is the reason for the different values of the activation energy and preexponential factor cited in the literature and the lack of generally valid data. The same situation exists in the case of coal-char gasification. The reaction rate of char is influenced mainly by chemical and physical factors, which include coal type, catalytic effect of the ash and the specific surface area of char, which changes during the reaction course with the development of internal pores, and finally, their destruction [9] [10] . In the case of the scaling-up procedure, the uncertainty of a complex model of the reacting system may be very high and it is reasonable under some conditions to use a methodology based on quasi-equilibrium conditions, which can be reflected at a larger scale. This approach assumes basically that the process itself, with all specific features, is a decisive factor for the path of the reactions of coal decomposition. Therefore a static model of char gasification and coal pyrolysis was developed: it is based on the assumption that the final process temperature is a decisive factor for the required volatile-matter content in the char being in a quasi-equilibrium state with respect to the gas temperature [11] [12] . To achieve this, it is necessary to create conditions of internal circulation of the transported coal and char in a riser, where the average concentration of solids amounts to 0.05 - 0.15 m3·m3, i.e. the conditions for residence time are long enough for the thermal decomposition of coal and intensive mixing so enhancing mass and heat transfers. On the other hand, the gasification of circulated char is mainly chemically controlled due to the relatively short residence time of the gas. Additionally, the characteristic feature for a given circulating fluid-bed reactor is a very narrow range of operational residence time, both for the gas and coal, which allows us to use the quasi-equilibrium approach. The model developed reflects the kinetic processes (transport phenomena of coal species, reaction rate) by constants of the developed equations, which depend mainly on the coal properties.
3. Coal Pyrolysis in a Circulating Fluidised Bed
A circulating fluidised-bed reactor was used as a coal pyrolysis reactor. The process was tested at a scale of 1 - 2 kg/h: collecting operational and design data to build an industrial installation. A technological diagram of the coal-pyrolysis process development unit is presented in Figure 1. As illustrated in Figure 1, where 1st unit is coal storage, 2nd unit is pyrolysis reactor, 3rd unit is coarse char cyclone, 4th unit is fine char cyclone, 5th unit is coarse char bag, 6th unit is circulating coal recycle.
In this research, representative specimens the different types of Turkish lignites; Kütahya Gediz, Denizli Çivril, Aydın, Tunçbilek, Soma, Şırnak asphaltite and lignite coals, were crushed and comminuted to minus 1 mm size by controlled screening. Air dried samples 1 - 2 kg from each different coal types were prepared and sealed in nylon bags. Proximate analysis of Turkish lignites and coals used in the experiments are given in Table 1. The qualities of processed coal products are ascertained by chemical and standard coal analysis of ASTM 3173- 317
4. Results and Discussion
Screen analysis of Turkish lignite samples were made by standard Tyler Screens and particle size distributions and normal distributions of lignite samples are respectively illustrated in Figure 2. Coal particles in lignite samples were mainly distributed between 100 and 300 µm size fractions. High specific surface areas of 1160 cm2/gr for lignite samples were found and also highly sufficient in order to react with alkali.
In the pyrolysis experiments with addition hydrated lime, reactor temperature changed between 100˚C and 400˚C and lignite samples mixed only by lime and soda and ash addition at equal rates. Produced coal specimens were subjected to chemical analysis for sulfur hold-up determination. Test results of pyrolysis by lime and addition of Turkish lignite are seen in Figure 3. Some Turkish lignite could not easily be desulfurized so that ash and sulfur contents of these lignite samples were high and further washing would improve pyrolysis results. Higher temperatures over 350˚C decreased desulfurization rate due to high volatile lost from coal samples. Lime might not be dissolved in soda mixture in the concern of nonpenetrating and lower reacting by coal surfaces so that resulted in lower desulfurization rates.
From the point of view of pyrolysis experimentation, Sirnak asphaltite calorific value was significant. That char quantity in the experimental conditions is calculated on the basis of the gas composition in the ambient
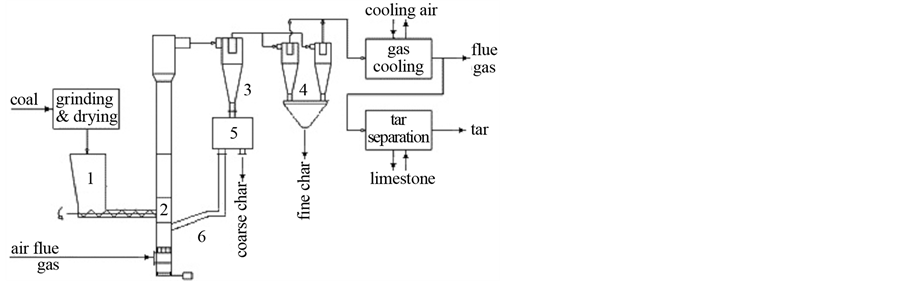
Figure 1. Fluidized coal-pyrolysis process.

