Open Journal of Composite Materials
Vol.2 No.2(2012), Article ID:18801,9 pages DOI:10.4236/ojcm.2012.22005
Experimental Testing of Composite Panels Reinforced with Cotton Fibers
![]()
Department of Civil Engineering, National Technical University of Athens, Athens, Greece.
Email: rafto@central.ntua.gr
Received December 1st, 2011; revised February 2nd, 2012; accepted February 19th, 2012
Keywords: Biodegradable Composites; Cotton Fibers; Eco-Friendly Materials
ABSTRACT
A research project has been carried out at the National Technical University of Athens, Greece, to develop composite panels reinforced with cotton fibers. The primary aim of the project is to examine the mechanical properties of such panels for use in secondary structural members such as wall or door systems. The use of natural fibers such as cotton, flax or sisal fibers has the primary advantage of being eco-friendly, low cost and low weight compared to glass fibers on the expense of lower structural properties. This paper presents results from experimental work on composite plates made from polyester resin reinforced with cotton fibers, with special attention given to the effect of the fiber type on the structural properties of the plates. The results from this study showed that the structural performance of cotton fiber composites is satisfactory for structural parts with low requirements, such as wall panels or doors. The present results for cotton fiber composites are also compared to testing results from previous studies on composites with flax/sisal fibers.
1. Introduction
The interest and development of composites making use of natural fibers, aimed for structural applications, is growing from a long-term sustainable perspective. A prime reason for selecting natural fibers for new products is that the net contribution to the greenhouse effect is minimal. Equally important is their low weight compared to glass fibers. Based on an advantageous cost/performance ratio, natural fiber based composites have been in use for quite a few years in structural and automotive industry applications. Well known examples are panels based on flax/sisal and polymeric binders, thermoplastic or thermoset ones. A problem is that the polymeric binder is based on a non-renewable resource, namely crude oil, and that material recycling is difficult and costly and that energy recovery is not accepted as recycling at the time being.
Fiber-reinforced polymers (FRP) are relatively new materials in the construction of structural members and parts. Advantages such as low weight, resistance to corrosion and low maintenance costs make this type of materials an attractive alternative to traditional materials such as wood, steel and concrete. Their low weight makes FRP members suitable for remote and difficult to access areas. Their inert reaction to harsh environmental conditions reduces the cost associated with expensive maintenance, which is a major problem with wooden and steel members. Construction companies in some regions have to also face unique maintenance problems when dealing with wooden structural members. For example, termites in South Africa, woodpeckers in Canada, and rotting in Florida, render wooden members useless only a few years after installation. It is therefore not surprising that construction companies are seeking to develop a more reliable alternative material for their structural systems.
Research in the area of FRP reinforced with natural fibers is developing with rather explosive rates. Natural fibers can be divided into three subgroups: [1]
Vegetable fibers are all based on cellulose. The most important textile vegetable fiber is cotton. Examples of other vegetable fibers are flax and sisal.
Animal fibers are based on proteins. Examples of this type of fibers are wool and silk.
Mineral fibers are of limited use in the textile trade. Glass, which is made from silica sand, is the only inorganic (mineral) fiber widely used in commercial applications. Fibers of asbestos formerly used for insulation and fireproofing, were found to be cancerogenic and are no longer used.
Vegetable fibers are classified by the part from where they are formed: Bast fibers form fibrous bundles in the inner bark of the stems of two seeds leaf plants. These fibers are used in all sorts of applications from fine woven textiles to cordage. Examples of this type of fibers are flax, hemp, and jute. The strands could run the entire length of the stem and consists of fibers that are glued together by natural substances. The strands of cellulose fiber in plants contain varying amounts of other natural substances such as lignin, pectin, hemicellulose, wax and gum. It is the amount of these substances and the ease to remove them from the fibers that determines the usefulness of these vegetable fibers to the textile industry. Leaf or Vascular fibers are found in the leaves and the stems of one seed leaf plants. These fibers run in hawser-like strands through the length of the leaf and they are the ones that strengthen and maintain the shape of the leaves. These leafs are normally used to make ropes and cordage and for producing textile fabrics. They are of comercially great value. Leaf fibers are normally coarser than bast fibers. Examples of this type of fibers are sisal, henequen and Manila hemp. Seed and fruit fibers including true seed-hairs and flosses, are the soft hairs that are often attached to seeds and fruits of plants. Cotton and kapok are two examples of this type of fibers.
Flax was probably the first fibers used by man to make textiles at least in the Western Hemisphere [2]. This is known, since findings of flax have been detected in tombs of ancient Egypt and it has been shown in biblical writing that spinning and weaving of flax was well advanced thousands of years ago. Flax originates from an annual plant that grows in many sub-tropic regions of the world and therefore in many different temperatures regions. It is a versatile plant, supplying both fiber and seed for industrial uses and has a single slender stem that lacks of side branches apart from those, which bear the flowers. The crop is pulled when the plants have flowered and the seed have begun to ripen. The stem consists of about one quarter of fibers. To release the bast fibers from the cellular or woody tissue of the stem, a retting procedure is normally used. This is a natural decomposition process, which consists of controlled rotting. Thereafter the straw is passed between fluted rollers to break the woody core into fragments without damaging the fibers running through the stems. Then the fiber is separated from the unwanted woody