 Materials Sciences and Applicatio ns, 2011, 2, 1331-1339 doi:10.4236/msa.2011.29181 Published Online September 2011 (http://www.SciRP.org/journal/msa) Copyright © 2011 SciRes. MSA 1331 Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste Luis Claudio Mendes*, Sibele Piedade Cestari Institute of Macromolecules Professor Eloisa Mano, Federal University of Rio de Janeiro, Centro de Tecnologia, Bloco J, Avenida Horácio Macedo, Rio de Janeiro, RJ, Brazil. Email: *lcmendes@ima.ufrj.br Received June 1st, 2011; revised June 17th, 2011; accepted June 22nd, 2011. ABSTRACT In this paper, a continuous polymeric matrix highly filled with fiber of sugarcane bagasse has been obtained and its feasibility as an ink-absorbing material has been eva luated. In order to study the effect of the amount of cellulose fiber on the surface printability, contact angle measurement using different liquids—water-based inks, ethanol and ink for ink-jet printers—and printing tests were performed on composites of high density polyethylene (HDPE) and sugarcane bagasse (SCB). The composites were processed in a Haake internal mixer, using the SCB without any previous chemi- cal treatment or compatibilizer. The differential scanning calorimetry (DSC) and derivative thermogravimetry (TG/ DTG) revealed an increase in the thermal stab ility and in the degree of crystallinity of th e HDPE. The optical micros- copy (OM) and scanning electron microscopy (SEM) showed that the cellulosic material was homogeneously embedded within the HDPE matrix. In order to assess the resistance of the composite sample to the pull strength of the printer, tensile tests were applied to the composites and th e results were compared to known paper samples. The best result was achieved in the composite with the highest content of SCB, as well as the shortest drying time. Keywords: Recycling, Composite, Printing Properties, HDPE, Sugarcane Bagasse 1. Introduction Nowadays one of the major concerns of society is to preserve natural resources, because the awareness of its finitude. The search for sustainable solutions is visible in all sectors of economy [1]. Even raw materials from re- newable font must have its levels of use reduced, since they make use of finite natural resources (fertilizers, wa- ter). The use of polymeric materials has reduced the con- sumption of finite natural resources in many industrial applications [2]. The cellulose industry plays an important role in these sustainability matters, and is a sector of the productive chain that can be benefited by the use of polymeric materials. The use of thermoplastics in some commodities can reduce the necessary volume of cellu- lose