Modeling and Numerical Simulation of Material Science
Vol. 2 No. 4 (2012) , Article ID: 23502 , 10 pages DOI:10.4236/mnsms.2012.24008
Groove Design and Microstructure Research of Ultra-Fine Grain Bar Rolling*
College of Mechanical Engineering, National Engineering Research Center for Equipment and Technology of Cold Rolling Strip, Yanshan University, Qinhuangdao, China
Email: caoleiysu@foxmail.com
Received August 8, 2012; revised September 10, 2012; accepted September 23, 2012
Keywords: Bar; FEM; Flat-Oval Groove; Large Plastic Strain; Low Temperature; Ultra-Fine Grain
ABSTRACT
New flat-oval groove rolling process of multi-direction deformation is proposed to manufacture ultra-fine grain bar. Application of new groove series can introduce uniform large plastic strain into whole cross section of the material, and meanwhile satisfy the requirements of shape and size. Principle of grain refinement, based on experimental research of small specimen, is that grain refinement of ferrite is mainly dynamic recrystallization when low-carbon alloy steel is at low temperature deformation. Relationship of grain size and z-factor is also obtained through experimental research, as well as ultra-fine ferrite grain less than 1 micron. To predict strain, shape, dimensions and grain size of the material in rolling process, numerical simulation model of the warm groove bar rolling process is established via nonlinear finite element method, and distribution of grain size of the final section is obtained via finite element subroutine. The result indicates that ultra-fine grain bar rolling can accomplish at low temperature region.
1. Introduction
After entering the 21st century, countries in the world begin to concentrate on the study of fine-grain strengthening, such as “Super Steel” Project in Japan, “Highperformance Structural Steel in 21st Century” Project in Korea, and the national 973 project “Major Basic Research of New Generation Steel and Iron Materials” and et al. in China [1], which have made great breakthroughs in theory, and achieved a high degree of economic efficiency. Research shows that effective ways to manufacture ultra-fine grain is to reduce the deformation temperature and increase the plastic deformation. At present, it is an effective way to improve product performance obtaining steel of ultra-fine grain organization through control of thermal physical process, which avoids disadvantages of previous way of improving the properties of steel by adding alloying elements, such as rising costs, increased difficulty in smelting, poor property in welding. Steel of ultra-fine grained microstructures has excellent mechanical properties, such as high strength and good low-temperature impact toughness, which will be widely used as engineering structure materials for the future [2-4]. There are several factors relating to refining of iron and steel material microstructures, among which large strain is necessary condition to produce ultra-fine grain microstructures. And there have been a number of reports of multi-pass and severe plastic deformation technologies in access to ultra-fine grain, such as equal channel angular pressing method, high pressure torsion method, and accumulative roll bonding method [5-7].
Bar caliber continuous rolling technology is very suitable for making ultra-fine grain microstructures, because of characteristic of large strain in multi-pass and multidirection manufacturing. The groove design is the key link in bar production, which directly relates to the rationality of metal deformation and products’ microstructures and properties after rolling. In the present in order to improve the precision and efficiency of groove design, finite element method has been used more and more widely in metal plastic working field, and gradually become effective method in the rolling process of scientific prediction, process optimization and quantitative control Xu et al. [8] analysed the rolled piece shape size, temperature field, strain field and stress field in the bar rolling process on any position and anytime through finite element method, Mei et al. [9] by using finite element method analyzed the temperature distribution between hot strip and roller in different conditions, Wang et al. [10] combined finite element method with physical metallurgy which not only can predict the temperature, strain and stress distribution, but also can forecast the law of microstructure evolution in the process of metal forming that solved the problems in industrial production, Inoue et al. [11] used numerical simulation to design groove system, to calculate the strain and temperature distribution of bar rolling process, and then observed microstructure by practical rolling which agreed with simulation results. The trend of new groove and new technology is to get large strain of cross section by technology of improvement and innovation of groove design, and realize ultra-fine grain organization, especially to design new groove by numerical simulation and test and verify by experiments.
In recent years, a lot of research work on ultra-fine grain steel bar rolling technology has been carried out [12,13]. In order to obtain ultra-fine grain steel products, added alloying elements and controlled method implementations are used, such as mild cooling-controlled process on grain refinement and strength [12]. However, similarity of these researches is in high temperature austenitic region, while there has been rare report of obtaining smaller ultra-fine grains products by grain refinement in bar rolling process via warm processing method in ferrite region [14].
Hence this article presents to introduce internal quality factors into the groove design, and through experimental study on small specimens, the relationship between grain size and processing parameters is obtained. And numerical simulation technology is used to guide groove design to utmost meet deformation parameters that obtain ultrafine grain on condition that the precision criteria are met. Based on finite element analysis model of bar continuous rolling warm forming, deformation evolution rules of traditional groove and new flat-oval groove in rolling process are compared to conclude that the new type of flatoval groove can better introduce large strain into center of the section than the traditional groove, and its multidirectional plastic strain value meets conditions of ultrafine grain.
2. Groove Design of Bar Rolling
2.1. The Finite Element Model of Continuous Rolling
The coupled thermo-mechanical finite element model of multi-passes continuous rolling bar was established based on the platform of Abaqus as shown in Figure 1, where the mill rolls were rigid body and the rolled piece was elastic-plastic deformable body. They are meshed using 8-noded hexahedron elements.
Because the rolling temperature must be kept ferrite region at low temperature, the initial temperature of rolled piece was 450˚C. The temperature of mill roll was 200˚C and the temperature of air was 30˚C. The surface radiation coefficient of rolled piece was 0.8. Due to a lot
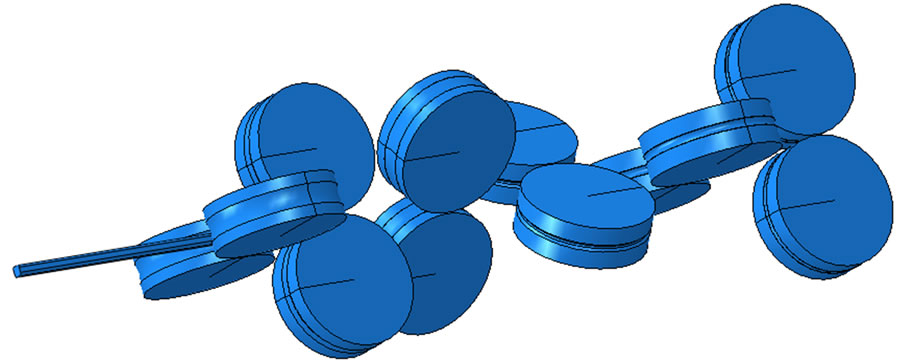
Figure 1. The model of flat-oval/square caliber series.
of cooling water in the practical rolling process, the convection heat transfer coefficient was empirically given 40 kW/m2˚C. The thermal contact conductance coefficient between rolled piece and mill roll was given 10 kW/m2˚C. The contact friction model obeyed the coulomb’s law of friction and the friction coefficient was given 0.3. The rolling velocity was 2500 mm/s.