matter. The individual flax fibers are adhering to each other and forming long strands of bundles. Therefore, heckling is performed to separate the coarse fiber bundles into finer bundles. The commercial flax is in the form of bundles of individual fiber cells held together by a natural binding material, since the above processes do not tend to separate the fiber strands into their individual fibers. Flax fibers are natural cellulosic, multi-cellular fibers. Within the stalk the flax fibers in filament form are stretched out from the root to the tip of the stalk. The filaments (fiber bundles) are easy to split in length direction. They consist of a number of parallel fine textured elementary fibrils, which are linked together with pectin. Each fiber bundle consists of 10 - 50 elementary fibrils. For the commercial flax the individual fiber cells have a mean diameter of 0.02 mm and a length that vary from 6 - 65 mm. Flax fibers are stronger than cotton fibers but have lower flexibility [3,4]. These fibers are very inextensible, have high rigidity and resist bending. Flax has the highest heat resistance of all commonly used textile fibers, which is why a sheet of linen feels so cool. It does not decompose until 120˚C, at this temperature the fiber starts to discolor, nevertheless it is necessary with prolonged exposure for degradation to begin. When it is exposed to sunlight it gradually loses strength. Flax has good resistance to alkaline solutions and can withstand dilute weak acids, but hot dilute acids or cold concentrated acids will attack it. Flax fibers are slightly more resistant to rotting and weathering than cotton fiber, and dry flax is highly resistant to mildew. Under conditions of warm temperatures, dampness, and contamination, mildew will attack flax fiber. World production of flax fiber has declined from a few decades ago, but particular countries with a long history of flax, e.g., Russia and former Soviet countries, China, and Western Europe, are still strong in production and areas cultivated. The highest quality flax arrives from Belgium, Northern France and the Netherlands. The flax from Russia is normally weaker but the fibers are much finer. Flax is used to produce leather-working thread, sewing thread and towels. Waste flax is made into high-grade banknote, writing and cigarette paper.
Sisal was used for making of cloths for the ancient Mexicans and Aztecs and has gained its name from the port in the Yucatan peninsula of Mexico, from where the earliest exports of these fibers took place. It became known to commerce as sisal or “sisal hemp” [5]. The origin of sisal plant is Central America, but today the sisal plant also exists in East Africa, Mexico, Haiti, Brazil and in other regions of South America. The sisal plant has huge leaves almost from the ground. These leaves are firm, fleshy and coated with wax, and form rosette on a short trunk. The leaves could be armed with either spines along their margins, which is the most common one, or with fine fiber like filament. Another possibility is to be entirely smooth-edged. When this stalk has flowered, the plant produces tiny buds, which develop into small plants that fall down and take root, while the parent plant dies. A leaf may contain 1000 fibers and a good plant may yield 400 leaves during its lifetime. The outer fully developed leaves are cutaway and treated in machines that crape the pulpy materials from the fibers. Thereafter the fiber is washed, dried and bleached in the sun, or oven dried. The sisal strands are held together by natural gums and consists of many individual fibers. These fibers are strong and coarse. Commercially they have a length of 60 to 120 cm. The fibers have a creamy white color, if the processing has been careful. Sisal is one of the most valuable cordage fibers. It is also used extensively to make baler and binder twines, and for sacks, paper filters and other industrial uses. It is widely used for marine ropes and hawsers. Sisal is also attractive in some textile uses, like ladies hats, due to its high strength, luster and good color. Sisal used in ropes are usually basic dyed, whereas for sisal in matting is either direct or acid dyed. The light fastness is poor and less satisfactory for basic dyed products that for direct or acid dyes. The sisal has good affinity for direct cotton and acids dyestuffs. This provides attractive shades of good light fastness [6,7].
The existence of cellulose as a common material of plant cell walls was first recognized in 1830’s. Nearly 150 billion tons of cellulose is built up by photosynthesis each year and about the same amount is decomposed, mainly through molder or burning. Cellulose is a complex carbohydrate consisting of 3000 or more glucose units [8]. As basic structural component of cell walls cellulose comprise about one third of all vegetable matter. In nature, cotton is the purest form of cellulose containing 90%. In wood, half of the material is cellulose. With these numbers is it not hard to realize that cellulose is the most abundant of all naturally existing organic compounds. Of great economic importance, cellulose is processed to produce papers, fibers and is chemically modified to yield substances used in the manufacture of for example plastic and photographic film [9].
The aim of the present study is to investigate the possibility of manufacturing a composite panel with cotton fibers aimed for structural applications and to examine the basic mechanical properties through experimental testing. Useful results are gathered for composites with various cotton fiber types (untreated/treated cotton fibers and cotton textile) tested in tension and bending and the obtained properties are compared with the ones corresponding to similar type fibers.
This research study revealed two major findings associated with the fabrication and the performance of composite plates reinforced with cotton fibers. It showed that specimens with treated or untreated cotton fibers (woven) have similar property values with specimens reinforced with cotton textile (oriented fibers). It also showed that if moisture is absorbed, the material strength is signifycantly reduced for woven fiber coupons, while for cotton textile the strength is similar or even higher than dry coupons strength.
In Figures 1 and 2, one can see pictures of untreated and treated cotton fibers originated from Thrace, a province located in northern Greece [10] that were used as reinforcement in the examined specimens. In Figure 3, a picture of commercial cotton textile is shown.
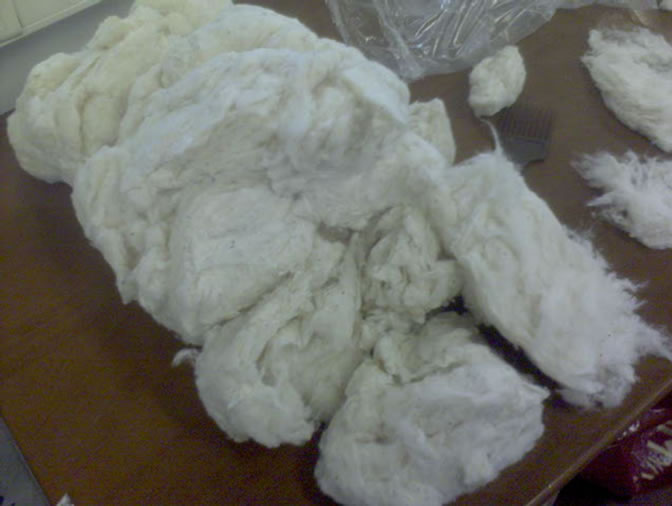
Figure 1. Untreated cotton fibers.

