Open Journal of Metal
Vol.05 No.03(2015), Article ID:58938,7 pages
10.4236/ojmetal.2015.53003
The Effects of Sintering Temperature on the Densification of Mechanically Alloyed W-Brass Composites
Baba Gowon1,2*, Kahtan S. Mohammed1, Shamsul Baharin Bin Jamaluddin1, Zuhailawati Hussain3, Polycarp Evarastics1
1School of Materials Engineering, Universiti Malaysia Perlis (UniMAP), D/A Pajabat Pos Besar, Kangar, Malaysia
2Department of Metallurgical and Materials Engineering, Federal Polytechnic, Idah, Nigeria
3School of Materials and Mineral Resources Engineering, Engineering Campus, Universiti Sains Malaysia, Nibong Tebal, Malaysia
Email: *babagowon@yahoo.com
Copyright © 2015 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 19 June 2015; accepted 16 August 2015; published 20 August 2015
ABSTRACT
Prealloyed (PA) and premixed (PM) W-brass with the composition of 60 wt% W, 1 wt% Ni and 39 wt% brass was sintered at the temperature of 800˚C, 920˚C and 1000˚C each. As a result of difficulties in the densification of W-Cu and W-Cu alloys, mechanical alloying (MA) and activated sintering were combined. The powders were mechanically alloyed for 13 hours to produce nanosized W grains embedded in brass. The microstructure and properties of these composites with increase in sintering temperature has been studied. Both prealloyed and premixed composites sintered at 800˚C (solid state sintering) and 920˚C (sub-solidus state sintering) have lower sintered densities and hardness. The densification rate in the premixed composites was observed to be higher than that of the prealloyed composites. Their densification and properties increased with the increase in the sintering temperature. Premixed composite sintered at 1000˚C had 91.0% sintered density, 180 Hv microhardness against 76.0% and 133 Hv respectively for prealloyed composite at the same temperature. The values of electrical conductivity in both prealloyed and premixed composites increased with increase in temperature.
Keywords:
W-Brass, Temperature, Densification, Prealloy, Hardness

1. Introduction
Tungsten-brass pseudoalloy belongs to the family of metal matrix composites (MMC). Another prominent example is the W-Cu composites. Over the years, a lot of research works have been done on MMC because of the excellent mechanical and electrical properties [1] . The interesting properties of these composites are from the combination of high temperature strength, high arc erosion resistance, high melting point, wear resistance, high density, low coefficient of heat expansion of W and high thermal and electrical conductivity of Cu [2] - [5] .
W-Cu and W-Cu alloys are used in a wide area of applications, such as plasma facing components (PFCs) for the divertors in fusion reactors [6] , fabrication of W-Cu functionally graded materials (FGM) between W and Cu to reduce interfacial thermal stresses [7] in electrical contacts, heat sinks, electroerosion segments [6] [8] ; and in military applications such as kinetic energy projectiles, ammunition, in radiation shielding, etc. [1] [9] - [12] . W- Cu composites that have a high volume fraction of W (80% - 95%) are used for electronic packages while those with medium volume fractions of W (50% - 75%) are mostly used in electrical contact materials and military applications [13] .
As a result of a large difference in the melting point of the W (3410˚C) and Cu (1083˚C), W-Cu composites cannot be produced by the traditional metal casting processes. They are mainly produced by powder metallurgy techniques [14] . The constituent powders are first mixed, pressed or compacted together and are then sintered under controlled environment. The sintering processes that can be used to densify powders include: solid state sintering, sub-solidus state sintering and liquid state sintering. The densification of W-Cu is a very difficult process due to mutual insolubility or negligible solubility, poor wettability and high contact angle that leads to poor sinterability [2] [8] [15] . For the purpose of reducing the contact angle and the wetting ability of these composites, sintering activators like Ni, Co, Fe and Pd are added to the W-Cu composites in smaller proportion [3] [16] . The disadvantage of adding activators is that they reduce/deteriorate the electrical and thermal properties of these composites. These additives are insoluble in W and are segregated into the W interparticle zones, thereby providing a high diffusivity transport parts for W atoms which lower the activation energy for bulk transport of W [17] . In recent years, mechanical alloying (MA) has been employed to produce ultrafine nanosized particles which enhance homogeneity and sinterability [15] . MA leads to high plastic deformation of the powders due to ball-to-ball and ball-to-wall collision. This causes dislocation and defects in powders which generate new surfaces that are needed for atomic diffusion [18] . However, the use of stainless steel jars, balls, tungsten carbide balls causes contamination of the powders and results in activated sintering [19] . Brass powder has its own peculiar problem. Because of the oxygen picked-up during the production of brass powder, both Cu and Zn are oxidized. These oxidized compounds are CuO and ZnO which are difficult to reduce. Radomysel’skii et al. [20] studied the effects of the atomization condition on the quality of brass powder and discovered that these oxides were difficult to remove during sintering and had negative effects on the mechanical properties of the finished parts. Apart from the oxide formation, the zinc component also begins to boil and vaporize at 907˚C [21] . Dovydenkova et al. [22] observed that by sintering brass at and above 920˚C, the samples experienced weight loss due to the evaporation of zinc which decreased the mechanical properties of the samples.
