Open Journal of Metal
Vol.3 No.1(2013), Article ID:29002,5 pages DOI:10.4236/ojmetal.2013.31001
Severe Plastic Deformation of Steel Induced by Ultrasonic Vibrations
1Hans Tech, West Lafayette, USA
2GE Gas Turbines, LLC, Greenville, USA
3Department of Mechanical Engineering Technology, Purdue University, West Lafayette, USA
Email: *clausexu@hanstek.net
Received July 26, 2012; revised August 30, 2012; accepted September 10, 2012
Keywords: Severe Plastic Deformation; Nanostructured Materials; Ultrasonic Vibration
ABSTRACT
High-intensity ultrasonic vibration was focused on the tip of conical steel specimens to induce severe plastic deformation at room temperature. We found, for the first time, that grain size smaller than 200 nm was obtained. Furthermore, the sharp tip of the conical specimen became umbrella-shaped or disk-shaped. The tip size changed from 0.5 mm diameter to a disk about 5 mm diameter, representing a large amount of plastic deformation in the metal at the tip of the conical specimen.
1. Introduction
Nanostructured materials offer unique and entirely different mechanical, electrical, optical, and magnetic properties compared with conventional micro or millimeter-sized materials. In metals, for example, the hardness of nanocrystalline copper increases with decreasing grain size and 6 nm copper grains show five times the hardness of conventional copper [1] (Nalwa, 2000). Nano-sized Al-Ni-In alloys exhibit a tensile strength (sf > 1200 MPa) greater than conventional high-strength aluminum alloys [2] (Kita et al., 1997). Nanostructured M50 steel is more fatigue and fracture resistant than conventional M50 steel that is widely used in the aircraft industry as the main-shaft bearings in gas turbine engines [3] (Gonsalves et al., 2000).
Conventional methods for producing nanostructured materials include gas atomization and ball milling followed by consolidation, and rapid solidification. [4] Gleiter (1989) reviewed the techniques for producing nanometer-sized clusters of three broad categories: vacuum, gas-phase and condensed-phase synthesis. Umemoto et al. (2001) [5] obtained nanocrystalline ferrite produced by ball milling of steels with various carbon contents from 0.004 wt% C to 0.89 wt% C (eutectoid composition). Ball milling results in the dissolution of cementite simultaneously, and further deformation leads to a uniform nanocrystalline ferrite structure in the whole specimens. Brodova et al. (2001) [6] combined treatment of the Al-1.5 wt% Zr alloy in liquid and solid states by rapid solidification from melt and subsequent severe plastic deformation by high pressing torsion (HPT), and resulted in ultrafine-grained structure with grain of 300 nm in size and high microhardness, Hv = 1200 − 1500 MPa. These processes, however, tend to be expensive and capable of fabricating small amount of materials. Besides, the use of fine particles are naturally prone to surface contamination and agglomeration problems, leading to difficulties in achieving full densification to bulk forms without thermal coarsening (Sanders et al., 1997) [7].
Recent approaches for producing nanostructured materials include severe plastic deformation. Valiev et al. (2000) [8] reviewed bulk nanostructured materials produced by severe plastic deformation, and discussed various methods of severe plastic deformation, structure characterization, properties as well as their potential applications. Hayes et al. (2000) [9] used Equal Channel Angular Extrusion to deform an Al-3 wt% Mg alloy to effective strain of 10, resulting in a 0.2 µm grain sizes, in the as deformed conditions, and a yield strength of about 500 MPa. Saito et al. (2000) [10] used a continuous shear deformation process to deform aluminum AA 1100 strip and improved the γ value (Lankford value) of the processed Al strips. Huang et al. (2001) [11] demonstrated a repetitive corrugation and straightening (RCS) process for effectively reducing the grain size of a high-purity copper bar from 765 μm to about 500 nm. Tsuji et al. (1999) [12] used an Accumulative Roll-Bonding (ARB) process to produce ultra-fine grained bulk steel (interstitial free (IF) steel). The ultra-fine grained IF steel with mean grain size of 420 nm exhibited a high tensile strength of 870 MPa, which is 3.1 times higher than that of the starting material. Chen et al. (2000) [13], using a Multi-Axis Restraint Compression process which is capable of achieving extremely large strains with constant deformation volume, obtained grain size about one micron and an ultimate tensile strength 2 times higher than that of the conventionally hot rolled plain carbon steel (AISI 1018). These recent developments suggest that methods that can produce severe plastic deformation have the potential for the production of nanostructured materials.