Figure 2. Treated cotton fibers.

Figure 3. Commercial cotton textile.
2. Experimental Setup
2.1. Preparation of Specimens
The plate specimens in this research project were fabriccated using the hand lay-up process by the University researchers at the Composite Materials Research Facility of the Laboratory of Naval Research and Technology, National Technical University of Athens, Greece. Cotton fibers of various types have been considered. More specifically, three categories of cotton fibers have been examined, namely untreated fibers, treated fibers and cotton textile (Figures 1-3). Polyester resin (CX 132) has been used as a binder for producing the specimens. The first plate specimen consisted of polyester resin 929 g, untreated cotton fibers 30 g, catalyst 7 g (0.9% of the resin), and accelerator 0.29 ng (0.03% of the resin). The second plate specimen consisted of polyester resin 2250 g, treated cotton fibers 102 g, catalyst 20.25 g (0.9% of the resin), and accelerator 0.68 g (0.03% of the resin). The third plate specimen consisted of polyester resin 1619 g, cotton textile 184 g (6 layers), catalyst 14.57 g (0.9% of the resin), and accelerator 0.49 g (0.03% of the resin). Each plate specimen was prepared on a smooth surface following the hand lay-up procedure according to the standards ISO 1268-1: 2001(E) [11] and ISO 1268-2: 2001(E) [12] as shown in Figure 4.
Special emphasis has been given on diminishing the voids that may occur due to insufficient wetting of the fibers or the presence of volatiles trapped in the composite. The curing process was completed after 48 hours in room temperature 16˚C and 47% humidity. Next, the ends of the plates were cutoff to form orthogonal edges and the coupons for tensile and bending tests have been marked and cut using wet cut machinery according to the standard ISO 14125: 1998(E) [13] as shown in Figure 5.
When marking the specimens, areas of material discontinuity, surface anomalies and areas with voids have been avoided. The gross dimensions of the coupons prepared for tensile testing were: 1) 250 × 25 × 5 mm for untreated cotton fibers; 2) 250 × 25 × 10 mm for treated cotton fibers; and 3) 250 × 25 × 6 mm for cotton textile, while the dimensions of the coupons prepared for three point bending were: 4) 100 × 25 × 10 mm for treated cotton fibers; and 5) 100 × 25 × 6 mm for cotton textile. No bending tests have been conducted for untreated cotton fiber composites. In addition, two specimens with

Figure 4. Plate specimen preparation.