2.2. Traditional Groove Discussion and Finite Element Simulation Analysis
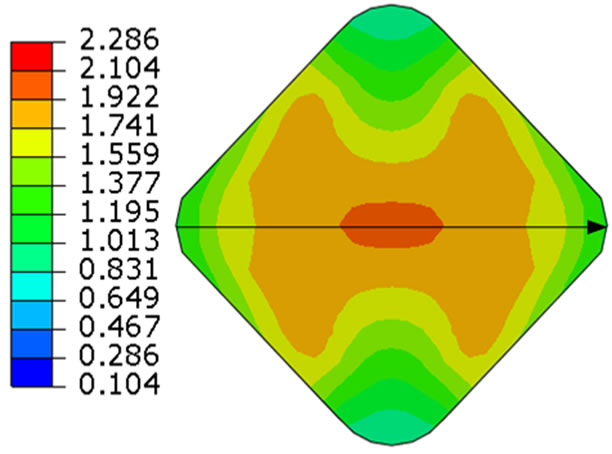
Traditional groove design was based on the premise of hot rolling and shape controlling. Figure 2 is rhomb/ square groove system which is used to roll square steel of quadrate section, and the direction of arrow is the direction of rolling. The initial cross section shape of rolled piece of was quadrate of 24 mm by side, and 6 mm by curvature radius. In 450˚C and after 8 passes rolling, the cross section shape of final rolled piece was 13 mm by side. The accumulation of the strain distribution rule was gotten by the finite element simulation, and the accumulation of strain distribution of final cross section is shown in Figure 3(a).
In addition, this paper applies square/square groove shape to simulate the rolling process. Figure 3(b) is the rolling result of the finite element simulation of square/ square groove shape system, of which the initial conditions were the same as rhomb/square groove system. After 7 passes rolling the cross section shape of final piece was quadrate of 13 mm by side. In the square/square groove system “ears” appeared at the corners of the rolled piece, which were affected by the broadsiding conditions. In the subsequent rolling the phenomenon of fold easily appeared.
The above finite element simulation results show that due to influence by biting conditions and shape control, small strain appeared in the centre of rolled piece and large strain appeared on the edge of rolled piece in traditional groove rolling. As a result, there was restriction to get large plastic strain when making ultra-fine grain bar used traditional groove system.
2.3. The Design of the New Flat-Oval Groove
The flat-oval/square groove system proposed in this paper which has feature of so great elongation coefficient

Figure 2. Rhomb-square caliber.
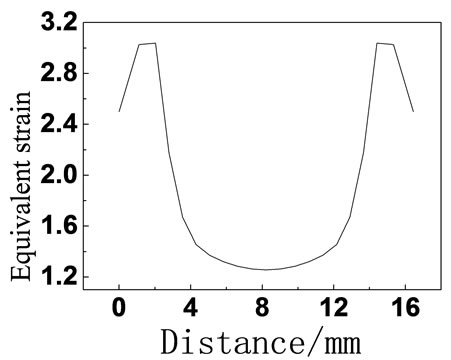
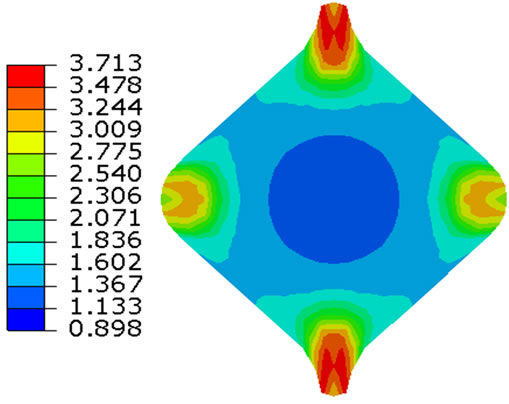
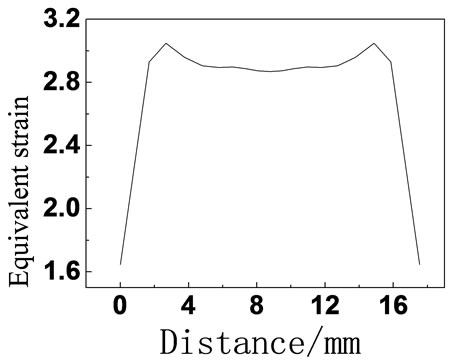
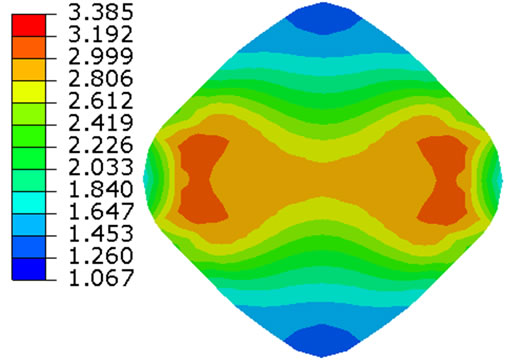
Figure 3. The final cross section of rolling strain distribution situation (a) rhomb/square caliber and (b) square\square caliber.
that can reduce the number of rolling passes. Meanwhile, in the rolling process the rhomb edge and side edge converted with each other which made the effect multi-direction processing more apparent than rhomb/square groove system. The rolled piece was first rolled by flat-oval groove and then by square groove which can achieve multi-direction and not simultaneously process and more effectively import large plastic strain into centre of materials.
In order to roll the square steel with the initial cross section shape of side of 24 mm, the curvature radius of 6 mm to square steel with final cross section shape of side of 18 mm through two passes of flat-oval/square groove system, this paper designed three kinds of flat-oval/ square groove system, the height of the flat-oval grooves were 8 mm, 12 mm, 16 mm respectively, the widths were the same, and the square grooves were all the same in shape. The rolling process of three grooves system was simulated using finite element method, and the accumulation of strain distribution is shown in Figure 4. In the graph the arrow direction is the rolling direction.
From the strain distribution in Figure 4, it can be clearly seen that when the flat-oval groove height (H) was 8 mm, the entire section introduced the largest deformation among three grooves system because of big rolling reduction. When the rolled piece went through the second pass of square groove, due to the influence of the pattern of metal plastic flow the groove cannot be totally filled and the strain cannot reach the centre of rolled piece. When the flat-oval groove height (H) was 12 mm, the cross section was smaller after the first rolling pass, but after the second square groove the largest stain in the centre of rolled piece and the groove can be totally filled. When the flat-oval groove height (H) was 16 mm, due to small rolling reduction the whole cross section intro duced small strain. After the second rolling pass the strain cannot reach the centre of rolled piece and fullness degree of the rolled piece was large. “Ears” appeared in the roll gap which was not beneficial to next rolling. Therefore, the flat-oval groove height (H) of 12 mm not only realized the cross section centre to get large strain but also guaranteed the rolled piece to totally filled of groove and realized to control the shape and size.