in its composition, and even replace some established products—as paper, for instance, which already has a synthetic substitute for some printing applications. Composite materials like plastic lumber [3], wood- plastic composites [4] and natural fiber reinforced com- posites [5] were developed intending to achieve more sustainable solutions for the construction and reinforced plastics market. The proposition is, through the applica- tion of recycled plastics as raw material (raising its life- cycle and reducing its disposal in the environment), and using renewable-source reinforcing fillers, elaborate eco- friendly materials with wide application (as substitutes for some wood and automotive products). Cui et al. [6] studied the properties of wood fiber-reinforced recycled plastic composites manufactured from sawdust and post- consumer HDPE. It was observed that the incorporation of wood fibers results in higher melting and slower crystal- lization rate of the composites. Also its thermal and me- chanical properties varied significantly according to plas- tic content, length of wood fiber and compatibilizer con- tent of the composites. Most of the existing plastic lumbers use recycled plas- tics only. Martins et al. [7], when studying mechanical properties of IMAWOOD® plastic lumber, inform its composition: LDPE/HDPE 3:1 blend, obtained from post- consumed plastic bags recovered from municipal dump. But they are designed to work mainly as structural parts, and its success as a commoditie is attached to the effi-  Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste 1332 ciency of the plastic waste selective collection. The wood-plastic composites (WPC) have actually substituted some wood products (the medium density fiberboard—MDF—has overcome the traditional ply- wood boards in the Brazilian furniture market), but many compatibilizers and fiber treatments must be used in order to achieve the strong mechanical properties they need [8, 9]. And natural fiber reinforced composites (NFRC) in- tend to substitute inorganic for natural fiber reinforcing fillers [10], aiming to improve the properties of the neat polymer [11]. Singh et al. [12] developed jute fiber rein- forced phenolic composite profiles as an alternative to wooden frames in buildings, intending to develop com- posites for structural applications. Most studies in the polyolefin/natural fibers composites area chemically treats the cellulosic fibers, to improve its adhesion and/or to bleach the fibers. Gwon et al. [13] studied the modify- cation of wood fibers using alkali treatment and coupling agent reactions, mixed with polypropylene resin, con- cluding that the fiber