Figure 5. Coupon marking.
dimensions 250 × 25 × 10 mm with treated cotton fibers and two specimens with dimensions 250 × 25 × 6 mm with cotton textile were tested in tension after remaining 21 days in pure water at 23˚C.
2.2. Testing Setup for Tension
The setup was designed to test plate specimens in a vertical position as shown in Figure 6 by applying an upward load at the top grip of the plate until failure. The testing has been conducted according to ISO 5893: 2002(E)-Class C Standard [14] using a compatible MTS machine. The plate specimen was friction-fitted into the grips of the MTS machine. A linear voltage displacement transducer (LVDT) was used to measure the axial deformation of the specimen during testing. The amount of slippage at the supports was negligible. An electronic load cell was used to monitor the applied load, while loading was applied at a rate of approximately 1.5 mm/ sec. The LVDT and the load cell were connected to a computer controlled 32-channel data acquisition system to monitor and record all experimental data. Records of visual observations were also kept during the tests.
2.3. Testing Setup for Bending
A three-point bending setup was designed to test plate specimens in a horizontal position as shown in Figure 7 by applying a downward load at the mid-length of the plate until failure. The testing was conducted according to ISO 14125: 1998(E) [13] Standard using the same MTS machine. The plate specimen was on cylindrical supports attached to the MTS machine with diameter d = 10 mm. A linear motion transducer (LMT) was used to measure the transverse displacement at the mid-length of the specimen during testing. An electronic load cell was used to monitor the applied load, while loading was applied at a rate of approximately 1.5 mm/sec. All experimental data were recorded using a computer controlled