Based on the result of several times of finite element simulations, the author proposed new groove system of getting large strain as shown in Figure 5. The blank of square steel with side of 24 mm, flipped 90˚ after first of flat-oval groove, passed into the second pass of square groove with side of 18 mm, then flipped 45˚ passed into the third pass of flat-oval groove, then flipped 90˚ passed into the fourth pass of square groove with side of 13 mm, and then flipped 45˚ passed into the fifth pass of precision rolling of flat-oval groove, and finally flipped 90˚ passed into the round groove to finish the bar rolling.
3. Experimental Study on Microstructure
3.1. Experimental Method
Study on micro-structure in this article is based on experimental study on small specimen, using low-temperature single-pass large-strain plane-strain compression experiment. Figure 6 is a diagram of plane strain compression experiment. Compared with cylindrical compression experiment, it allows importing greater strain into materials, and there is no “bulging” issue, with more accurate and convenient determination of the stress-strain curve. In the experiment of plane strain compression, the resulting strain concentrates at the fixed end, strain variation range from compressed surface to the fixed surface is 0 - 4, and in the same specimen, microstructure and
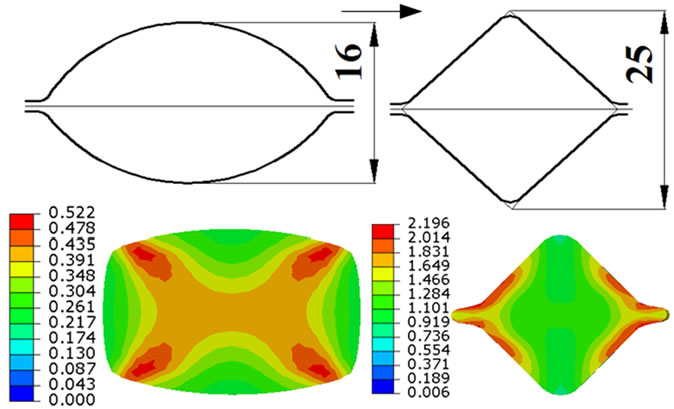
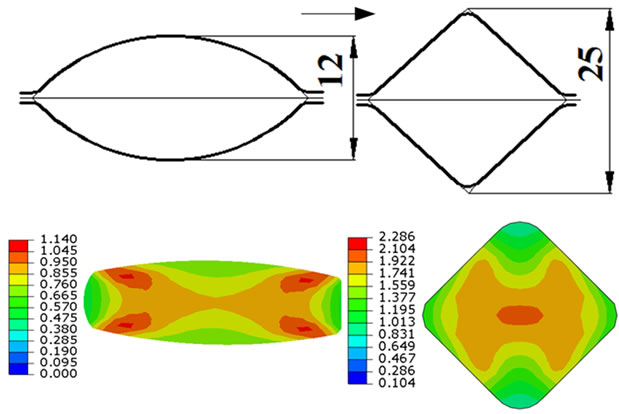
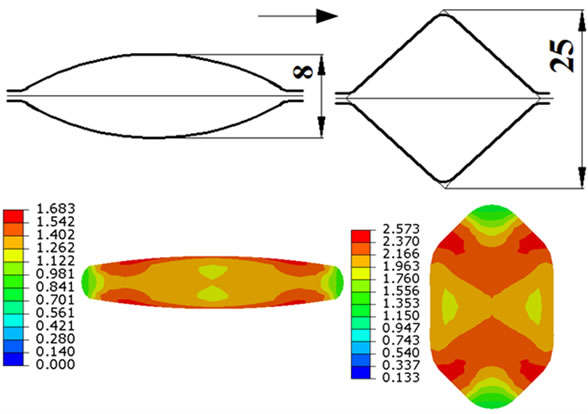
Figure 4. The shape of three calibers and strain distribution situation.

Figure 5. The new grooves of bar rolling.
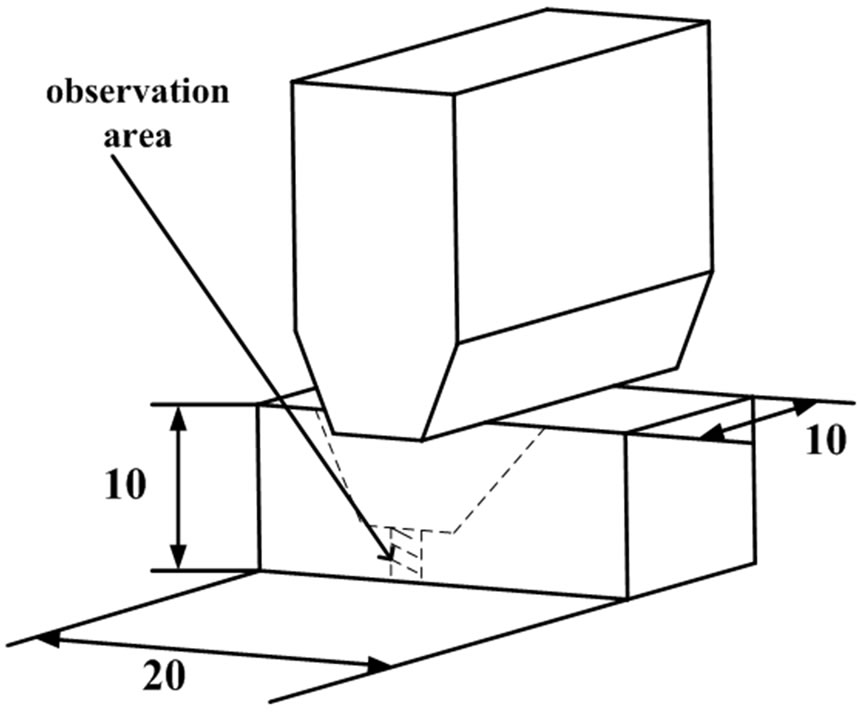
Figure 6. Schematic plot of plane strain compression.
grain size under different strains can be observed.