Many researchers have worked on several aspects of W-Cu sintering, but to the best of our knowledge, no literature is available on W-brass sintering. In this work, both prealloy and premixed W-brass were mechanically alloyed and their sintering temperatures were varied within solid state, sub-solidus sate and liquid state range.
2. Experimental Procedures
Table 1 below shows the characteristics of the powders that are used.

Table 1. Characteristic of the powders.
The composition of the powders used is 60 wt% W, 1 wt% Ni and 39 wt% brass for both prealloyed and premixed powders. The milling was done using the Fritsch Pulverisette 6 milling machine (Fritsch GmbH, Germany). The milling was divided into two stages. In the first stage 60 wt% W and 1 wt% Ni were mixed and milled for 8 hours. In the second stage, 39 wt% brass was added and the milling continued for another 5 hours. The process was repeated using 60 wt% W, 1wt% Ni and 39 wt% copper and zinc (premixed). The milling was done under argon atmosphere at room temperature using steel balls. The ball to powder ratio used was 10:1 at the speed of 350 RPM. A tool stool permanent mould and a uni-axial Caver mechanical press (3851-0 model, made in USA) was used to produce the green compacts having the diameter of 12.5 mm and height of 3 - 4 mm. The compaction pressure of 350 Mpa was used and the green density was determined by weight per volume ratio. The sintering temperatures utilised are 800˚C, 920˚C and 1000˚C. The green samples were charged into a horizontal Lenton tube furnace (LTF 14/450 model, made in England) and heated to the respective temperatures stated above under 99.99% pure hydrogen atmosphere with a flow rate of 10 L/h. The heating rate of 5˚C/min, holding time of 2 hours and cooling rate of 10˚C/min was used. The sintered density was determined by Archimedes’ method and weight per volume ratio. Grinding of the samples was done using SiC paper from 340 - 2000 grit finish. After grinding, the samples were polished with alumina suspension of 1 µm - 0.3 µm on a woven synthetic pad. The samples were then rinsed with distilled water, followed by drying using compressed air. The microstructure of the sintered samples was observed by metallurgical microscope and scanning electron microscope (JSM-6490 model, made in USA). The composition of the samples were determined by energy dispersive spectroscopy (EDS). The hardness of the samples was determined by Leco LM700-series microindentation hardness testing system (made in USA) operating on a load of 1kg for 8 seconds duration. The electrical conductivity was measured with the aid of Jandel Multiheight four point probes with RM3000 test unit (made in USA).
3. Results and Discussions
3.1. Sintered Density
As shown in Figure 1, the sintered density of both prealloyed and premixed composites increase with the increase in sintering temperature. The prealloyed composite sintered at 800˚C has a sintered density of 72.0%. As the temperature increased to 920˚C, the sintered density also increased to 73.0%. When the temperature further increased to 1000˚C, the sintered density increased to 76.0%. A similar trend was also observed in premixed composites. The premixed sample sintered at 800˚C has a sintered density of 73.0%. When the temperature was increased to 920˚C, the sintered density increased to 80.0% and at 1000˚C, the sintered density increased to 91.0%. Ardestani et al. [3] densified W-Cu composites with 20%, 30% and 40% Cu at 1000˚C and had densities of 45.68%, 56.30% and 63.44% and when they increased the sintering temperature to 1100˚C, the sintered density of the samples increased to 92.16%, 94.32% and 96.53% respectively. Daneshjou and Amadi [23] studied the optimum processing conditions to improve the mechanical and physical properties of W-Cu composites and discovered that by raising the temperature from 1220˚C to 1280˚C, the sintered density and hardness also increased. As shown in Figure 1, the densification rate is higher in the premixed composites than in the prealloyed composites. When the sintering temperature of the prealloyed was raised from 800˚C to 920˚C, the densification was 1.36%. As the sintering temperature was further increased from 920˚C to 1000˚C, the increase in densification was 4.0%. When the sintering temperature of the premixed composite was increased from 800˚C to 920˚C,
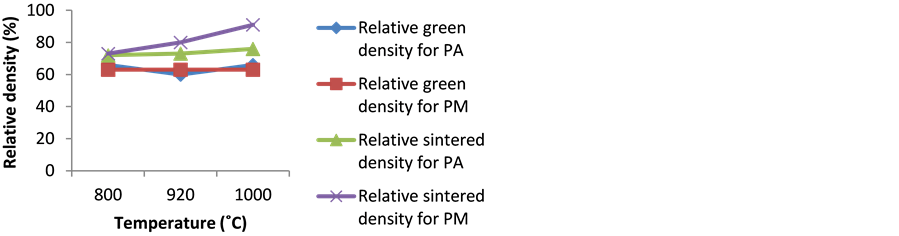
Figure 1. Relative green and sintered density of the composites.