Ultrasonic vibrations produce oscillating strain and stress fields in solid materials and varying pressure fields in solids and liquids (Abramov, 1998) [14]. Experiments have demonstrated that ultrasonic vibrations above a critical intensity create dislocations and point defects in solids. The density of the defects increases with increaseing ultrasonic intensity. When the density of the dislocations is high enough, an alignment of dislocations occurs. It has been observed that a distinct cellular structure, about 2 µm in size, is formed in ultrasonically treated aluminum monocrystals after it has been exposed to ultrasonic vibration for only 8 s. This experimental evidence suggests that ultrasound can be a powerful source to be used in producing severe plastic deformation in solid materials. Furthermore, because the grain refinement occurs within bulk materials using the severe plastic deformation processes, the small grains thus formed should be free from defects such as surface contamination and porosity that formed during the production and sintering of nano powders. The main issue in using high-intensity ultrasonic vibration for producing ultrafine grains is that the material may fail a fatigue failure because of the high frequency alternating stresses generated by ultrasonic vibration. To overcome the fatigue failure issue, we used external compressive forces to offset the instantaneous tensile stress induced by ultrasonic vibration since the stresses are additive in nature.
2. Experimental
Figure 1 illustrates the experimental setup. A conical specimen with a length of an integer multiple of a half wave-length of the ultrasonic wave was connected to an ultrasonic horn and a 20 kHz, 1.5 kW ultrasonic vibrator. The specimen was made of AISI 1010 steel (hot rolled). The nominal composition of the steel is 0.08% - 0.13% C, 0.30% - 0.60% Mn, 0.04% P, 0.05% S, and 0.20% Cu. The tip of the specimen, carrying a total weight of 3 kg (the weight of the specimen as well as the horn and the transducer), was in point contact with a steel plate. The tip size was 0.5 mm. Thus a compressive stress of about plate was placed in a steel mold cooled with cooling water
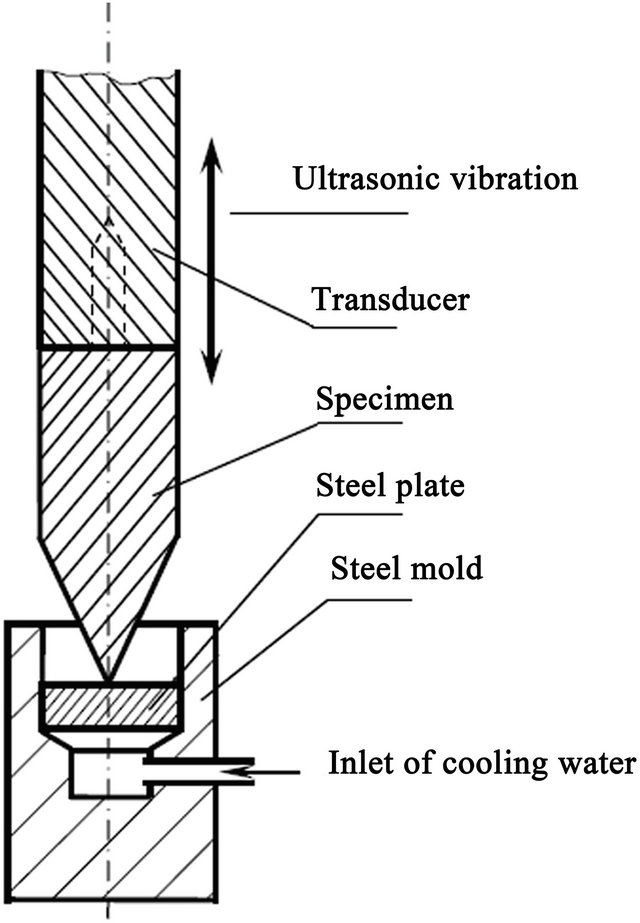
Figure 1. Schematics of the experimental setup.