Materials used in this experiment are part cutting from Q345 hot-rolled steel plate, chemical composition (mass%) is: C 0.16, Si 0.3, Mn 1.5, P 0.016, S 0.004. Three dimensions after machining are namely length 20 mm×width 10 mm×height 10 mm, direction of compression is perpendicular to the rolling direction, and through thermal simulation testing machine the temperature, strain and strain rate of the specimen can be controlled. Figure 7 is schematic of hot working technology, specimen is heated to the deformation temperature range of 700˚C - 500˚C below the Ac1 by 10˚C/s by means of thermal resistance, to make specimen heated evenly, it is insulated 3min in this temperature and then unidirectional compressed where strain rates are 1 s–1, 0.1 s–1, 0.01 s−1 respectively, reduction is 80%, and corresponded deformation time are 1.61 s, 16.1 s, 161 s respectively. Quenching treatment is immediately after compressionand deformation specimen is cut in the compression direction. Cross-section after compression is drawn with a dotted line in Figure 6, corrosion with nitric acid alcohol after mechanical polishing, and structure observation on the scanning electron microscope.
3.2. Result and Discussion
In order to obtain the relationship between microstructure and deformation parameters, first is to clarify the distribution of internal strain in the specimen. This compression method research indicates that distribution of compressive stress and compressive strain is concentrated at the bottom of the specimen, that is, the side without deformation, and that distribution of strain in the specimen is continuous. Finite element method is used in this article for numerical simulation of the compression process, and Figure 8 is the result of finite element simulation,
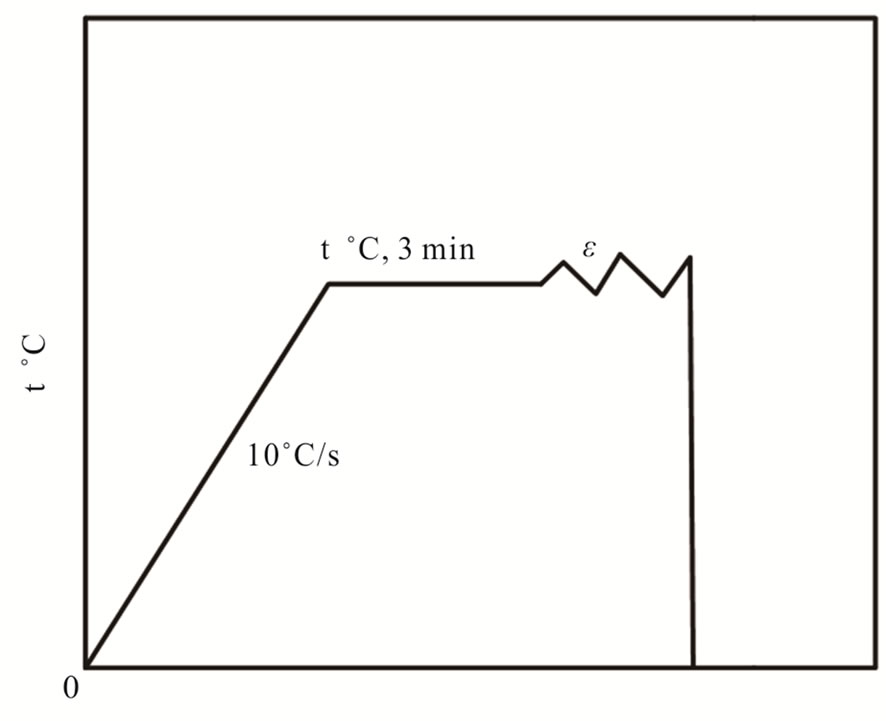
Figure 7. Schematic of hot working.
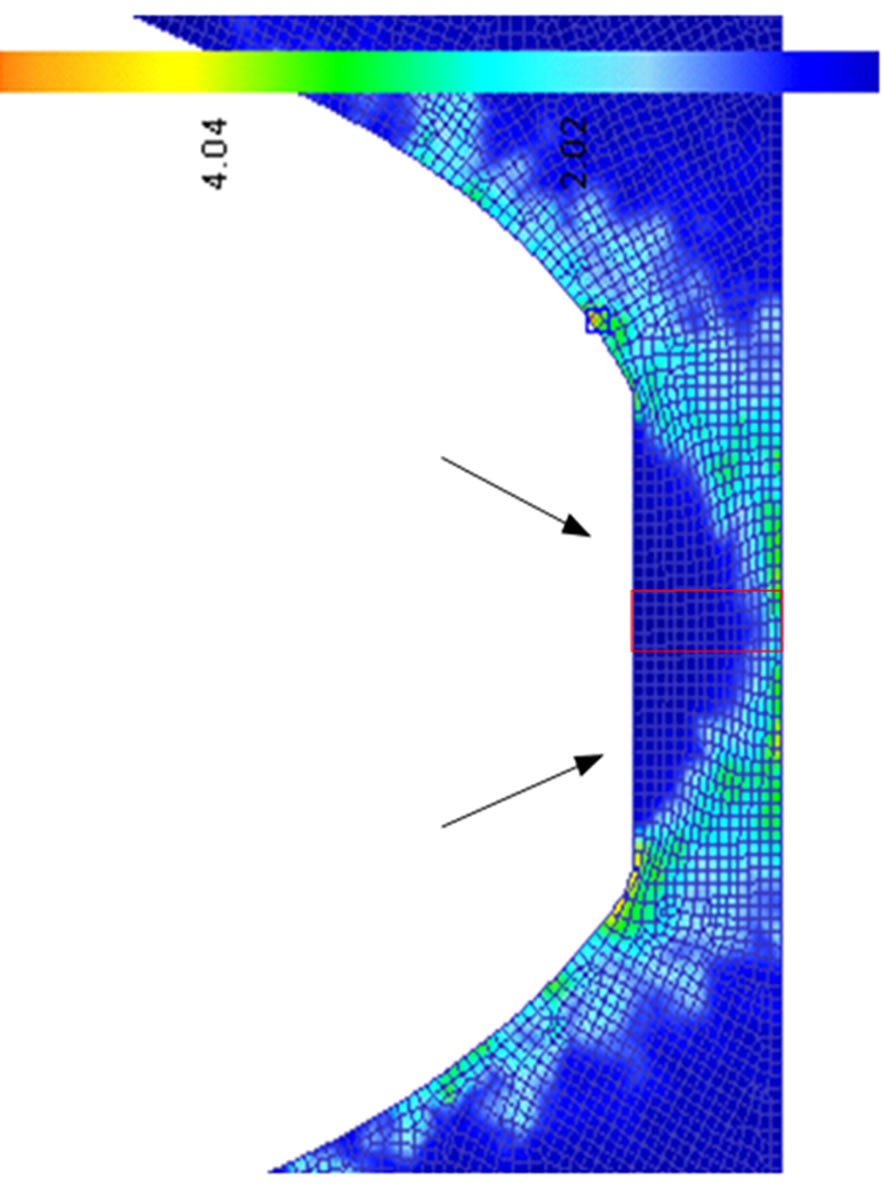
Figure 8. Simulation result of single direction compression.
which mainly studies the distribution of strain. From the result of the simulation, there is rigid zone where the indenter and specimen contact, so strain is very little, as blue area indicated by the arrow in the picture, while large strain mainly distributes both sides and the bottom of rigid zone. Along the compression direction, strain becomes gradient distribution, with variation range of 0 - 4.