the densification increased by 9.0% and by 12.1% when the sintering temperature was increased from 920˚C to 1000˚C. The variation in the densification rate between prealloyed and premixed composites might be linked to solid solution hardening in the process of prealloying, which increased the hardness of the alloyed powders.
3.2. Microstructure and EDS Analysis
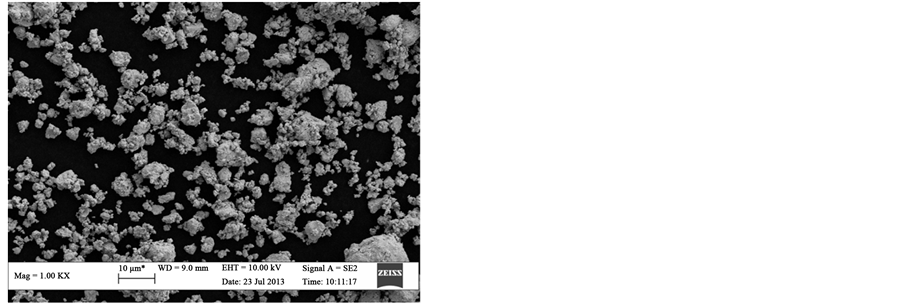
Figure 2(a) and Figure 2(b) below show the SEM photography of premixed powder mechanically alloyed for 8 hours and 10 hours respectively. From Figure 2(a), the W particles are seen to be homogeneously dispersed in the brass phase. As a result of the movement of the jar in the process of high energy ball milling, both tungsten and brass are thoroughly mixed. As the milling progress, the brass particles are deformed into plates and tungsten particles got embedded in those plates. As shown in Figure 2(a), the tungsten particles that are smaller than their original size were localised at both the surface and the bulk of the composite.
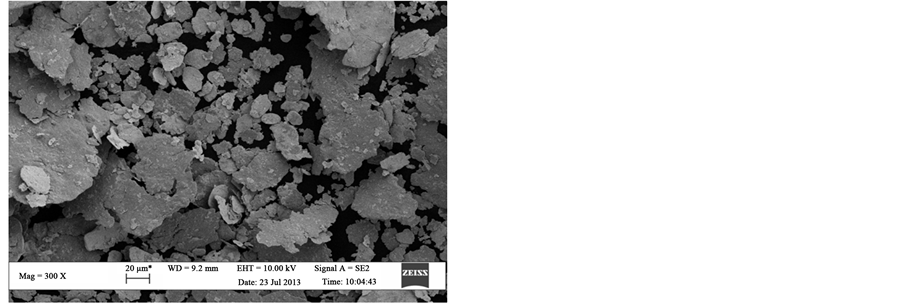
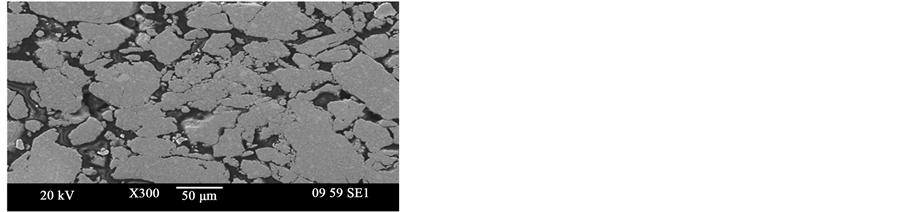
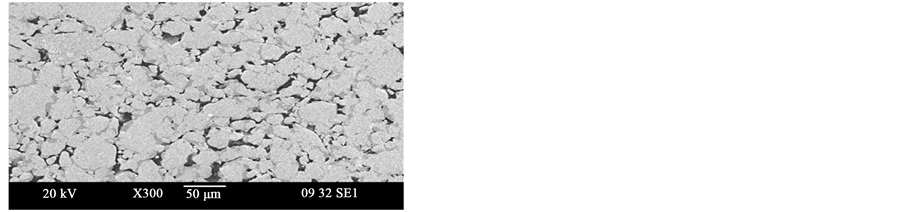
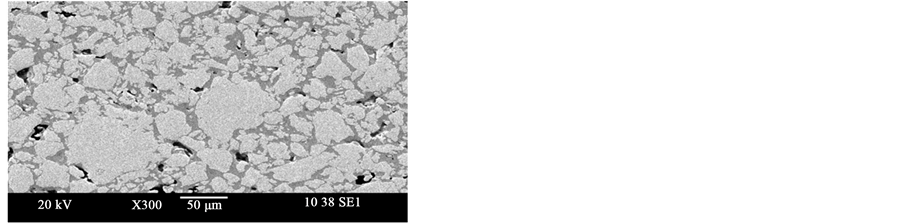
When the milling time was extended from 8 to 10 hours, the W-brass structure became flaky as shown in Figure 2(b). The tungsten particles that were embedded on the surface and inside the brass flakes are visible. Figures 3(a)-(f) is the SEM of 60 wt% W, 1 wt% Ni and 39 wt% brass (prealloyed and premixed) composites sintered at 800˚C, 920˚C and 1000˚C respectively. In Figure 3(a), the irregular and fractured structure of W as a result of mechanical alloying is visible. The sintering at 800˚C is a solid statesintering, which depends mainly on particle rearrangement and diffusion. In both the prealloyed and premixed, (a) and (b), there is no evidence of rearrangement of W and brass.