about 150 MPa was built on the tip of the specimen. The steelter to remove the heat generated between the tip of the specimen and the steel plate. High-intensity ultrasonic vibration was then injected to the specimen for 60 seconds, resulted in severe plastic deformation at the tip of the specimen. The deformed region was polished, etched, and characterized using optical microscopy, scanning electron microscopy (SEM) and transmission electron microscopy (TEM).
3. Results and Discussions
Figure 2 depicts the shape of the tip before and after it was deformed. The sharp tip of the conical specimen, shown in the upper left insert in Figure 2, became umbrella-shaped or disc-shaped. The initial diameter of the tip of the conical specimen was 0.5 mm. The sharp tip of the specimen became “umbrella” shaped almost instantly when ultrasonic vibration was applied to the specimen. The metal at the tip of the specimen was moved to the brim of the disc. The deformation rate was then decreased as the vibration time increased. After subjecting to 60 seconds of ultrasonic vibration, the size of the disc was about 5 mm and the disc stopped growing. Cracking occurred at the brim of the disc. During the deformation process, the metal at the tip of the conical specimen was expanded from 0.5 mm to 5 mm since the metal was moved to the brim of the disc. 10 times increase in size was achieved in the metal at the original tip of the conical specimen before fracture occurred. It is worth to note that the elongation of the hot rolled AISI 1010 steel is only about 28% and the forming limit for rolling the steel at room temperatures is usually less than 40% per pass. Obviously, significant among of plastic deformation, if not superplasticity, has been achieved in the AISI 1010
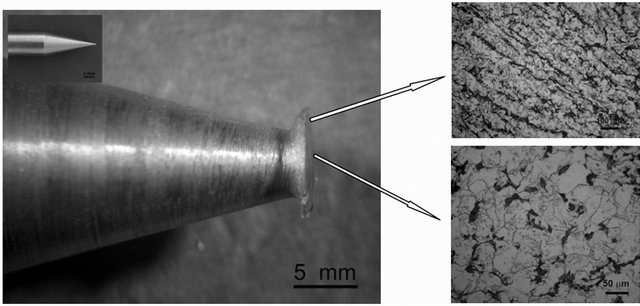
Figure 2. The shape and microstructure of the deformed specimen tip subjected to ultrasonic vibration for 60 seconds. The sharp tip, shown in the upper left insert, became umbrella-shaped. The top right image was taken near the brim of the tip and the bottom right image was taken near the center of the deformed tip.
steel at the tip of the conical specimen.
Microstructure of the deformed specimen is illustrated at the right side of Figure 2. In the center of the umbrella-shaped or disc-shaped tip, small amount of pearlite existed among ferrite. This is the typical AISI 1010 steel which contains about 0.1% carbon and less than 1.0 % of manganese. The grain size of the ferrite was about 50 to 100 µm and that of pearlite was about 10 to 20 µm. Towards the brim of the “umbrella”, the original grains were severely deformed into narrow strips. The white strips shown in Figure 2 were ferrites and the darks ones were pearlites. Optical microscopy revealed that there were three different zones in the deformed area near the tip of the conical specimen. The first zone was on the brim of the “umbrella.” The original ferrite grains were severely deformed into very thin strips. In the second zone located between the brim and the center of the deformed tip, the grains were in a radiation form from center to the brim. The third zone located in the central region of the deformed tip where the grains remained equiaxed. This was the microstructure of the as-received AISI 1010 steel that was not suffered much severe plastic deformation.
