C. I. UGECHI ET AL.
Copyright © 2009 SciRes. ENGINEERING
186
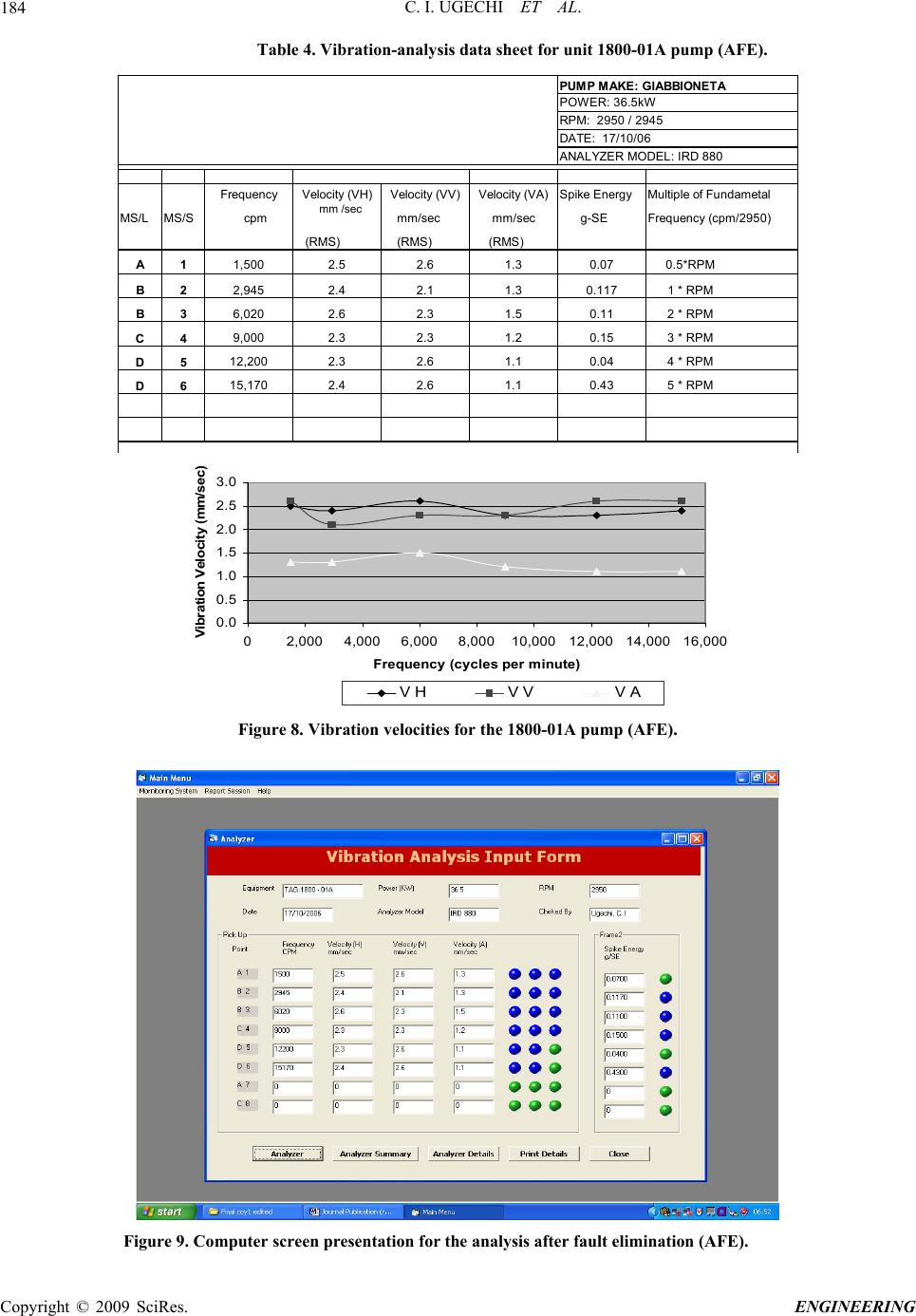
velocity amplitude and 1.5mm/sec amplitude in the axial
direction, which suggested an acceptable working condi-
tion, had been achieved.
Results of the analysis of these data are shown in Fig-
ure 9 and confirmed that the condition of the pump was
within acceptable range. This is evident in the displayed
green and blue colours. Therefore the program did not
proceed to a second phase of the analysis. Also compar-
ing the data in Table 4 with specified maximum vibra-
tion-level of 3.0mm/sec for the pump, as recommended
by the manufacturer, showed that the vibration values
were within the acceptable range.
5. Conclusions
A diagnostic condition-based model that can be used for
the PdM of rotary equipment has evolved from this study.