Figure 3(c) and Figure 3(d) are prealloyed and premixed composites sintered at 920˚C (at the lower point of sub-solidus temperature). In these micrographs, there is evidence of particle rearrangement but the formation of the matrix phase is noticeable in (c). In (d) there is little appearance of the matrix phase. Only rearrangement with little or no liquid phases in (c), this might be the reason for the low sintered density. In the premixed sample (d) the presence of more liquid phase led to the higher sintered density than in (c). Figure 3(e) and Figure 3(f) represent prealloyed and premixed composites sintered at 1000˚C. These micrographs show more rearrangement and homogeneous microstructure than in (a)-(d). In the premixed sample (f), the presence of liquid/matrix phase is evident. The homogeneous microstructure and the presence of liquid brass results in higher mechanical and physical properties of sample (f).
As the sintering temperatures increase from 800˚C - 1000˚C, there is a corresponding change in the microstructural features of both prealloyed and premixed composites. At the sintering temperature of 800˚C (solid state sintering) in both prealloyed and premixed composites, there is no significant densification. This is because the particle rearrangement is minimal and there is no liquid formation that can introduce capillary action which increases densification. Mondal et al. [24] noted that, in solid state sintering of W-Cu system, the W-W interfacial energy is relatively low (2.79 J/m2). This means that the skeletal W-W bond formed through solid state sintering are energetically favoured and stable. Because of this, coupled with mutual insolubility, pores and high dihedral angles, the W-Cu system is not readily densified by capillary-induced rearrangement. Ozkal et al. [25] sintered both coated and premixed W-5˚Cu, and prior to Cu melt formation, none of the compacts show appreciable densification. The absence of high densification at the solid state sintering might be the reason many re-
 (a) (b)
(a) (b)
Figure 2. SEM of premixed powders (a) milled for 8 hours and (b) milled for 10 hours.
 (a) (b)
(a) (b)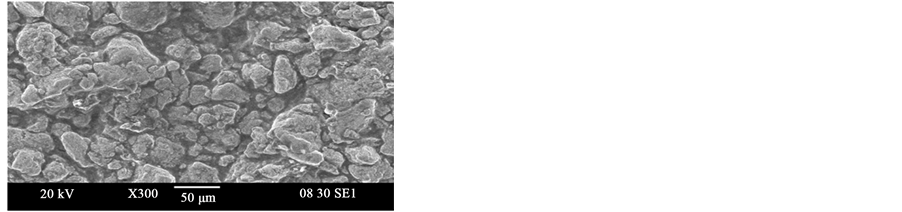
 (c) (d)
(c) (d)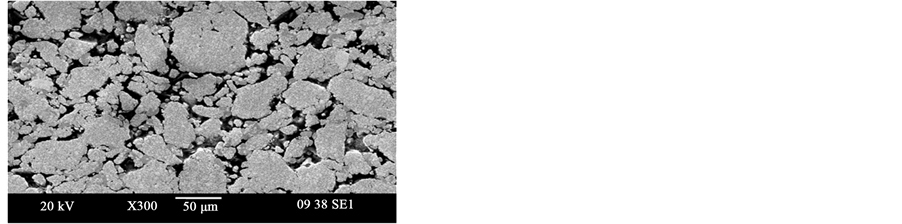
 (e) (f)
(e) (f)
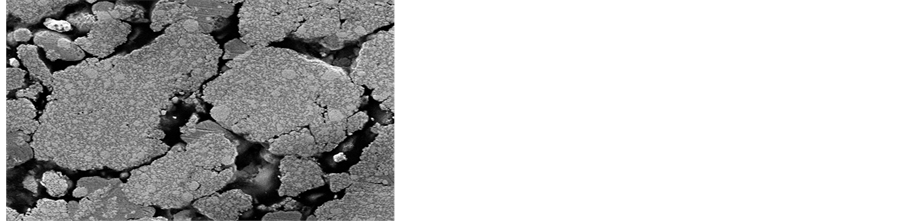
Figure 3. SEM of the sintered samples (a)-(b) prealloyed and premixed composites sintered at 800˚C; (c)-(d) 920˚C and (e)-(f) 1000˚C respectively.