Figure 6. Tensile testing setup.
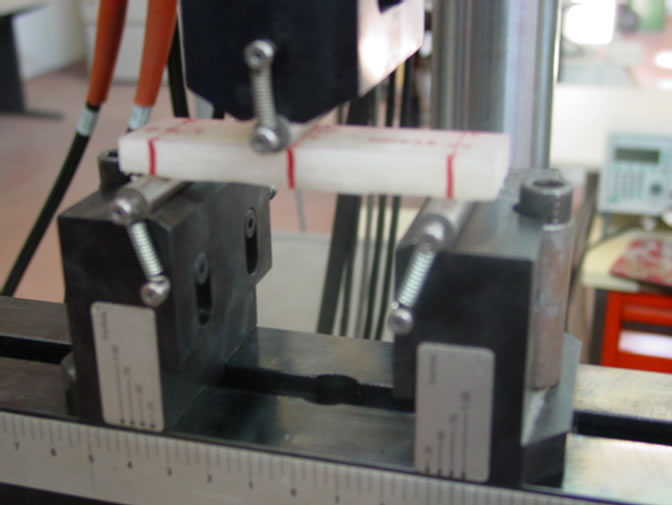
Figure 7. Testing setup for bending.
32-channel data acquisition system. Records of visual observations were also kept during the bending tests.
3. Experimental results and discussion
Nineteen plate specimens were tested under tensile load, where three different types of cotton fibers have been considered, i.e. untreated cotton, treated cotton, and cotton textile. These correspond to five specimens with code T/U (tension/untreated), seven specimens with code T/T (tension/treated), and seven specimens with code T/C (tension/cotton-textile), respectively. In one T/U specimen, premature failure was observed in the grip area, thus this specimen has been excluded and the results disregarded. The remaining four T/U specimens were successfully tested in tension up to failure. The exact dimensions of the specimens are listed in Table 1. The observed mode of failure was fracture as shown in Figure 8.
The stress-strain curves for the four T/U specimens shown in Figure 9 were used to obtain the modulus of elasticity Es in tension. A summary of the test results is given in Table 1 according to ISO 527-1: 1993 [15] and to ISO 527-4: 1997 [16].
The same procedure has been followed for the seven T/T and T/C specimens and corresponding results were obtained as shown in Figures 10 and 11. In both test groups, specimens T/T 1 through 5 were tested in dry
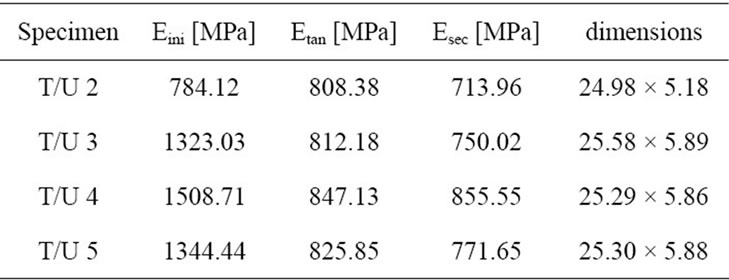
Table 1. Tensile properties of untreated cotton coupons.
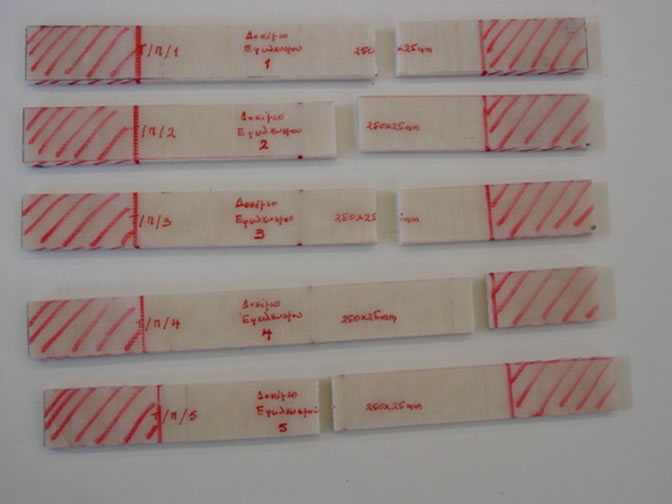
Figure 8. Failure mode of plate coupons in tension.
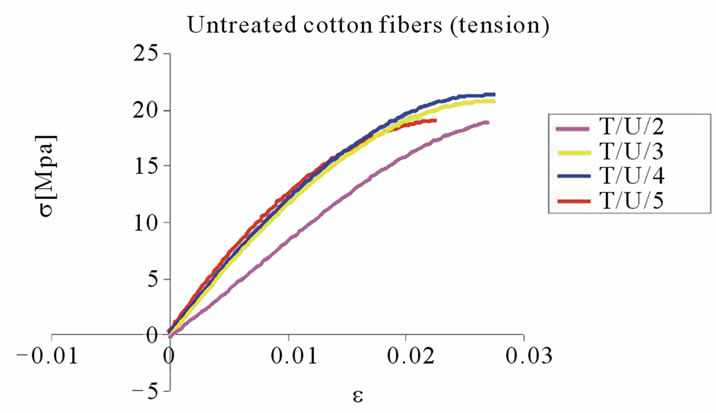
Figure 9. Stress-strain curves for untreated cotton fiber specimens in tension.
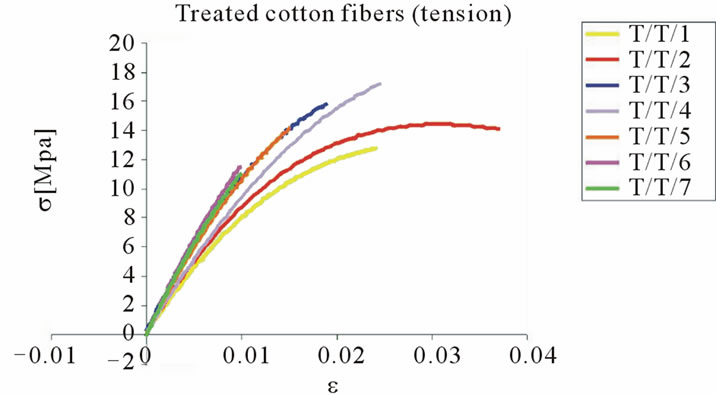
Figure 10. Stress-strain curves for treated cotton fiber specimens in tension.
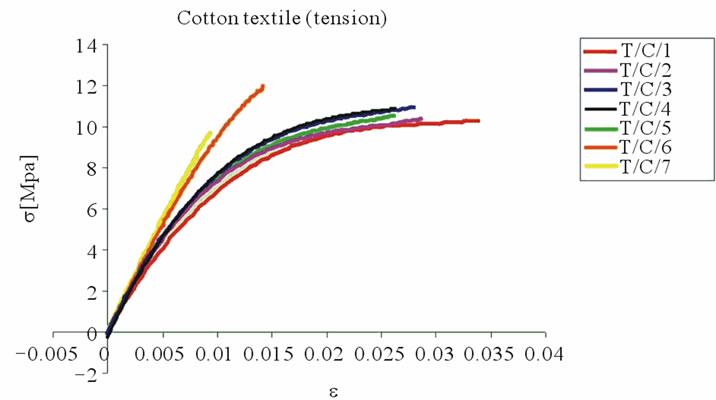
Figure 11. Stress-strain curves for cotton textile specimens in tension.
state, while specimens T/T 6 and T/T 7 were tested after remaining in pure water for 21 days in pure water at 23˚C. The same holds for cotton textile specimens T/C 1 through 5 (dry) as well as for specimens T/C 6 and T/C 7 (with moisture absorption). A summary of the T/T and T/C test results is also given in Tables 2 and 3, respectively.
From the tensile experimental results, we can extract the following mean values according to ISO 527-1: Et = 1240.07 MPa for untreated cotton fiber specimens, Et = 1160.50 MPa for treated cotton fiber specimens and Et = 1101.58 MPa for cotton textile specimens. Also, after 21 days in pure water it was found Et = 1476.91 MPa for treated cotton fiber specimens and Et = 1093.82 MPa for cotton textile specimens.
In a second stage, ten plate specimens were tested in 3-point bending, where two different types of cotton fibers have been considered, i.e. treated cotton, and cotton textile. These correspond to five specimens with code B/T (bending/treated) and five specimens with code B/C (bending/cotton-textile), respectively. All B/T and B/C specimens were successfully tested in 3-point bending up to failure. The observed mode of failure was fracture as shown in Figure 12. A slippage within acceptable limits was observed for the B/T/2 specimen, see Figure 13. The exact dimensions of the specimens are listed in Tables 4 and 5, respectively.