Table 1. Proximate analysis of Turkish lignites (ADB: Air dried base; DB: Dried base; DAB: Dried ashless base).
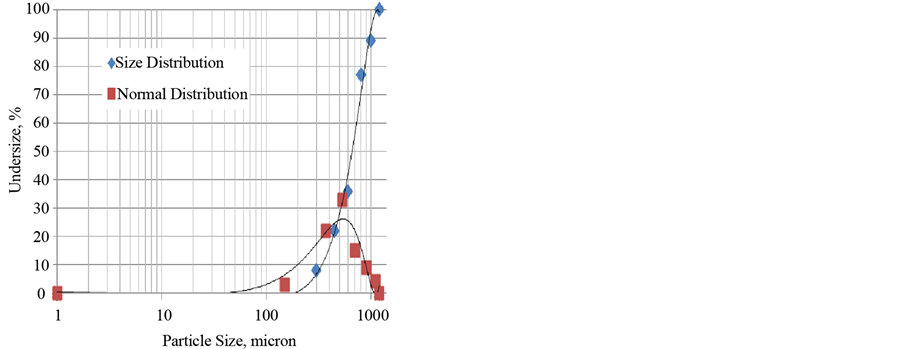
Figure 2. The particle size distributions and normal size distributions of Turkish lignites.
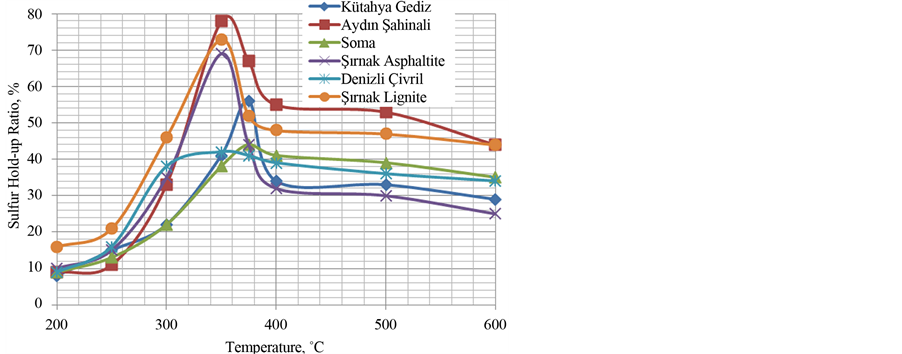
Figure 3. The sulfur hold-up rates in pyrolysis of Turkish lignites by hydrated lime and soda.
state. So neither the contained water vapor nor the condensing hydrocarbons are taken into account. Pyrolysis liquid and gaseous products of Sırnak asphaltite may equal to 5 - 20 g·m3 tar and 5 - 10 g·m3 of benzene, toluene, xylene in unit process gas. These components increase the gas calorific value by 320 - 1200 kJ and, in total, allow one to obtain a gas of calorific value of up to approximately 6000 kJ·m3 for Sırnak asphaltite (Figure 4). Char yield of Şırnak asfaltite and the other lignites increased at lower pyrolysis temperatures.
Test results of pyrolysis by the marble waste on desulfurization are seen in Figure 5. The specimens of Sırnak asphaltite and lignite, Soma lignite were efficiently desulfurized by marble waste (6% MgO). Semi pyrolysis and pyrolysis medium with marble waste decreased sulfur contents of chars and liquid products.
5. Conclusions
Research institutions mainly should search characteristics of lignite-to-date processes and improve technological applications and even advance processes to carry out performance tests, depending on the nature of the raw materials necessary to develop efficiencies.
Pyrolysis of different types of Turkish lignite was successfully processed in terms of deashing and desulfurization.
At higher rates of desulfurization of different types of Turkish lignites could be obtained from the tests using alkali reagents and hydrated lime mixtures. It has been clearly determined that lime and hydrated lime are much beneficial in caustic leaching of different types of Turkish lignites. It was also distinctly ascertained that marble
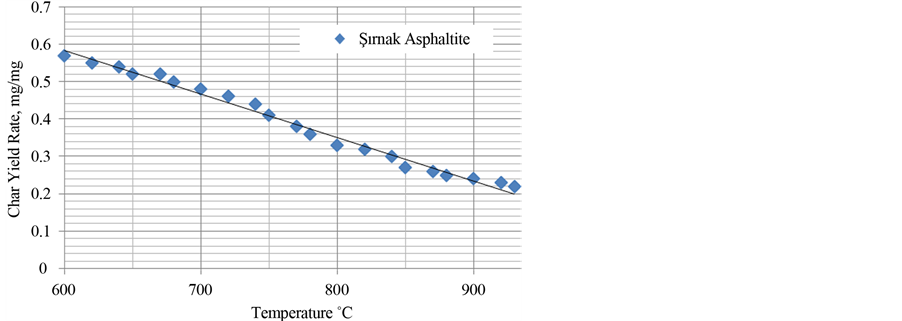
Figure 4. Comparison of experimental data and calculated results of char yield at pyrolysis temperatures.