searchers, including Mondal et al. [26] , Abu-Oqail et al. [14] , etc. stated that W-Cu alloys were basically produced by infiltration and liquid phase sintering. At the sub-solidus state sintering (920˚C), the quantity of liquid brass formed and the diffusion rate is not sufficient. This is because, the solidus temperature of brass is 916˚C and the liquidus temperature is 954˚C. 920˚C is almost at the beginning of the liquid phase formation and therefore, the viscosity of the newly formed liquid brass is high. During liquid state sintering (1000˚C), high sintered density was obtained as a result of both particle rearrangement due to capillary forces, grain shape accommodation by solution re-precipitation and sintering of skeletal tungsten by solid state diffusion [3] .
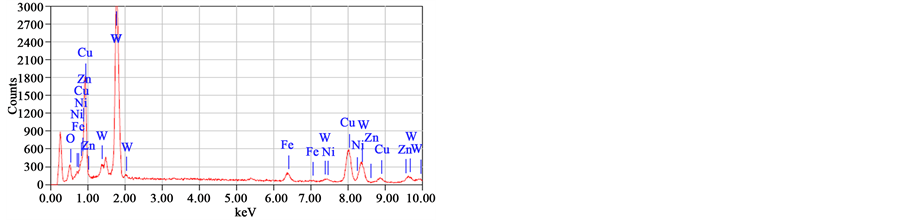
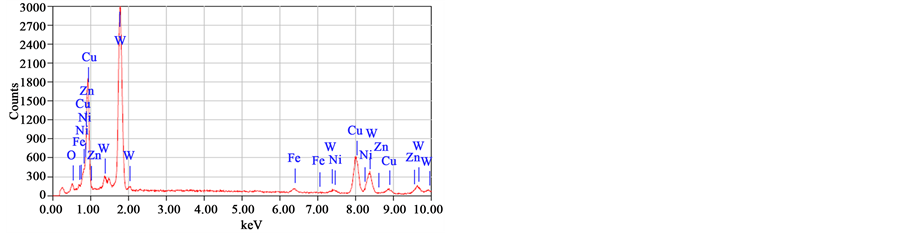
Figure 4(a) and Figure 4(b) above shows the EDS of prealloyed and premixed composites sintered at 1000˚C. The composition of the brass component is slightly lower in prealloyed composite than in the premixed composite, while W composition is constant in both. Oxygen is present in both prealloyed and premixed, but its composition is slightly higher in prealloyed composite. The presence of Fe in the EDS is as a result of wear of the balls and the jar wall during high energy ball milling. The composites were therefore contaminated with Fe which equally caused activated sintering.
3.3. Microhardness
In both prealloyed and premixed composites, the hardness linearly increases with the increase in sintering temperature as shown in Figure 5. The prealloyed sample sintered at 800˚C has the lowest hardness (91 Hv). This is directly related to its sintered density, which is also the lowest. As the sintering temperature increases, the sintered density and the hardness increases. When the sintering temperature increases from 800˚C to 920˚C, the
 (a) (b)
(a) (b)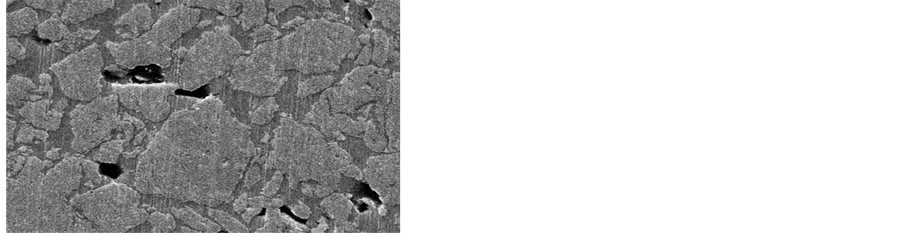
 (c) (d)
(c) (d)
Figure 4. EDS of (a) prealloyed and (b) premixed composite composites sintered at 1000˚C.