Table 2. Tensile properties of treated cotton coupons.

Table 3. Tensile properties of cotton textile coupons.

Figure 12. Failure of coupons in 3-point bending.

Figure 13. Stress-strain curves for treated cotton fiber specimens in 3-point bending.
The stress-strain curves for the five B/T and the five B/C specimens shown in Figures 13 and 14 were used to obtain the modulus of elasticity Eb in bending. A summary of the test results is given in Tables 4 and 5, respectively, with corresponding mean values Eb = 877.05 MPa and Eb = 1001.38 MPa.
In Table 6, one can see the properties of natural and manmade fibers and typical resins.
4. Stereoscopic Survey of the Specimens
For a further ascertainment of the behavior of composite materials reinforced with various types of cotton fibers, a stereoscopic survey on some of the specimens has also been performed. With the help of a high analysis microscope interconnected with a personal computer and with the aid of the program Image-Pro, an effort to observe the material microstructure has been attempted.
In the selected pictures presented below, one can see some entrapment of air bubbles due to the manufacturing
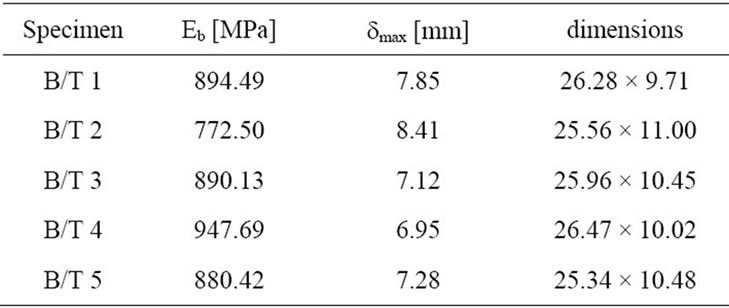
Table 4. Bending properties of treated cotton coupons.

Table 5. Bending properties of textile cotton coupons.

Figure 14. Stress-strain curves for textile cotton specimens in 3-point bending.
procedure (Figure 15) and a limited local misalignment of the cotton textile fabric, which is again due to the hand lay-up procedure (Figure 16).
The local misalignment of cotton textile layers can be limited in the following manners: before the placement of the reinforcing cotton textile layers on the specimen plates, we can iron the fabric in order to limit all types of possible misalignment that potentially exists due to their initial folding, and we also at the placement in the leaf of melamine and at the infusion of resin, we can apply biaxial inplane tension to the cotton fabric together when applying the metal roll in order to limit any potential moderate misalignments.
In Figures 17 and 18, one can see the crystalline microstructure of the material surface before and after the specimens remain in pure water for 21 days. It can be observed that the absorption of water degrades to some degree the material tested which is in accordance with the experimental results as well.
Finally, in Figure 19 one can see an enlargement of the material failure surfaces after tensile tests.
The experimental values for tensile properties of the
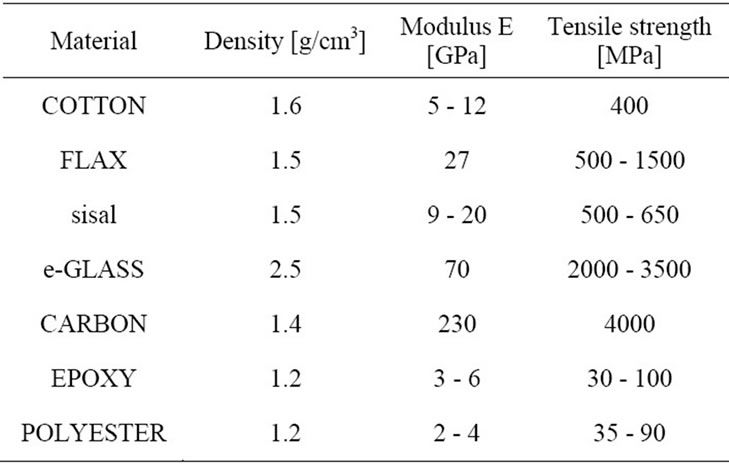
Table 6. Properties of fibers and resins.