Figure 3 shows the microstructure in the first zone near the brim of the “umbrella” or disk. Both ferrite and pearlite were severely deformed. The pearlite grains became elongated islands, shown as the lamellar structure in Figure 3, among ferrite strips. The thickness of the ferrite strips decreased with increasing distance from the central zone towards the brim of the “umbrella” or “disk”. The SEM image shown in Figure 3 indicates that the strips in the brim region are narrower than 200 nm. Within each nano-sized strip, a large number of small features/grains in the neighborhood of 100 nm existed, shown in Figure 4 of the TEM image. Some of the nano-sized grains were elongated tiny strips about 20 nm thick and 100 nm long. The features shown in the TEM image are similar to that reported by Liddicoat et al. (2010) [15] that consist of a high density of dislocations
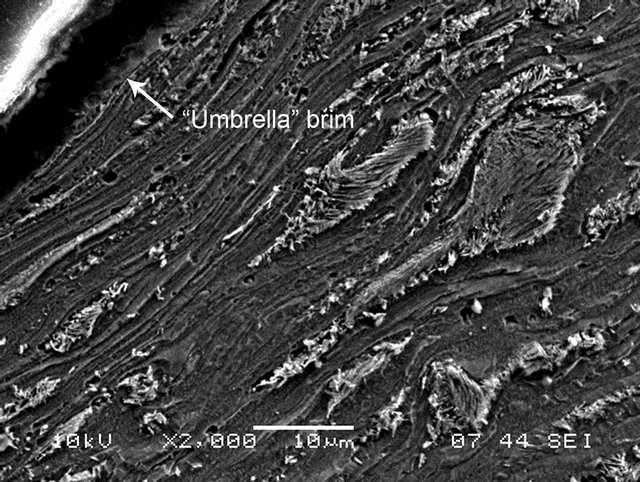
Figure 3. A SEM image of the microstructure of the metal at the severely deformed tip of an AISI 1010 steel specimen.
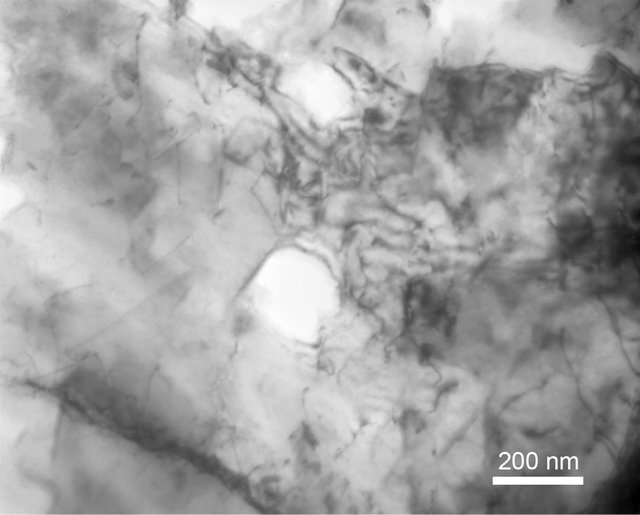
Figure 4. A TEM image of the small grains within a deformation band near the severely deformed tip. The specimen was subject to ultrasonic vibration for 60 s.
and small angle grain boundaries. The dislocations reorganize themselves to form small angle grain boundaries, leading to the formation of nanostructures in severely deformed samples. Two white regions shown in Figure 4 might be related to grains dropped off during the preparation of the TEM sample. This is an indication that fatigue cracks might exist in the regions near the brim of the “umbrella”.