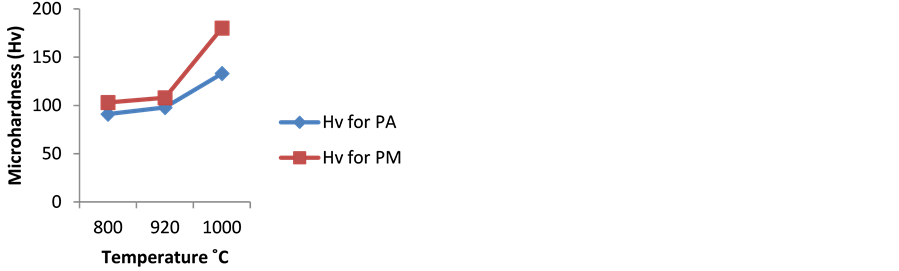
Figure 5. Microhardness values for PA and PM composites.
hardness of the prealloyed composite increased from 91 Hv to 98 Hv. At 1000˚C, the hardness equally increased from 98 Hv to 133 Hv. The same trend was observed in the premixed composites. When the temperature was 800˚C, the hardness was 103 Hv. As the temperature increased from 800˚C to 920˚C, the hardness increased to 108 Hv, and the hardness further increased to 180 Hv when the sintering temperature increased to 1000˚C. These hardness values show that microstructural changes such as particle rearrangement, homogeneous distribution of the phases and smaller grain sizes that result in a higher sintered density directly favour an increase in the hardness of the composite.
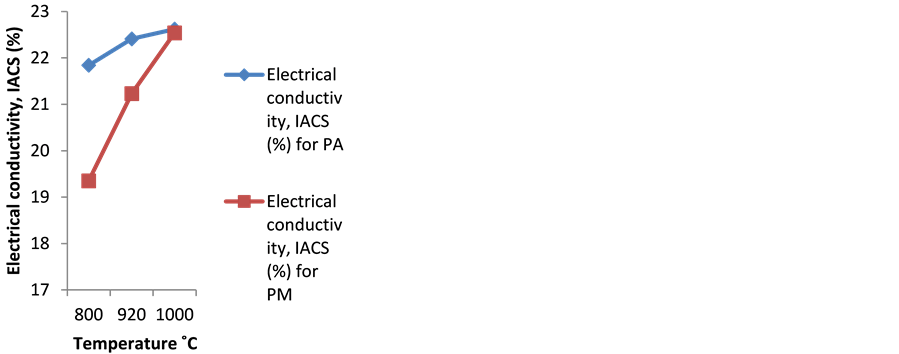
3.4. Electrical Conductivity
Figure 6(a) shows the electrical conductivities of W-brass composites as a function of temperature. As the sintering temperature increases, the porosity of the sintered W-brass composites decreases. This results in the increase of electrical conductivity with increase in temperature. The decrease in porosity with increase in temperature is shown in Figure 6(b). This result agrees with the finding of Ibrahim et al. [27] and Cheng et al. [28] where porosities in their sintered samples reduced the electrical conductivity. The measured electrical conductivity (Ec) was converted to the International Annealed Copper Standard (IACS). The measured conductivity, Ec/5.8 × 107 × 100 gives the IACS values [29] .
 (a) (b)
(a) (b)
Figure 6. (a) Electrical conductivity of prealloyed and premixed composites; (b) Green and sintered porosity of both prealloyed and premixed composites.
4. Conclusion
Solid state, sub-solidus state and liquid phase sintering was carried out on the mechanically alloyed, prealloyed and premixed W-brass composites and the following results were obtained:
1. The densification of W-brass composites increased with increase in temperature.
2. Adequate densification was not obtained in both solid state (800˚C) and sub-solidus state (920˚C) sintering.
3. The hardness of the composites increased with increase in sintering temperatures.
4. The low densification and hardness below liquid phase sintering may be due to little or no adequate liquid phase to enhance rearrangement and diffusion of the particles, mutual insolubility and high contact angles.
Acknowledgements
This research was funded by the Universiti Malaysia Perlis Post Graduate Research Grant Number 9001-00338.