The complexities involved in the analysis of vibration
data have been simplified for the vibration analyst and
PDM personnel. The high level of human error associ-
ated with the analysis of vibration data could also be
reduced through this procedure. Faults of the rotating
machine, identified through this analysis of its vibration
characteristics, can be displayed numerately and graphi-
cally.
The results obtained from the model, which was de-
veloped using an ANN, revealed that the approach is
well suited to the diagnosis of vibration-based faults in
centrifugal pumps. Though the model was validated us-
ing vibration data obtained from a centrifugal pump, it
can be used to analyze vibration faults in other categories
of rotating equipment. The model can also therefore be
used for continuous real-time on-line condition monitor-
ing.
6. References
[1] L. R. Higgins, “Maintenance engineering handbook,”
McGraw-Hill Book Company, New York, USA, pp. 22–
35, 1995.
[2] E. A. Ogbonnaya, “Condition monitoring of a diesel en-
gine for electricity generation,” M. Tech. Thesis, De-
partment of Marine Engineering, Rivers State University
of Science and Technology, Port Harcourt, Nigeria, p. 68,
1998.
[3] L. R. Contreras, C. Modi, and A. Pennathur, “Integrating
simulation modelling and equipment condition diagnos-
tics for predictive maintenance strategies–A case study,”
Proceedings of the 2002 Winter Simulation Conference,
University of Texas, El Paso, USA, pp. 1–7, 2002.
[4] M, Salva, R. Hernandez, and C. Sanz, “Proposed of a
method for implementing infrared-scanning inspection
programs in merchant vessels,” Marine Technology and
Sname News, Vol. 41, No. 1, pp. 1–6, 2004.
[5] J. M.Moubray, “Maintenance management: A new para-
digm, strategic technologies,” Inc., Aladon Ltd, UK, pp. 7
–11, 2000. [Online] Available: http://www.maintenancere
sources.com/RCM/Maintparadigm, July 29, 2006.
[6] A. Veltkamp, “Vibration introduction course: SKF condi-
tion monitoring, in computerized maintenance manage-
ment system and enterprise resource planning,” Nigerian
Society of Engineers, Lagos, Nigeria, pp. 1.1–4.5, 2001.
[7] S. Jeff, PDM, “Secrets revealed: How to improve your
PDM program or start one from scratch,” 1st Edition, Al-
lied Reliability, Inc., Tulsa, Oklohoma, [Online] Avail-
able: http://www.alliedreliability.com, pp. 4–35, June 6,
2006.
[8] E. A. Ogbonnaya, “Modelling vibration-Basic faults in
rotor shafts of a gas turbine,” PhD Thesis, Department of
Marine Engineering, Rivers State University of Science
and Technology, Port Harcourt, Nigeria, p. 251, 2004.
[9] B. E. Okah-Avae, “The science of industrial machinery
and systems maintenance,” Spectrum Books Ltd, Lagos,
Nigeria, pp. 19–105, 1996.
[10] W. P. P. Ralph, “Maintenance management and control,”
in Handbook of Industrial Engineering: Technology and
Operations Management, 3rd Ed., Inc. New York, USA,
pp. 1611–1615, 2001.
[11] IRD Mechanalysis, “Vibration monitoring and analysis
handbook,” IRD Mechanalysis, Inc., Columbus, USA, pp.
1.7–5.7, 1993.
[12] J. T. Broch, “Mechanical vibration and shock measure-
ment,” 2nd Ed., K. Larsen & Son A/S, Denmark, pp. 197–
199, 1980.
[13] K. A. Oladejo and A. O. Oke, “Condition monitoring of a
centrifugal pump,” in Pump Maintenance, Arcedem Se-
minar Paper, Ibadan, Nigeria, pp. 6–10, 2005.
[14] E. P. Agbese and A. Mohammed, “Artificial neural net-
work and their applications,” Proceedings of First Na-
tional Conference of the Department of Mechanical En-
gineering on Manufacturing Technology and Engineering
in a Developing Economy, University of Uyo, Nigeria,
May 2–3, pp 51–55, 2001.
[15] J. S. Carlton, C. G. Holland, M. J. Newbury, D. Rhoden,
and D. A. Triner, “Recent operational experience and re-
search relating to marine machinery condition monitor-
ing,” Trans IMarE, Vol. 109, No. 1, pp. 75–95, 1997.
[16] E. A. Ogbonnaya, K. D. H. Bob-Mannual, I. E. Douglas,
and H. I. Hart, “Application of artificial neural networks
to gas turbine rotor shaft faults diagnosis,” Journal of
Science and Technology Research, Vol. 3, No. 1, pp.
12–15, 2004.
[17] K. Farhad, A. P. Mehmet, and M. Ehsan, “A new genera-
tion motion-control system for twin-hull vessels using a
neural optimal controller,” Marine Technology and
Sname News, Vol. 40, No. 3, pp. 168–180, 2003.