Results shown in Figures 2-4 suggest that severe plastic deformation has been successfully produced at the tip of the conical specimen subjected to high-intensity ultrasonic vibrations. The acoustically induced severe plastic deformation resulted in the formation of nano-sized grains near the deformed tip. These grains were about an order of magnitude smaller than that reported in open literature (Abramov, 1998) [16] using high-intensity ultrasonic vibration. The formation of nano-sized grains in the tip of the specimen made the AISI 1010 steel deform much larger than its formability limit at room temperatures, turning the sharp tip of about 0.5 mm diameter into an “umbrella” shaped or a disc shaped about 5 mm diameter. This was a significant amount of plastic deformation considering the fact that the elongation of the steel is only 28% and its formability limit is less than 40 percent per pass of rolling at room temperatures.
The initial compressive stress applied on the sharp tip of the specimen was about 150 MPa, which was lower than the yield strength (180 MPa) of the hot rolled AISI 1010 steel. Thus the plastic deformation was caused by the alternating strains and stresses induced in the specimen by high-intensity ultrasonic vibration, as well as high frequency impact of the tip against the steel substrate. In fact, plastic deformation in metals and alloys induced by the use of high-intensity ultrasonic vibration has been reported in open literature (Abramov, 1998) [16]. When the ultrasonically induced stresses are higher than the yield strength of the metal, plastic deformation occurs.
The deformation of the sharp tip was extremely fast under the influence of the initial compressive stress and the ultrasonically induced stresses and impact. The use of an initial compressive stress on the tip of the conical specimen significantly delayed the fatigue failure of the specimen, allowing extended ultrasonic vibration times at higher vibration intensity. As soon as a small disc was formed at the tip, the further growth of the disc resulted in tensile strength at the brim of the disc. Fatigue cracks did form at the brim of the “umbrella” after the specimen was exposed to ultrasonic vibration for certain amount of times. A natural extension of the work described in this article is to 1) use a large external load to deform the specimen while it is subjected to ultrasonic vibration, and 2) use a metal die to collect the deformed materials and to collect/confine the deformed material into a desired shape, such as a rod and square billet (Han et al, 2005) [17]. The use of large external load makes plastic deformation much fast. The use of a metal die, such as the die used for equal-channel-angular-extrusion, limits the development of large tensile stresses in the deformed materials, thus limits the formation of fatigue cracks.
4. Conclusions
Severe plastic deformation has been obtained at the tip of the conical AISI 1010 steel samples when they are subjected to high intensity ultrasonic vibration and are under a compressive initial load of 150 MPa. The sharp tip of the specimen becomes “umbrella” shaped almost instantly when ultrasonic vibration is applied. After subjecting to 60 seconds of ultrasonic vibration, the size of the disc is increased from 0.5 mm to 5 mm, exhibiting 10 times increase in size. Grains smaller than 200 nm have been observed on the brim of the deformed tips. It is expected that high-intensity ultrasonic vibration can be used to assist other severe plastic deformation methods to produce nanostructured metallic materials.
5. Acknowledgements
This work was supported by the US Department of Energy, Office of Energy Efficiency and Renewable Energy, Industrial Technologies Program, Industrial Materials for the Future (IMF), under Contractor No. DE-PS07-02ID 14270 with UT-Battelle, LLC.