Cite this paper
BabaGowon,Kahtan S.Mohammed,Shamsul Baharin BinJamaluddin,ZuhailawatiHussain,PolycarpEvarastics, (2015) The Effects of Sintering Temperature on the Densification of Mechanically Alloyed W-Brass Composites. Open Journal of Metal,05,19-26. doi: 10.4236/ojmetal.2015.53003
References
- 1. Mohammed, K.S., Rahmat, A. and Ahmad, K.R. (2012) Sintering Behaviour and Microstructure Evolution of Mechanically Alloyed W-Bronze Composite Powders by Two-Step Ball Milling Process. Journal of Materials Science & Technology, 29, 59-69
- 2. Luo, L.-M., Tan, X.-Y., Lu, Z.-L., Zhu, X.-Y., Zan, X., Luo, G.-N. and Wu, Y.-C. (2014) Sintering Behaviour of W-30 Cu Composite Powder, Prepared by Electroless Plating. International Journal of Refractory Metals and Hard Materials, 42, 51-56.
http://dx.doi.org/10.1016/j.ijrmhm.2013.10.012 - 3. Ardestani, M., Rezaie, H.R., Arabi, H. and Razavizadeh, H. (2009) The Effect of Sintering Temperature on Densification of Nanoscale Dispersed W-20-40%wt Cu Composite Powders. International Journal of Refractory Metals and Hard Materials, 27, 862-867.
http://dx.doi.org/10.1016/j.ijrmhm.2009.04.004 - 4. Luo, S.-D., Yi, J.-H., Guo, Y.-L., Peng, Y.-D., Li, L.-Y. and Ran, J.-M. (2009) Microwave Sintering W-Cu Composites: Analysis of Densification and Microstructural Homogenization. Journal of Alloys and Compounds, 473, L5-L9.
http://dx.doi.org/10.1016/j.jallcom.2008.05.038 - 5. Huang, L.-M., Luo, L.-M., Ding, X.-Y., Luo, G.-N., Zan, X., Cheng, J.-G. and Wu, Y.-C. (2014) Effects of Simplified Pretreatment Process on the Morphology of W-Cu Composite Powder, Prepared by Electroless Plating and Its Sintering Characterization. Powder Technology, 258, 216-221.
http://dx.doi.org/10.1016/j.powtec.2014.03.027 - 6. Tang, X.Q., Zhang, H.B., Dua, D.M., Qu, D., Hu, C.F., Xie, R.J. and Feng, Y. (2014) Fabrication of W-Cu Functionally Graded Materials by Spark Plasma Sintering Method. International Journal of Refractory Metals and Hard Materials, 42, 193-199.
http://dx.doi.org/10.1016/j.ijrmhm.2013.09.005 - 7. Zhao, P, Guo, S.B., Liu, G.H., Chen, Y.X. and Li, J.T. (2014) Fast Fabrication of W-Cu Functionally Graded Materials by High-Gravity Combustion Synthesis and Melt-Infiltration. Journal of Nuclear Materials, 445, 26-29.
http://dx.doi.org/10.1016/j.jnucmat.2013.10.032 - 8. Mondal, A., Upadhyaya, A. and Agrawal, D. (2010) Comparative Study of Densification and microstructural Development in W-18Cu Composites Using Microwave and Conventional Heating. Materials Research Innovations, 14, 355-360.
http://dx.doi.org/10.1179/143307510X12820854748638 - 9. Zhou, Y., Wang, K., Liu, R., Wang, X.P., Liu, C.S. and Fang, Q.F. (2012) High Performance Tungsten Synthesized by Microwave Sintering Method. International Journal of Refractory Metals and Hard Materials, 34, 13-17.
http://dx.doi.org/10.1016/j.ijrmhm.2012.02.016 - 10. Mondal, A., Upadhyaya, A. and Agrawal, D. (2008) Microwave and Conventional Sintering of Premixed and Prealloyed Tungsten Heavy Alloys. Journal of Materials Science and Technology (MS&T), 8, 2502-2514.
- 11. Hu, K., Li, X.Q., Qu, S.G. and Li, Y.Y. (2013) Spark-Plasma Sintering of W-5.6Ni-1.4Fe Heavy Alloys: Densification and Grain Growth. Metallurgical and Materials Transactions A, 44, 923-933.