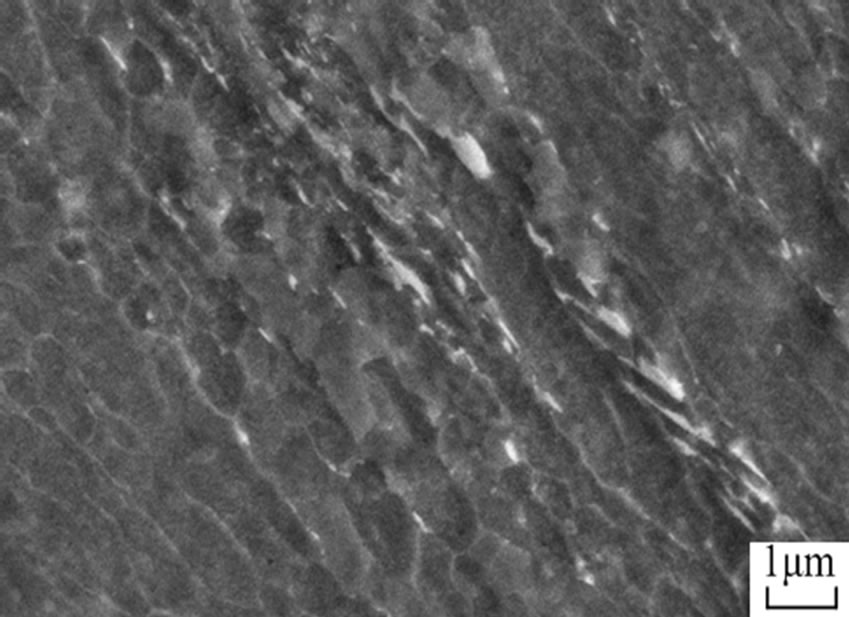
Figure 9 is scanning electron micrograph along thickness direction of observation area under temperature of 600˚C and strain rate of 0.1 s–1, region of deformation belt is the region in red box in Figure 8. From the picture we can know that the deformation belt tapers from the compressed surface to the bottom, which indicates that the large deformation occurs at the bottom, while large strain concentrates at the bottom. The same results were obtained via the same observation of the specimen under other deformation condition. This is the same result with finite element simulation, so it is reliable of numerical distribution of plastic strain obtained by finite element simulation.
Initial microstructure is the layer laminated structure of distribution of ferrite and pearlite, as shown in Figure 10, content of pearlite is relatively little, initial grain size of ferrite is 20 microns, and it is equiaxed distribution.
Figure 11 shows that under different deformation conditions, finite element simulation results become 4 areas, and microstructures obtained by scanning electron microscope. Pronounced equiaxed grains can be seen from every figure, which indicates that ferrite grain finally formed under these conditions has been in a stable state and is basically equiaxed grain after quenching. Ferrite grain can be very small by observation, and the smallest grain size is hundreds of nanometers.
Figures 11(a) and (b) are in conditions of 600˚C, and strain rate of 0.1 s–1 and 0.01 s–1 respectively. Through observation of grain size in the picture, it is apparent that grain size is smaller than that in strain rate of 0.01 s–1 after compression in strain rate of 0.1 s–1. Because under large strain rate, it is more prone to appear for large amount of strain belts under large strain rate, and defect such as twinning and dislocations, which provide energy and location for nucleation, increase the nucleation rate and lead to grain refinement. Under condition of 600˚C, grain size is less than 1 micron at strain rate of 0.1 s–1 and 0.01 s–1.
Figures 11(a) and (c) are compression in strain rate of 0.1 s–1 and temperature of 600˚C and 650˚C respectively. Grain size at temperature of 600˚C is apparently less than grain size at 650˚C, and lower temperatures lead to smaller grain size. Because the deformation at low temperature can provide more nucleation of recrystallization locations, as well as higher rate of nucleation, and low temperature can effectively reduce growth speed of grain. Under the condition of 650˚C, average grain size is around 1 micron.
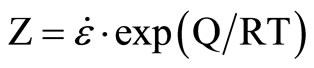
In order to illustrate the relationships between grain size and parameters of processing process, the processing parameter Z is introduced, which is an important parameter that comprehensively describes deformation temperature, strain and effects of strain rate on deformation characteristics in process, and can be expressed as
 (1)
(1)

Figure 9. The distribution of deformation band.
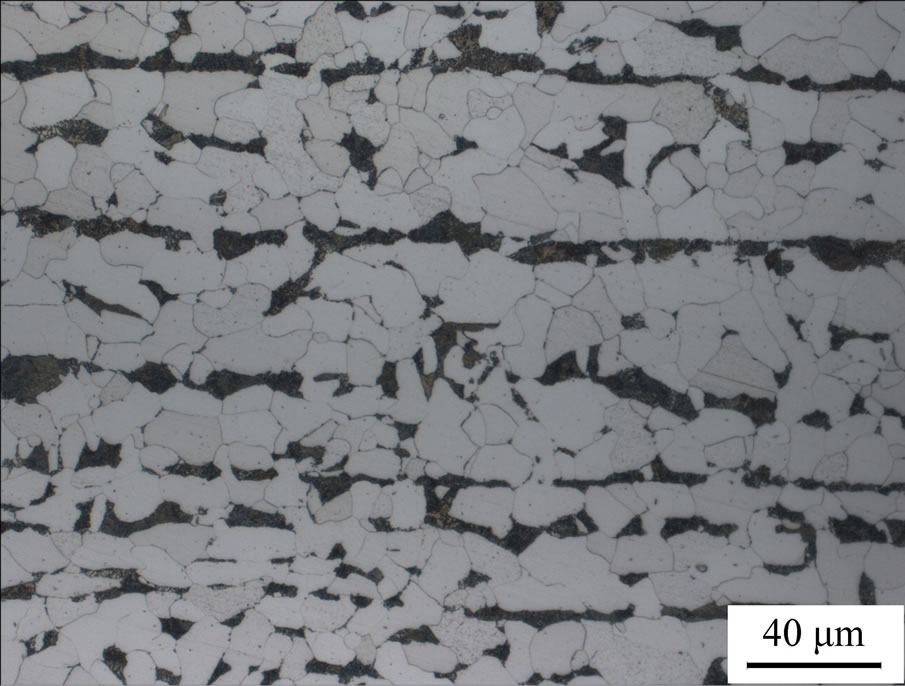
Figure 10. Initial microstructure.
where  is strain rate; Q is surface deformation activation energy (independent from the stress condition, Q = 254 kJ/mol); R is gas constant; T is a deformation temperature.
is strain rate; Q is surface deformation activation energy (independent from the stress condition, Q = 254 kJ/mol); R is gas constant; T is a deformation temperature.