treatments increased physical pro- perties due to the introduction of compatible molecular structure onto the wood fiber surfaces. None of these cited composites—plastic lumber, WPC and NFRC—have been elaborated just to gather the cel- lulosic filler with polymer, neither dealing with poor ad- hesion between polymer and filler, nor aiming to improve mechanical properties. But the development of such ma- terial would be an interesting application to cellulosic filler in a polymeric composite, and could lead to a sus- tainable material for the printing industry, and reduce the consumption of cellulosic pulp in several know applica- tions. Therefore, the idea of this work is to create a sustain- able material making use of the polarity of cellulose as vehicle for receiving and retaining ink, in order to obtain a continuous polymeric matrix highly filled with fiber of sugarcane bagasse and to evaluate its feasibility as an ink-absorbing material. The goal of the experiment was to achieve simple blends, with few components. As this work focus on the environmental aspects of the experiment, it was decided not to bleach the SCB fibers, to preserve its natural polarity and to avoid the genera- tion of pollutant effluents (chlorine and hydrogen pero- xide based). At first, the idea was to use recycled HDPE, but the difficulties in dealing with a heterogeneous mate- rial, associated with raw filler, lead to the use of virgin HDPE instead of the recycled polymer. 2. Experimental 2.1. Materials The materials were high density polyethylene (HDPE) named Petrochem HC 7260—density equal 0.958 g·cm−3; melt flow rate (MFR) equal 8g·10 min−1—supplied by Ipiranga Petroquímica, and sugarcane bagasse (SCB) waste from HC Sucroquímica sugarcane plant (Campos dos Goytacazes, RJ, Brasil). The latter was used without any previous chemical treatment, and then grinded and sifted using a sieve with 40 mesh, according to the ISO 3301. The SCB fiber that passed through the sieve was used in the composite. Be- fore the composite preparation, both materials were dried in an oven, at 105˚C, for 2 hours. 2.2. Composite and Specimen Preparation Composites of HDPE/SCB were prepared varying the SCB content from 0 to 70 wt%—named 100/0, 80/20, 50/50 and 30/70—in a Haake internal mixer, at 180˚C, 60 rpm, for 10 minutes. After that, the material was com- pression molded as a plate of 1 mm thickness, in a hy- draulic press at 200˚C, 10,000 psi, for 5 minutes, being subsequently cooled in another hydraulic press, at 25˚C, 430 psi, for 5 minutes. 