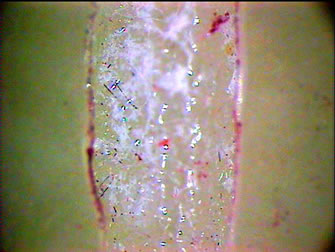
Figure 15. Pictures of air bubbles entrapped in specimens.


Figure 16. Local misalignment of cotton textile layers.
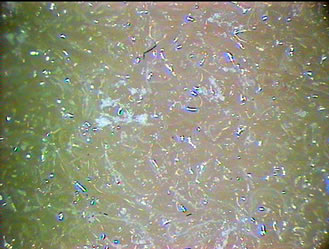

Figure 17. Crystalline microstructure of the material.
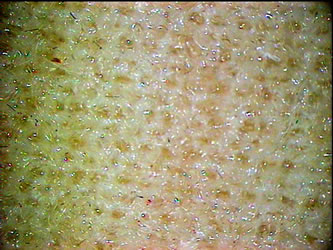
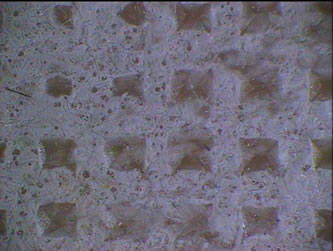
Figure 18. Microstructure of the material after 21 days in pure water.
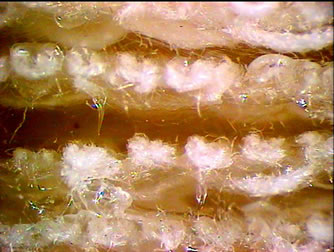