In dynamic recrystallization process, each grain is at different stages of recrystallization, so grain size is different, and the grain size after recrystallization is taken average grain size. Its average grain size is related to d and Z values, it can be determined according to the following relationship:
 (2)
(2)
where A, m are constant.
Average grain sizes of several specimens under different conditions of temperature and strain rate are measured in this article, while Z-value is calculated under corresponding conditions, according to the iterative analysis in Formula (2), relationship between grain size and Z value is as follows:
 (3)
(3)
Figure 12 is curve relationship between dynamic recrystallization grain size and Z values.
Judging from the relationship between grain size d and Z value, grain size gradually decreases as the Z value increases. At low temperature and under large strain, large strain rate is needed to access small grain size, however, when the Z value increases to a certain extent, it is not obvious that grain size decreases as the Z value increases. From the perspective of manufacturing ultra-fine grain, Figure 12 also has a certain engineering
 (a)
(a) (b)
(b)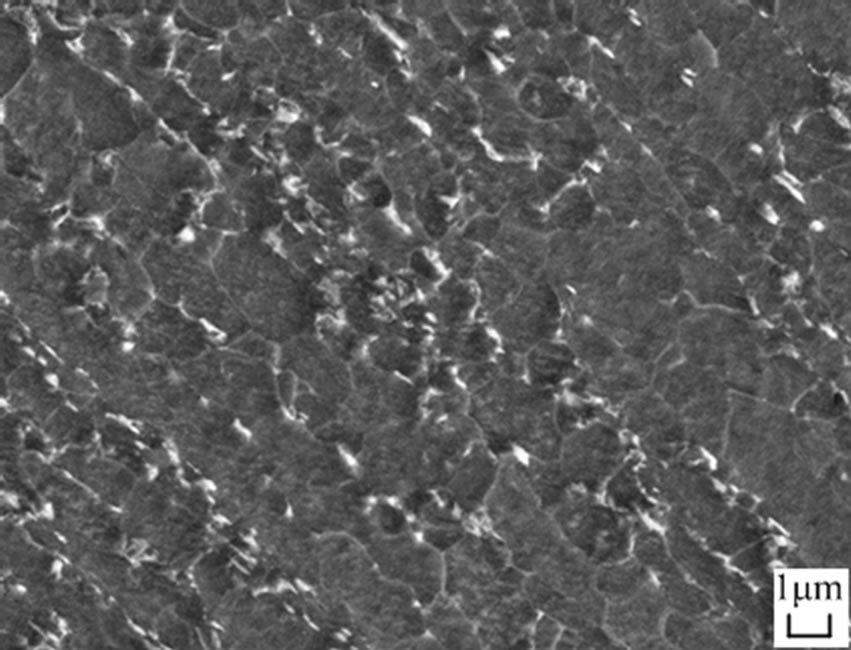 (c)
(c)
Figure 11. The final grain size under different deformation conditions. (a) T = 600˚C, ; (b) T = 600˚C,
; (b) T = 600˚C, ; (c) T = 650˚C,
; (c) T = 650˚C, .
.
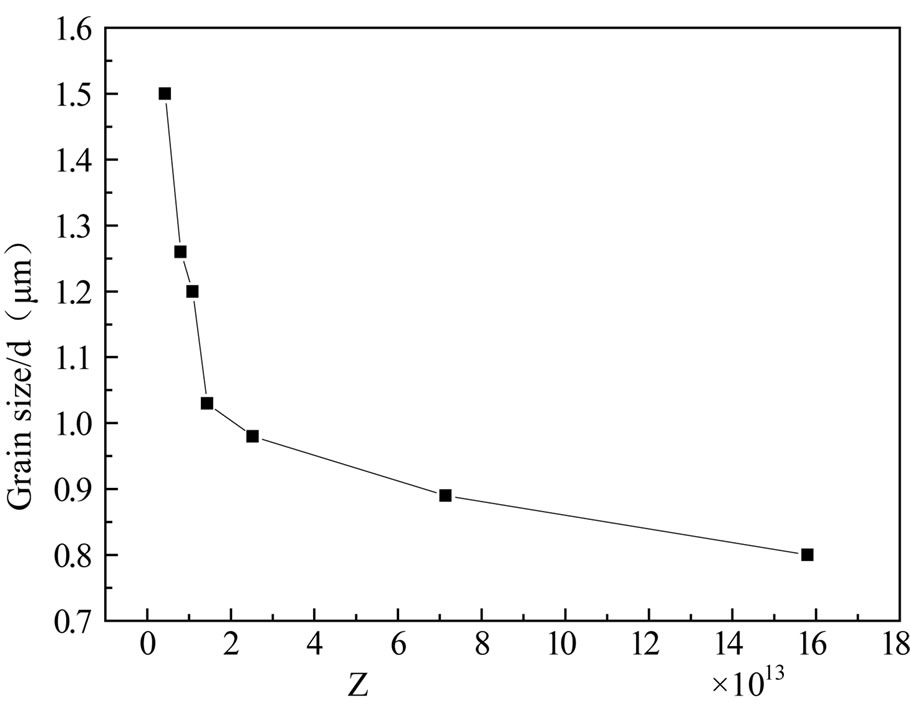
Figure 12. The relationship between grain size and Z factor.
value, at the time of metal plastic processing, such asrolling, forging, important deformation and machining parameters, such as strain, strain rate and temperature, can be obtained though certain grain size in metal processing. Desired grain size can be achieved by controlling these parameters. If grain of 1 micron is needed in the engineering application, the desired Z-value can be obtained to be 2.17 × 1013 through Figure 12.
Relationship between the deformation par ameter can be obtained by Equation (1), according to the requirements of the designers, the control of grain size can be ultimately realized by controlling deformation process parameters such as strain, strain rate and temperature.
4. Finite Element Simulation Results
4.1. Shape and Size, Strain and Temperature Simulation Results of Bar Rolling
According to new flat-oval-square groove in the earlier design, using simulation of rolling process by finite element software, the cross section shape and strain distribution after each pass rolling of flat-oval groove are shown in Figure 13, where the equivalent plastic strain curves were distribution of rolled piece section of arrow position from left to right. The centre equivalent plastic strain of these rolled piece cross sections were 0.87, 1.95, 2.90, 4.20, 4.75, 5.25 respectively. These cross sections strain distribution cloud pictures show that the strain was gradually introduced into the inside cross section and the largest accumulation of strain was more than 5.0. Strain value at the center of section in the traditional diamond-square groove and square-section rolling is smaller, and large on the boundary, and new flat-oval groove gets large strain in the center and gradient of strain distribution changes small. And large plastic strain in the heart helps control heart defect, which leads to efficient compaction in the center.