2.3. Optical Microscopy and SEM Analysis The morphology of the materials was noticed by usual techniques. Optical microscopy (OM) observation was performed with an Olympus stereo microscope, model SZH10, equipped with a Nikkon Coolpix 5400 digital camera attached. Triturated SCB, processed HDPE and the three com- posites were analyzed. Scanning electron microscopy (SEM) was performed using a Fei Company microscope model Quanta 200, using specimens coated with 300 nm gold particles (Au) applied by JEOL equipment model JFC 1500. Cryogenically fractured transversal sections and surfaces of the samples were assessed. 2.4. Differential Scanning Calorimeter (DSC) The differential scanning calorimetry (DSC) was done using a TA equipment model TA Q1000. Three thermal cycles were performed. In first one, the sample was heated from 0˚C to 200˚C, at heating rate of 10˚C·min−1, under nitrogen atmosphere. In order to eliminate the thermal history, it was left at 200˚C for 2 minutes. The second one was a cooling cycle from 200˚C up to 0˚C, at 10˚C·min−1. At the third cycle, the same temperature range and heating rate of the first cycle were applied. The crystalline melting temperature (Tm) and the de- gree of crystallinity (Xc) of the HDPE were obtained considering the second heating cycle curves. The Xc was determined based on the ratio between the ∆H of the HDPE in the composite and the ∆H of the 100% crystal- line HDPE (290 J/g), adjusted according to the percent- age of the polyolefin in the composite. Copyright © 2011 SciRes. MSA  Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste1333 2.5. Thermogravimetry Thermogravimetry/derivative thermogravimetry (TG/DTG) was performed in a TA model Q500 equipment, from 30˚C to 700˚C, at heating ratio of 10˚C·min−1, in a nitrogen atmosphere. The weight loss, initial and final degradation temperatures—Tonset, Tfinal respectively—were evaluated. 2.6. Contact Angle The measurement of contact angle was performed in a Ramé-Hart N.R.L goniometer, model 100 - 00, using RHI 2001 Imaging Software. It measures the angle between a plane tangent to a drop of liquid over a solid surface, and the plane of this surface. Four liquids were used: distilled water (DW), ethanol (EOH), mixture DW/EOH and ink- jet ink (IJI). 2.7. Printing Test Printing tests were done using a Cannon printer, model MP 160. Samples of 110 × 110 × 0.5 mm of each com- posite were attached to a sheet of A4 paper. Text, color and black-and-white drawings were printed onto the composites surface, and pictures were taken after the drying time. The photographs were taken with a Canon EOS XT 350D digital camera, 35 - 80 mm lens. 2.8. Tensile-Strain Test The tensile test was performed in an Instron tester model 5569, according to the ASTM D 882, using a load cell of 10 kN, test speed of 25 mm/min., and rectangular speci- men of 10 × 100 mm. The test was also carried out over known paper samples (board and kraft), to compare the results. The Young modulus, the stress and elongation at yield, the stress and elongation at break were evaluated. The results consider the mean of 5 specimens of each sample. 