- 12. Chen, P.A., Shen, Q., Luo, G.Q., Li, M.J. and Zhang, L.M. (2013) The Mechanical Properties of W-Cu Composite by Activated Sintering. International Journal of Refractory Metals and Hard Materials, 36, 220-224.
http://dx.doi.org/10.1016/j.ijrmhm.2012.09.001 - 13. Ibrahim, H., Aziz, A. and Rahmat, A. (2014) Enhanced Liquid-Phase Sintering of W-Cu Composites by Liquid Infiltration. International Journal of Refractory Metals and Hard Materials, 43, 222-226.
http://dx.doi.org/10.1016/j.ijrmhm.2013.12.004 - 14. Abu-Oqail, A., Ghanim, M., El-Sheikh, M. and El-Nikhaily, A. (2012) Effects of Processing Parameters of Tungsten- Copper Composites. International Journal of Refractory Metals and Hard Materials, 35, 207-212.
http://dx.doi.org/10.1016/j.ijrmhm.2012.02.015 - 15. Zhang, Q.X., Shi, X.L., Yang, H. and Duan, X.L. (2008) Microstructure and Properties of W-15Cu Alloys Prepared by Mechanical Alloying and Spark Plasma Sintering Process. Journal of Wuhan University of Technology-Materials Science Edition, 23., 399-402.
- 16. Meng, Y.F., Shen, Y.F., Chen, C., Li, Y.C. and Feng, X.M. (2014) Effects of Cu Content and Mechanical Alloying Parameters on the Preparation of W-Cu Composite Coating on Copper Substrate. Journal of Alloys and Compounds, 585, 368-375.
http://dx.doi.org/10.1016/j.jallcom.2013.09.100 - 17. Mohammed, K.S. and Rahmat, A. (2012) The Role of Activator Rich-W Interboundary Layer on Liquid Phase Sintering of W-Pre-Alloy Bronze Composites of Fe and Co Addition. International Journal of Refractory Metals and Hard Materials, 35, 170-177.
http://dx.doi.org/10.1016/j.ijrmhm.2012.04.016 - 18. Yusoff, M., Othman, R. and Hussain, Z. (2011) Mechanical Alloying and Sintering of Nanostructured Tungsten Carbide-Reinforced Copper Composites and Its Characterization. Materials & Design, 32, 3293-3298.
http://dx.doi.org/10.1016/j.matdes.2011.02.025 - 19. Kim, J.-C. and Moon, I.-H. (1998) Sintering of Nanostructured W-Cu Alloys Prepared by Mechanical Alloying. Nanostructured Materials, 10, 283-290.
http://dx.doi.org/10.1016/S0965-9773(98)00065-8 - 20. Radomysel’skii, I.D., Gaiduchenko, G.K., Kalinyuk, N.N., Medvedovskii, A.B., Nichiporenko, O.S. and Chaikina, N.G. (1983) Effects of Atomization Conditions on the Quality of Bras Powder. Poroshkovaga Metallurgiya, 7, 5-7.
- 21. http://metals.about.com/od/properties/a/Metal-Profile-Brass.htm
- 22. Dovydenkova, A.V., Sergeev, V.L., Chernov, V.A. and Kiseleva, E.V. (1990) Sintering of Brass Powder Having Different Oxygen Contents. Poroshkovaga Metallurgiya, 4, 44-47.
- 23. Daneshjou, K. and Ahmadi, M. (2006) Optimizing the Effective Parameters of Tungsten—Copper Composites. Transactions of the CSME/de la SCGM, 30, 321-327.
- 24. Mondal, A., Upadhyaya, A. and Agrawal, D. (2013) Effects of Heating Mode and Copper Content on the Densification of W-Cu Alloys. Indian Journal of Materials Science, 2013, Article ID: 603791.
http://dx.doi.org/10.1155/2013/603791 - 25. Ozkal, B., Upadhyaya, A., Ovecoglu, M.L. and German, R.M. (2004) Realtime Sintering Observations in W-Cu System: Accelerated Rearrangement Densification via Copper Coated Tungsten Powders Approach. Euro PM2004.
- 26. Mondal, A., Agrawal, D. and Upadhyaya, A. (2010) Microwave Sintering of Refractory Metals/Alloys: W, Mo, Re, W-Cu, W-Ni-Cu and W-Ni-Fe. Journal of Microwave Power and Electromagnetic Energy, 44, 28-44.
- 27. Ibrahim, A., Abdallah, M., Mostafa, S.F. and Hegazy, A.A. (2009) An Experimental Investigation on the W-Cu Composites. Materials & Design, 30, 1398-1403.
http://dx.doi.org/10.1016/j.matdes.2008.06.068 - 28. Cheng, J.G., Song, P., Gong, Y.F., Cai, Y.B. and Xia, Y.H. (2008) Fabrication and Characterization of W-15Cu Composite Powders by a Novel Mechano-Chemical Process. Materials Science and Engineering: A, 488, 453-457.
- 29. Kung, C., Liao, T.T., Tseng, K.H., Chen, K.Y. and Chuang, M.S. (2009) The Influence of Powder Mixing Process on the Quality of W-Cu Composites. Transactions of the Canadian Society for Mechanical Engineering, 33, 361-375.
NOTES

*Corresponding author.