To make the ultra-fine grain bar, not only the strain should be considered but also the temperature change of rolling process. Generally speaking in the process of rolling temperature changes were caused by three aspects: 1) Plastic work generated heat during the rolled piece deformation. 2) Frictional heat generated between rolled piece and mill roll. 3) Rolled piece had heat transfer itself, including contact heat transfer between rolled piece and mill roll, rolled piece of radiation and convection heat transfer. Compared with plate rolling, result in the temperature was hard to predict in bar rolling because the rolled piece deformation was not uniform which was influenced by the groove. Therefore, it was necessary to compare the numerical simulations and experiments, and then repeatedly revised the parameters of model. Figure 14 shows the rolled piece surface temperature distribution of each pass after rolling.
From temperature change of exit of the groove system workpiece, there is little difference between temperature changes of each pass, temperature rises of workpiece during the previous four times are large, because large deformation leads to high heat by plastic work. The latter two passes are mainly control of the shape and size of workpiece, the deformation is relatively small, so the temperature is lower than the first few passes.
4.2. Prediction Simulation of Microstructure
Microstructure prediction method used here is VUSDFLD subroutine of ABAQUS, which is open program interface ABAQUS provided for users, new output variable that user definite under dynamic conditions at the material point, and user writes subroutine to implement the required functions. Generally FORTRAN language is used as its compile language. Its code interface is:
subroutine vusdfld(
c Read only variables-
1 nblock, nstatev, nfieldv, nprops, ndir, nshr,
2 jElem, kIntPt, kLayer, kSecPt,
3 stepTime, totalTime, dt, cmname,
4 coordMp, direct, T, charLength, props,
5 stateOld,
c Write only variables
6 stateNew, field )
c
include 'vaba_param.inc'
c
dimension jElem(nblock), coordMp(nblock,*),
1 direct(nblock,3,3), T(nblock,3,3),
2 charLength(nblock), props(nprops),
3 stateOld(nblock,nstatev),
4 stateNew(nblock,nstatev)
5 field(nblock,nfieldv) character*80 cmname
c
c Local arrays from vgetvrm are dimensioned to
c maximum block size (maxblk)
c
parameter( nrData=6 )
character*3 cData(maxblk*nrData)
dimension rData(maxblk*nrData), jData(maxblk*nrData)
c
do 100 k = 1, nblock
100 continue
c
return
end
Simulation of grain size is mainly based on experimental research of micro-structure of specimen, through relationship of grain size and deformation parameter from Equation (3), it can be simply understood for process of calculation combined the analysis result of ABAQUS with calculation formula of grain size its program is written by FORTRAN language in interface program of system, and its forecast form is shown in Figure 15.
Above cloud of grain forecast indicates that ultra-fine grain has been introduced to the entire section eventually and grain sizes are all smaller than 1 micron. The Figure shows grain size in the center of the bar is larger than grain size around because in the rolling process, the strain in the center is large, the temperature is high caused by more plastic work heat, which matches the actual situation.
5. Conclusions
1) The bar continuous rolling process of thermo-mechanical coupling model was established through finite element method. The law of strain distribution of traditional and new flat-oval groove system on the cross section in bar rolling contrastively was analyzed, and the new flat-oval groove can better introduce strain into core, at the same time the all section obtained bigger strain.
2) Relationship between grain size and value of Z
 (a)
(a)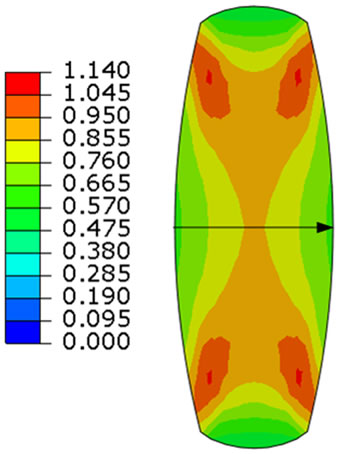 (b)
(b)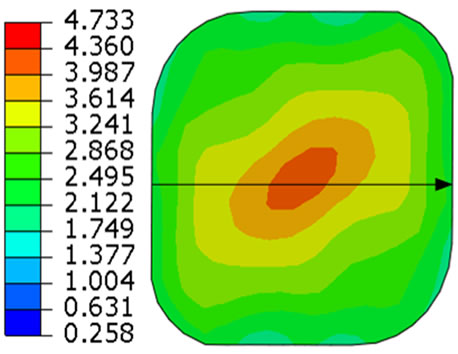 (c)
(c)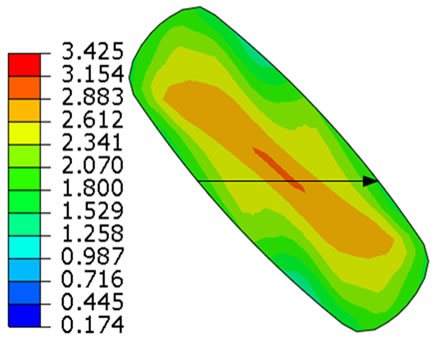 (d)
(d)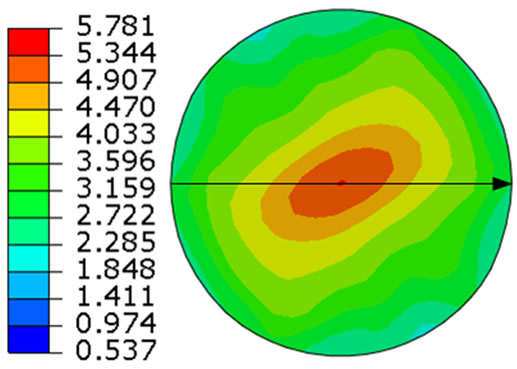 (e)
(e)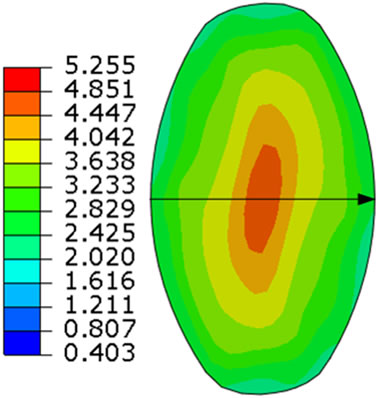 (f)
(f)
Figure 13. Strain distribution at each pass using the flat-oval passes. (a) First pass; (b) Second pass; (c) Third pass; (d) Fourth pass; (e) Fifth pass; (f) Sixth pass.