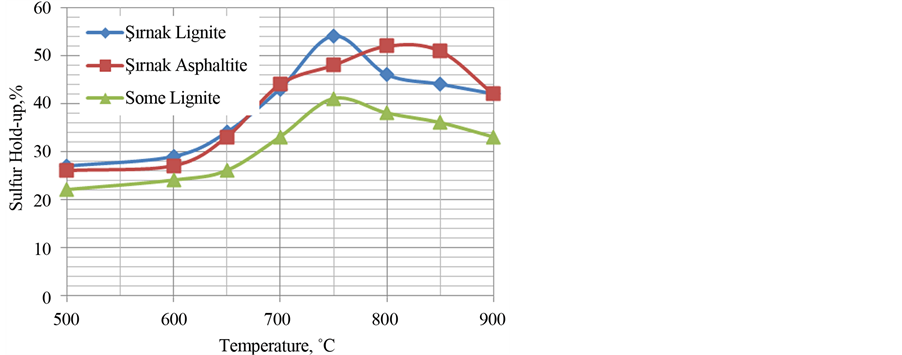
Figure 5. Sulfur hold-up rates in pyrolysis of Turkish lignites by marble waste.
waste fine containing approximately 6% magnesia was much efficient as a desulfurizing agent in pyrolysis. Magnesia content was efficient as hydrous lime but much more advantageous in absorption stage of gaseous medium.
Şırnak asphaltite should be cleaned and high ash content reduced char and oil yield in pyrolysis. Benefaction from Turkish lignites in the various combustion systems, in order to receive clean energy with clean coal liquid and gaseous products must be generated in lower temperature pyrolysis. It is also adviced that the high amount of formation of flue gas will be managed at higher pyrolysis temperatures over 700˚C and even extracts more environmental friendly gaseous products. Also in the research works production of clean energy with the design of the addition of high-quality coal and biomass waste mixtures are processed and biomass fuels could be an alternative clean fuel sources. Clean coal fuels produced by pyrolysis may be supplied in southeastern Anatolian region in Turkey. Hence, those clean alternative resources will further enhance the industrial development in the region. For this purpose, further washing of Kütayha Gediz, Denizli Çivril, Aydın, Tunçbilek, Soma lignites, Sirnak asphaltite and lignite may improve pyrolysis products. Thus, the higher performance can be achieved by a certain mixture of solid fuel additives. A preferable advanced design in pyrolysis could produce clean coal fuels in the local site of the country so significant that needs to obtain the highest quality coal fuels.
References
- Anonymous (2009) TKİ Lignite Report 2009, TC Energy Ministry Reports. Ankara, Türkiye.
- Anonymous (2009) TTK Coal Report 2009, TC Energy Ministry Reports. Ankara, Türkiye.
- Boynton, R .S. and Gutschick, K.A. (1983) Lime, Industrial Minerals and Rocks. AIME, New York
- Culfaz, M., Ahmet, M. and Gürkan, S. (1996) Removal of Mineral Matter and Sulfur from Lignites by Alkali Treatment. Fuel Processing Technology, 47, 99-109. http://dx.doi.org/10.1016/0378-3820(96)01005-3
- Reimers, G.W. and Franke, D.W. (1991) Effect of Additives on Pyrite Oxidation, RI: 9353. Bureau of Mines, Washington DC.
- Tosun Y.I., Rowson, N.A. and Veasey, T.J. (1994) Bio-Column Flotation of Coal for Desulfurization and Comparison with Conventional and Column Flotation. 5th International Conference of Mineral Processing, Nevşehir, 1994.
- Wheelock T.D. (1979) Chemical Cleaning, Coal Preparation. 4th Edition, AIME, New York.
- Yoon, R.H. (1991) Advanced Coal Cleaning, Part 2, Coal Preparation. 5th Edition, AIME, Colorado.
- Donskoi, E. and McElwain, D.L.S. (1999) Approximate Modelling of Coal Pyrolysis. Fuel, 78, 825-835. http://dx.doi.org/10.1016/S0016-2361(98)00204-X
- Wiktorsson, L.P. and Wanzl, W. (2000) Kinetic Parameters for Coal Pyrolysis at Low and High Heating Rates—A Comparison of Data from Different Laboratory Equipment. Fuel, 79, 701-716. http://dx.doi.org/10.1016/S0016-2361(99)00138-6
- Fu W.-B. and Wang, Q.-H. (2001) A General Relationship Between the Kinetic Parameters for the Gasification of Coal Chars with CO2 and Coal Type. Fuel Processing Technology, 72, 63-77. http://dx.doi.org/10.1016/S0378-3820(01)00184-9
- Liu, G., Benyon, P., Benfell, K.E., Bryant, G.W., Tate, A.G. and Boyd R.K. (2002) The Porous Structure of Bituminous Coal Chars and Its Influence on Combustion and Gasification under Chemically-Controlled Conditions. Fuel, 79, 617-625. http://dx.doi.org/10.1016/S0016-2361(99)00185-4