3. Results and Discussion The distribution of fiber length revealed that 77% of the ground SCB has passed through the 20 mesh sieve. In this fraction, the higher portion—36%—passed through the 100 mesh sieve. Since smaller fibers present a better dispersion into the polymeric matrix, it was decided to use all the material that passed through the 40 mesh sieve (around 1 mm to lower fiber lengths), corresponding to 66% of the triturated SCB. The ratios between fines/ HDPE percentages in the composites were calculated, in order to evaluate the influence of the fines in the proper- ties of the composites –0.14 for the 80 - 20, 0.55 for the 50 - 50 and 1.28 for the 30 - 70 composite. 3.1. Optical Microscopy and SEM Analysis The OM and SEM photomicrographies of the composites (Figures 1-2) revealed fine dispersion between polymer and filler. Comparing the particle size of the triturated filler to those of the composites shows that some shearing occurred during the processing in the Haake mixer. The good interaction between the two materials may have come from the variety of sizes of the ground SCB particles, which included a lot of fines. Also the presence of lignin may have worked as a compatibilizing agent in the composites, as seen in some studies [4,14]. The SEM revealed that the SCB particles were completely encap- sulated by the HDPE, even in the 30 - 70 composite. It also confirms fine dispersion between the materials. 3.2. Differential Scanning Calorimetry The DSC curves are shown in Figure 3, and the results of the composites and its parent materials are in Table 1. The SCB curve presented an intense peak at the first heating cycle—between 50˚C - 170˚C (maximum value was around 120˚C), ascribed to the loss of moisture— which disappeared in the second heating cycle. For the composites, considering the second heating cycle, no variation was observed in the Tm of the HDPE (132˚C), denoting that the average size of the crystals did not change. At all the heating cycles, there was a raise in the Xc depending on the content of SCB in the composites. Figure 1. OM photomicrographies of the materials: (a) ground SCB, (b) 80 - 20 composite, (c) 50 - 50 composite and (d) 30 - 70 composite. Table 1. Melting temperature and degree of crystallinity of the composites. HDPE/SCB composite Tm (˚C) Tc (˚C) Xc (%) 100 - 0 132 120 66 80 - 20 132 119 84 50 - 50 132 121 68 30 - 70 132 120 83 Copyright © 2011 SciRes. MSA  Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste Copyright © 2011 SciRes. MSA 1334 Figure 2. SEM photomicrographies of the materials: 80 - 20 composite (a) section and (d) surface, 50 - 50 composite (b) sec- tion and (e) surface, and 30 - 70 composite (c) section and (f) surface.  Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste1335 (a) (b) (c) (d) Figure 3. DSC curves of the materials: (a) SCB, (b) 80 - 20 composite, (c) 50 - 50 composite and (d) 30 - 70 composite. This increase in the Xc, associated with no variation in the Tc, may be due to some transcrystallization. Com- monly, after melting, the bulk molten of a semicrystalline polymer can recrystallize under cooling. It takes place under homogeneous nucleation, and where the amount of the crystalline portion has the same order of magnitude as the initial material. Concerning to the composites, transcrystallization is a special case of crystallization where a heterogeneous nucleation is feasible along a fi- ber surface. The transcrystallization is a function of nu- cleating activity of the fiber surface and crystallization kinetics of the resin matrix [15]. Also, this phenomenon was described by Na et al. [16], when performing mor- phological investigations of an isotactic polypropylene matrix induced by synthetic fibres. 3.3. Thermogravimetry Table 2 lists the initial and final degradation tempera- tures (Tonset and Tfinal, respectively), the maximum deg- radation temperature (Tmax) and the amount of remaining residue of the parent materials and the composites. The HDPE curve (Figure 4(a)), as expected, showed a single step degradation, and the entire sample burned, leaving no residue. The SCB and 30/70 composite curves are shown in Figures 4(b) and 4(e). The SCB presented three different steps of weight loss. The first one is pro- bably due to loss of moisture. At the second stage, the ascending part of the derivative thermogravimetry (DTG) curve presented a shoulder and a peak—highlighted in a Table 2. Tonset, Tfinal and Tmax of the materials. HDPE/SCB Composite Tonset (˚C) Tfinal (˚C) Tmáx (˚C) Residue (%) 100/0 433 500 461 - 80/20 307/459500 354/478 - 50/50 303/444550 349/472 3 30/70 258/448550 295/351/472 10 SCB 292 575 344/496 2 Copyright © 2011 SciRes. MSA 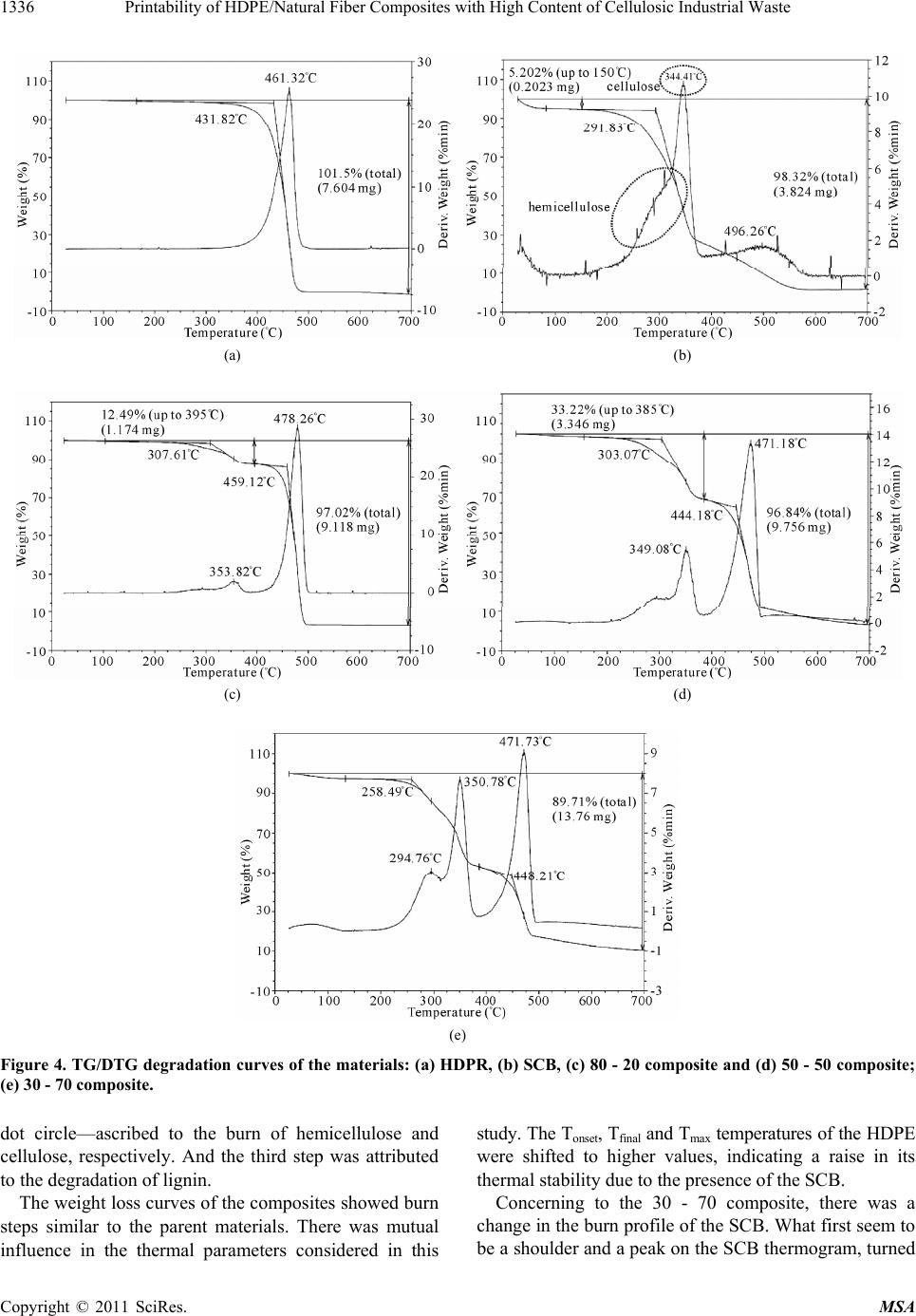 Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste 1336 (a) (b) (c) (d) (e) Figure 4. TG/DTG degradation curves of the materials: (a) HDPR, (b) SCB, (c) 8 0 - 20 composite and (d) 50 - 50 composite; (e) 30 - 70 composite. dot circle—ascribed to the burn of