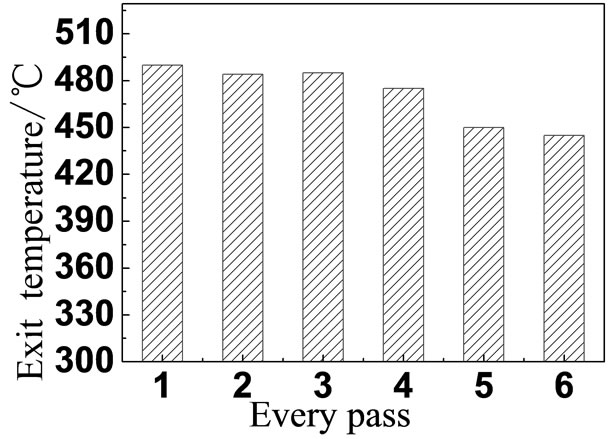
Figure 14. Temperature at exit of each pass.
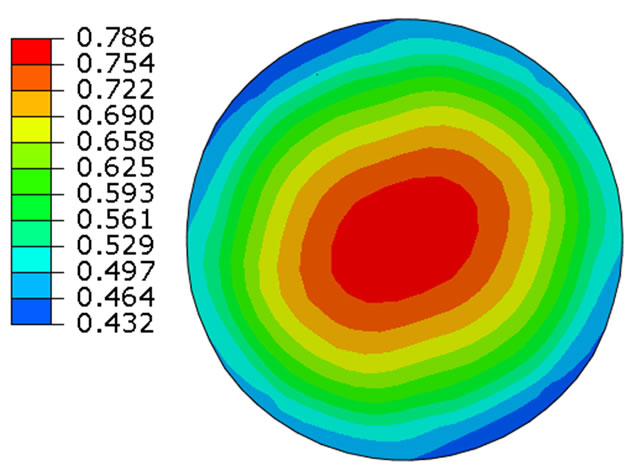
Figure 15. The cloud of grain forecast.
(processing parameter) was obtained based on study on grain refinement of a small sample, which substituted into finite element model through subroutine to compute, and finally forecasted the grain size distribution of cross section after rolling. That makes the production of ultra-fine grain bar possible in the future.
REFERENCES
- T. Shinokura and K. Takai, “Mathematical Models of Roll Force and Torque in Steel Bar Rolling,” The Iron and Steel Institute of Japan, Vol. 72, No. 14, 1986, pp. 1870-1876.
- Y. Okitsu, N. Takata and N. Tsuji, “A New Route to Fab- ricate Ultrafine-Grained Structures in Carbon Steels without Severe Plastic Deformation,” Scripta Materialia, Vol. 60, No. 2, 2009, pp. 76-79. doi:10.1016/j.scriptamat.2008.09.002
- T. Inoue, F. Yin and Y. Kimura, “Strain Distribution and Microstructural Evolution in Multi-Pass Warm Caliber Rolling,” Materials Science and Engineering: A, Vol. 466, No. 1-2, 2007, pp. 114-122. doi:10.1016/j.msea.2007.02.098
- R. Song, D. Ponge and D. Raabe, “Mechanical Properties of an Ultrafine Grained C-Mn Steel Processed by Warm Deformation and Annealing,” Acta Materialia, Vol. 53, No. 18, 2005, pp. 4881-4892. doi:10.1016/j.actamat.2005.07.009
- R. Rodríguez-Baracaldoa, R. Tejedord, J. A. Benito, J. M. Cabrera and J. M. Prado, “Microstructural Evolution and Mechanical Response of Nanocrystalline and UltrafineGrained Steel Obtained by Mechanical Milling,” Materials Science and Engineering: A, Vol. 493, No. 1-2, 2008, pp. 215-220. doi:10.1016/j.msea.2007.08.087
- Shubo Xu, Guoqun Zhao, Xinwu Ma and Guocheng Ren, “Finite Element Analysis and Optimization of Equal Channel Angular Pressing for Producing Ultra-Fine Grained Materials,” Journal of Materials Processing Technology, Vol. 184, No. 1-3, 2007, pp. 209-216. doi:10.1016/j.jmatprotec.2006.11.025
- N. Tsuji, Y. Saito, H. Utsunomiya and S. Tanigawa, “Ultra-Fine Grained Bulk Steel Produced by Accumulative Roll-Bonding (ARB) Process,” Scripta Materialia, Vol. 40, No. 7, 1999, pp. 795-800. doi:10.1016/S1359-6462(99)00015-9
- C. G. Xu, G. H. Liu, G. S. Ren, Z. Shen, C. P. Ma and W. W. Ren, “Finite Element Analysis of Axial Feed Bar Rolling,” Acta Metallurgica Sinica (English Letters), Vol. 20, No. 6, 2007, pp. 463-468. doi:10.1016/S1006-7191(08)60011-3
- R. B. Mei, C. S. Li, X. H. Liu and B. Han, “Analysis of Strip Temperature in Hot Rolling Process by Finite Element Method,” Journal of Iron and Steel Research, International, Vol. 17, No. 2, 2010, pp. 17-21. doi:10.1016/S1006-706X(10)60052-0
- M. T. Wang, X. L. Zhang and X. T. Li and F. S. Du, “Finite Element Simulation of Hot Strip Continuous Rolling Process Coupling Microstructural Evolution,” Journal of Iron and Steel Research, International, Vol. 14, No. 3, 2007, pp. 30-36. doi:10.1016/S1006-706X(07)60039-9
- C. G. Xu, G. H. Liu, G. S. Ren, Z. Shen, C. P. Ma and W. W. Ren, “Finite Element Analysis of Axial Feed Bar Rolling,” Acta Metallurgica Sinica, Vol. 20, No. 6, 2007, pp. 463-468. doi:10.1016/S1006-7191(08)60011-3
- G. D. Wang, D. Wu, Z. Y. Liu and Z. D. Wang, “Present Status and Prospect of Steel Rolling Technology in China,” China Metallurgy, Vol. 19, No. 12, 2009, pp. 1-13.
- X. L. Pan, Y. H. Wang, H. Z. Liang and S. C. Feng, “Key Technology of Ultrafine Grain Steel,” World Iron & Steel, Vol. 11, No. 4, 2011, pp. 31-36.
- K. Hase and N. Tsuji, “Effect of Initial Microstructure on Ultrafine Grain Formation through Warm Deformation in Medium-Carbon Steels,” Scripta Materialia, Vol. 65, No. 5, 2011, pp. 404-407. doi:10.1016/j.scriptamat.2011.05.018
NOTES
*Item Sponsored by Heibei National Science Foundation of China (E2011203090, E2012203028).