Figure 19. Pictures of the material failure surface.
material reinforced with cotton textile were lower compared to ones corresponding to untreated and treated cotton specimens. That is the cotton textile, which is a woven-roving reinforcing material, is characterized by lower tensile modulus and strength than the untreated and treated cotton specimens [17] (long fibers, non-woven material). This leads to the conclusion that during the curing process (i.e. the polymerization) of the resin the initial constitution of cotton textile has been degraded.
5. Conclusions
The scientific world is facing a serious problem of developing new and advanced technologies and methods to treat solid wastes, particularly non-naturally-reversible polymers. The processes to decompose those wastes are actually not cost-effective and will subsequently produce harmful chemicals. Owing to the above ground, reinforcing polymers with natural fibers is the way to go.
In this paper, most of the natural fibers mentioned were plant-based but it should be noted that animal fibers like cocoon and can be used to replace the conventional fibers such as glass, carbon in reinforcing plastic materials. A major drawback of using natural fibers as reinforcement in plastics is the incompatibility, resulting in poor adhesion between natural firs and matrix resins, subsequently lead to low tensile properties. In order to improve fiber-matrix interfacial bonding and enhance tensile properties of the composites, novel processing techniques, chemical and physical modification methods are developed. Also, it is obviously clear that the strength and stiffness of the natural fiber polymer composites is strongly dependent on fiber loading. The tensile strength and modulus increase with increasing fiber weight ratio up to a certain amount. If the fiber weight ratio increases below optimum value, load is distributed to more fibers, which are well bonded with resin matrix resulting in better tensile properties. Further increment in fiber weight ratio has resulted in decreased tensile strength as described in the main text. Mathematical models were also found to be an effective tool to predict the tensile properties of natural fiber reinforced composites.
This research study revealed two major findings associated with the fabrication and the performance of composite plates reinforced with cotton fibers. It showed that specimens with treated or untreated cotton fibers (woven) have similar property values with specimens reinforced with cotton textile (oriented fibers). It also showed that if moisture is absorbed, the material strength is signifycantly reduced for woven fiber coupons, while for cotton textile the strength is similar or even higher than dry coupons strength.
Finally, it can be found that the main weakness to predict the tensile properties of plant-based natural fiber composites by modeling was giving too optimistic values like results in Tables 1-4. The modeling has to be improved to allow improvements in the prediction of tensile properties of composites reinforced with plant-based fibers.
6. Acknowledgements
The author would like to express his thanks to Prof. A. Tsouvalis, of the Composite Materials Research Facility—Laboratory of Naval Research and Technology at the National Technical University of Athens—Greece, for his support on conducting these tests. Special thanks are also owed to “S. A. Thrakika Ekkokistiria” [10] for providing the cotton material tested.
REFERENCES
- J. G. Cook, “Handbook of Textile Fibers: Natural Fibers,” Merrow Publishing, Shildon, 1993.
- X. Li, S. Panigrahi and L. G. Tabil, “A Study on Flax Fiber-Reinforced Polyethylene Biocomposites,” Applied Engineering in Agriculture, Vol. 25, No. 4, 2009, pp. 525- 531.
- C. Baley, “Analysis of the Flax Fibres Tensile Behaviour and Analysis of the Tensile Stiffness Increase,” Composites Part A: Applied Science and Manufacturing, Vol. 33, No. 7, 2002, pp. 939-948. doi:10.1016/S1359-835X(02)00040-4
- T. Munikenche-Gowda, A. C. B. Naidu and R. Chhaya, “Some Mechanical Properties of Untreated Jute FabricReinforced Polyester Composites,” Composites Part A: Applied Science and Manufacturing, Vol. 30, No. 3, 1999, pp. 277-284. doi:10.1016/S1359-835X(98)00157-2
- A. G. Facca, M. T. Kortschot and N. Yan, “Predicting the Tensile Strength of Natural Fibre Reinforced Thermoplastics,” Composites Science and Technology, Vol. 67, No. 11-12, 2007, pp. 2454-2466. doi:10.1016/j.compscitech.2006.12.018
- R. H. Hu and J.-K. Lim, “Fabrication and Mechanical Properties of Completely Biodegradable Hemp Fibre Reinforced Polylactic Acid Composites,” Journal of Composite Materials, Vol. 41, No. 13, 2007, pp. 1655-1669. doi:10.1177/0021998306069878
- R. Malkapuram, V. Kumar and S. N. Yuvraj, “Recent Development in Natural Fibre Reinforced Polypropylene Composites,” Journal of Reinforced Plastics & Composites, Vol. 28, No. 10, 2008, pp. 1169-1189. doi:10.1177/0731684407087759
- P. J. Herrera-Franco and A. Valadez-Gonzalez, “Mechanical Properties of Continuous Natural Fiber-Reinforced Polymer Composites,” Composites Part A: Applied Science and Manufacturing, Vol. 35, No. 3, 2002, pp. 339- 345. doi:10.1016/j.compositesa.2003.09.012
- H. Ku, H. Wang, N. Pattarachaiyakoop and M. Trada, “A Review on the Tensile Properties of Natural Fiber Reinforced Polymer Composites,” Composites Part B: Engineering, Vol. 42, No. 4, 2011, pp. 856-873. doi:10.1016/j.compositesb.2011.01.010
- http://www.thrakika.gr
- ISO 1268-1: 2001(E), “Fiber Reinforced Plastics—Methods of Producing Test Plates, Part 1: General Conditions,” International Organization for Standardization, Geneva, 2001.
- ISO 1268-2: 2001(E), “Fiber Reinforced Plastics—Methods of Producing Test Plates, Part 2: Contact and Spray-Up Moulding,” International Organization for Standardization, Geneva, 2001.
- ISO 14125: 1998(E), “Fibre-Reinforced Plastic Composites—Determination of Flexural Properties,” International Organization for Standardization, Geneva, 1998.
- ISO 5893: 2002(E), “Rubber and Plastics Test Equipment—Tensile, Flexural and Compression Types—Specification,” International Organization for Standardization, Geneva, 2002.
- ISO 527-1: 1993(E), “Plastics—Determination of Tensile Properties, Part 1: General Principles,” International Organization for Standardization, Geneva, 1993.
- ISO 527-4, “Plastics—Determination of Tensile Properties, Part 4: Test Conditions for Isotropic and Orthotropic Fibre-Reinforced Plastic Composites,” International Organization for Standardization, Geneva, 1997.
- ISO/DIS 1183-1.2, “Plastics—Methods for Determining the Density of Non-Cellular Plastics,” International Organization for Standardization, Geneva, 2004.