hemicellulose and cellulose, respectively. And the third step was attributed to the degradation of lignin. The weight loss curves of the composites showed burn steps similar to the parent materials. There was mutual influence in the thermal parameters considered in this study. The Tonset, Tfinal and Tmax temperatures of the HDPE were shifted to higher values, indicating a raise in its thermal stability due to the presence of the SCB. Concerning to the 30 - 70 composite, there was a change in the burn profile of the SCB. What first seem to be a shoulder and a peak on the SCB thermogram, turned Copyright © 2011 SciRes. MSA 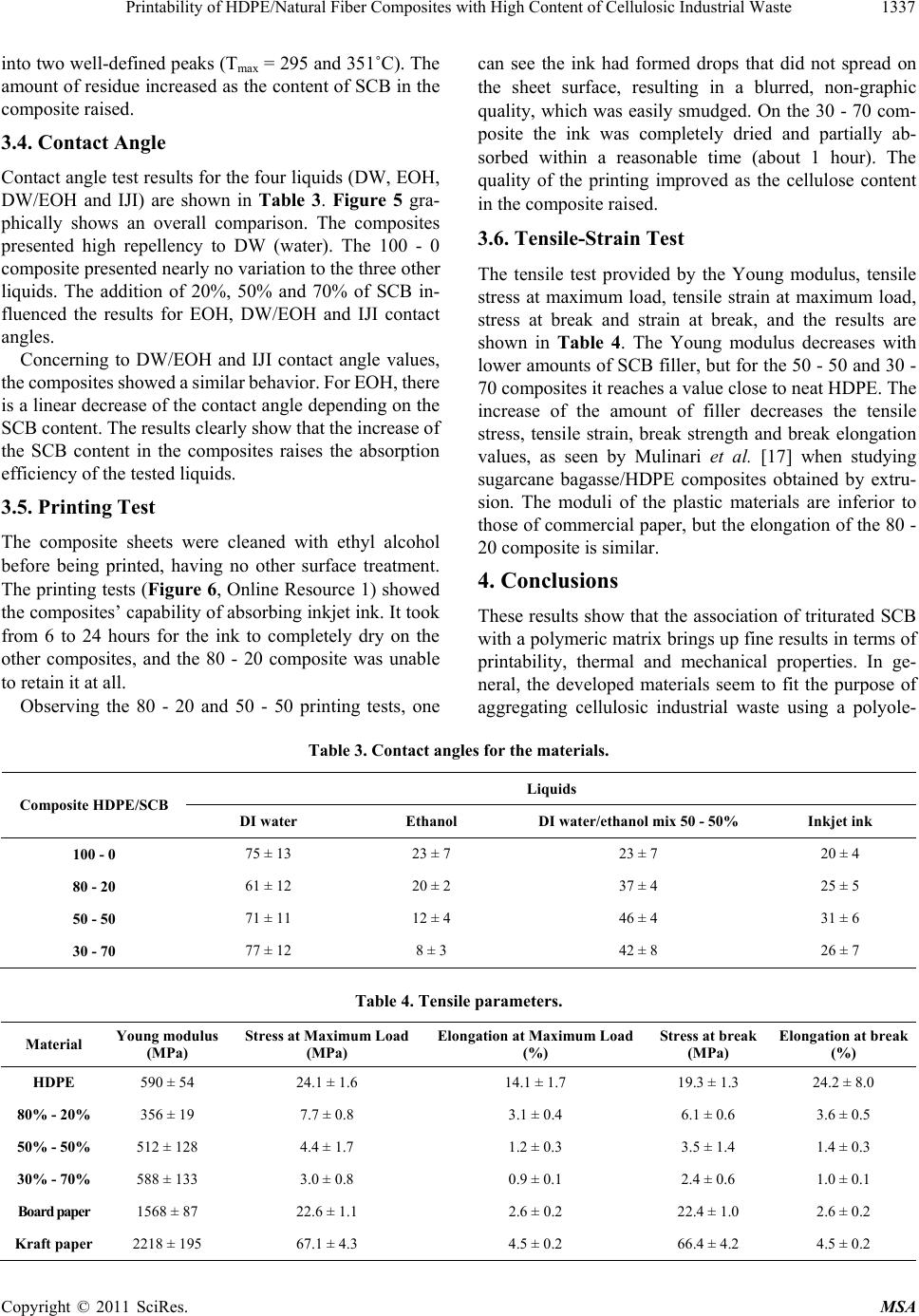 Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste1337 into two well-defined peaks (Tmax = 295 and 351˚C). The amount of residue increased as the content of SCB in the composite raised. 3.4. Contact Angle Contact angle test results for the four liquids (DW, EOH, DW/EOH and IJI) are shown in Table 3. Figure 5 gra- phically shows an overall comparison. The composites presented high repellency to DW (water). The 100 - 0 composite presented nearly no variation to the three other liquids. The addition of 20%, 50% and 70% of SCB in- fluenced the results for EOH, DW/EOH and IJI contact angles. Concerning to DW/EOH and IJI contact angle values, the composites showed a similar behavior. For EOH, there is a linear decrease of the contact angle depending on the SCB content. The results clearly show that the increase of the SCB content in the composites raises the absorption efficiency of the tested liquids. 3.5. Printing Test The composite sheets were cleaned with ethyl alcohol before being printed, having no other surface treatment. The printing tests (Figure 6, Online Resource 1) showed the composites’ capability of absorbing inkjet ink. It took from 6 to 24 hours for the ink to completely dry on the other composites, and the 80 - 20 composite was unable to retain it at all. Observing the 80 - 20 and 50 - 50 printing tests, one can see the ink had formed drops that did not spread on the sheet surface, resulting in a blurred, non-graphic quality, which was easily smudged. On the 30 - 70 com- posite the ink was completely dried and partially ab- sorbed within a reasonable time (about 1 hour). The quality of the printing improved as the cellulose content in the composite raised. 