REFERENCES
- H. S. Nalwa, “Preface,” In: H.S. Nalwa, Ed., Handbook of Nanostructured Materials and Nanotechnology, Academic Press, London, 2000, pp. ix-xii. doi:10.1016/B978-012513760-7/50001-0
- K. Kita, K. Saito, A. Inoue and T. Matsumoto, “Mechanical Properties of Al Based Alloys Containing QuasiCrystalline Phase as a Main Component,” Materials Science and Engineering: A, Vol. 226-228, 1997, pp. 1004- 1007. doi:10.1016/S0921-5093(96)10836-4
- K. E. Gonsalves, S. P. Rangara and J. Wang, “Chemical Synthesis of nanostructured Metals, Metal Alloys, and Semiconductors,” In: H. S. Nalwa, Ed., Handbook of Nanostructured Materials and Nanotechnology, Academic Press, London, 2000, pp.1-56. doi:10.1016/B978-012513760-7/50004-6
- H. Gleiter, “Nanocrystalline Materials,” Progress in Materials Science, Vol. 33, No. 4, 1989, pp. 223-315. doi:10.1016/0079-6425(89)90001-7
- M. Umemoto, Z. G. Liu and K. Masuyama, “Nanostructured Fe-C Alloys Produced by Ball Milling,” Scripta Materials, Vol. 44, No. 8-9, 2001, pp.1741-1745. doi:10.1016/S1359-6462(01)00794-1
- I. G. Brodova, D. V. Bashlykov and A. B. Manukhin, “Formation of Nanostructure in Rapidly Solidified Al-Zr Alloy by Severe Plastic Deformation,” Scripta Materialia, Vol. 44, No. 8-9, 2001, pp.1761-1764. doi:10.1016/S1359-6462(01)00791-6
- P. G. Sanders, J. A. Eastman and J. R. Weertman, “Elastic and Tensile Behavior of Nanocrystalline Copper and Palladium,” Acta Materialia, Vol. 45, No. 10, 1997, pp. 4019-4025. doi:10.1016/S1359-6454(97)00092-X
- R. Z. Valiev, R. K. Islamgaliev and I. V. Alexandrov, “Bulk Nanostructured Materials from Severe Plastic Deformation,” Progress in Materials Science, Vol. 33, No. 2, 2000, pp. 103-189. doi:10.1016/S0079-6425(99)00007-9
- J. S. Hayes, R. Keyte and P. B. Prangnell, “Effect of Grain Size on the behavior of a Submicron Grained Al-3- wt%Mg Alloy Produced by Severe Deformation,” Materials Science and Technology, Vol. 16, No. 11-12, 2000, pp. 1259-1263. doi:10.1179/026708300101507479
- Y. Saito, H. Utsunomiya, H. Suzuki and T. Sakai, “Improvement in the R-Value of Aluminum Strip by a Continuous Shear Deformation Process,” Scripta Materialia, Vol. 42, No. 12, 2000, pp. 1139-1144. doi:10.1016/S1359-6462(00)00349-3
- J. Y. Huang, Y. T. Zhu, H. Jiang and T. C. Lowe, “Microstructures and Dislocation Configurations in Nanostructured Cu Processed by Repetitive Corrugation and Straightening,” Acta Materialia, Vol. 49, No. 9, 2001, pp. 1497-1505. doi:10.1016/S1359-6454(01)00069-6
- N. Tsuji, Y. Saito, H. Utsunomiya and S. Tanigawa, “Ultra-Fine Grained Bulk Steel Produced by Accumulative Roll-Bonding (ARB) Processs,” Scripta Materialia, Vol. 40, No. 7, 1999, pp. 795-800. doi:10.1016/S1359-6462(99)00015-9
- W. Chen, D. Ferguson and H. Ferguson, “Multi-Axis Deformation Methods to Achieve Extremely Large Strain and Ultrafine Grains,” In: R. S. Mishra, et al., Eds., Ultrafine Grained Materials, TMS, Warrendale, Pennsylvania, 2000, pp. 235-245.
- O. V. Abramov, “High-Intensity Ultrasonics Theory and Industrial Applications,” Gorden and Breach Science Piblishers, Singapore, 1998.
- P. V. Liddicoat, X. Liao, Y. Zhao, Y. T. Zhu, M. Y. Murashkin, E. J. Lavernia, R. Z. Valiev and S. P. Ringer, “Nanostructural Hierarchy Increases the Strength of Aluminum Alloys,” Nature Communications, 2010, Vol. 1062, pp. 1-7. doi:10.1038/ncomms1062
- O. V. Abramov, “High-Intensity Ultrasonics Theory and Industrial Applications,” Gorden and Breach Science Piblishers, Singapore, 1998.
- Q. Han, C. Xu and X. Jian, “A Method of Producing Nanostructured Metals Using High-Intensity Ultrasonic Vibration,” US Patent No. 0256764, 2007.
NOTES
*Corresponding author.