3.6. Tensile-Strain Test The tensile test provided by the Young modulus, tensile stress at maximum load, tensile strain at maximum load, stress at break and strain at break, and the results are shown in Table 4. The Young modulus decreases with lower amounts of SCB filler, but for the 50 - 50 and 30 - 70 composites it reaches a value close to neat HDPE. The increase of the amount of filler decreases the tensile stress, tensile strain, break strength and break elongation values, as seen by Mulinari et al. [17] when studying sugarcane bagasse/HDPE composites obtained by extru- sion. The moduli of the plastic materials are inferior to those of commercial paper, but the elongation of the 80 - 20 composite is similar. 4. Conclusions These results show that the association of triturated SCB with a polymeric matrix brings up fine results in terms of printability, thermal and mechanical properties. In ge- neral, the developed materials seem to fit the purpose of aggregating cellulosic industrial waste using a polyole- Table 3. Contact angles for the materials. Liquids Composite HDPE/SCB DI water Ethanol DI water/ethanol mix 50 - 50% Inkjet ink 100 - 0 75 ± 13 23 ± 7 23 ± 7 20 ± 4 80 - 20 61 ± 12 20 ± 2 37 ± 4 25 ± 5 50 - 50 71 ± 11 12 ± 4 46 ± 4 31 ± 6 30 - 70 77 ± 12 8 ± 3 42 ± 8 26 ± 7 Table 4. Tensile parameters. Material Young modulus (MPa) Stress at Maximum Load (MPa) Elongation at Maximum Load (%) Stress at break (MPa) Elongation at break (%) HDPE 590 ± 54 24.1 ± 1.6 14.1 ± 1.7 19.3 ± 1.3 24.2 ± 8.0 80% - 20% 356 ± 19 7.7 ± 0.8 3.1 ± 0.4 6.1 ± 0.6 3.6 ± 0.5 50% - 50% 512 ± 128 4.4 ± 1.7 1.2 ± 0.3 3.5 ± 1.4 1.4 ± 0.3 30% - 70% 588 ± 133 3.0 ± 0.8 0.9 ± 0.1 2.4 ± 0.6 1.0 ± 0.1 Board paper 1568 ± 87 22.6 ± 1.1 2.6 ± 0.2 22.4 ± 1.0 2.6 ± 0.2 Kraft paper 2218 ± 195 67.1 ± 4.3 4.5 ± 0.2 66.4 ± 4.2 4.5 ± 0.2 Copyright © 2011 SciRes. MSA 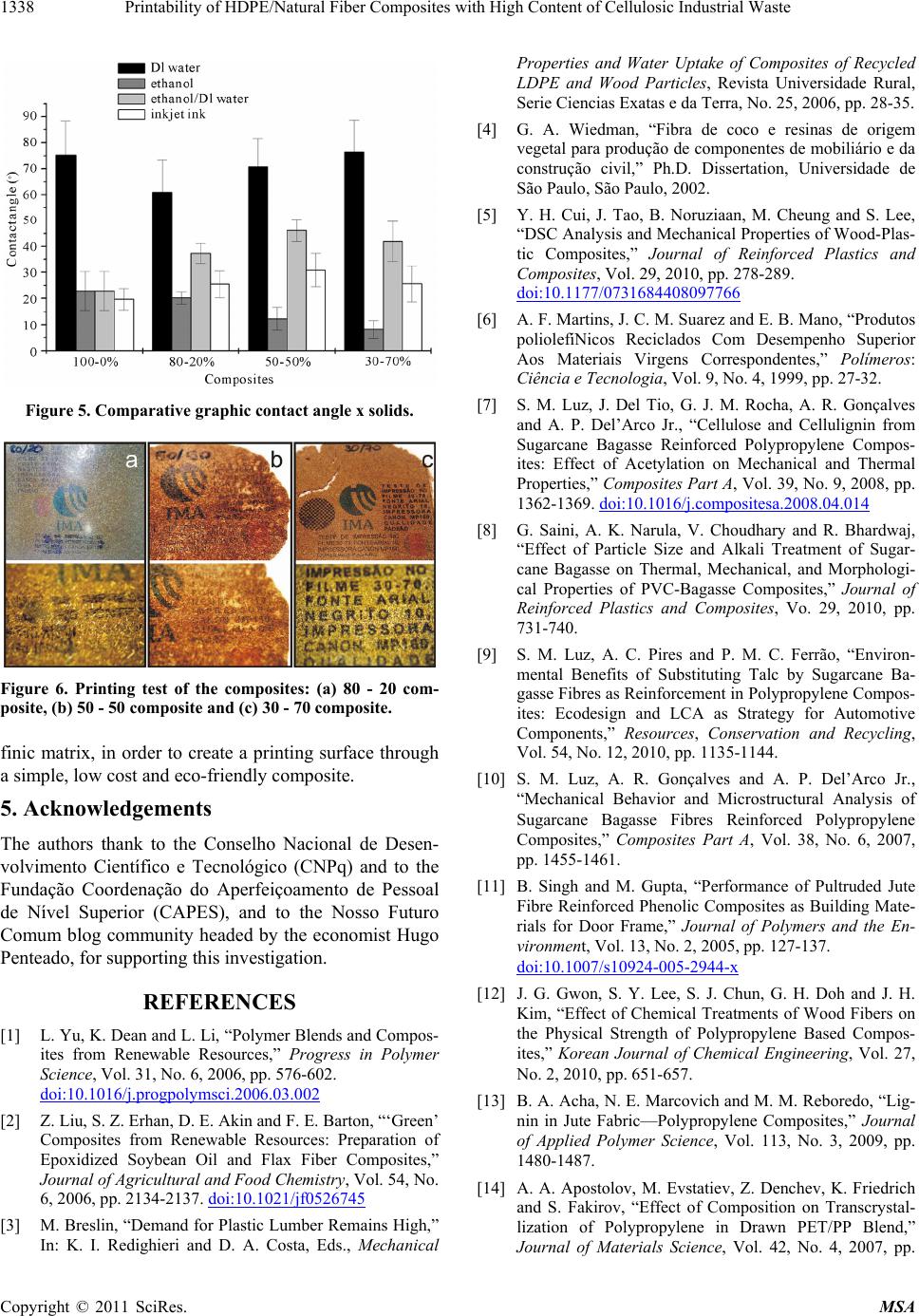 Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste 1338 Figure 5. Comparative graphic contact angle x solids. Figure 6. Printing test of the composites: (a) 80 - 20 com- posite, (b) 50 - 50 composite and (c) 30 - 70 composite. finic matrix, in order to create a printing surface through a simple, low cost and eco-friendly composite. 5. Acknowledgements The authors thank to the Conselho Nacional de Desen- volvimento Científico e Tecnológico (CNPq) and to the Fundação Coordenação do Aperfeiçoamento de Pessoal de Nível Superior (CAPES), and to the Nosso Futuro Comum blog community headed by the economist Hugo Penteado, for supporting this investigation. REFERENCES [1] L. Yu, K. Dean and L. Li, “Polymer Blends and Compos- ites from Renewable Resources,” Progress in Polymer Science, Vol. 31, No. 6, 2006, pp. 576-602. doi:10.1016/j.progpolymsci.2006.03.002 [2] Z. Liu, S. Z. Erhan, D. E. Akin and F. E. Barton, “‘Green’ Composites from Renewable Resources: Preparation of Epoxidized Soybean Oil and Flax Fiber Composites,” Journal of Agricultural and Food Chemistry, Vol. 54, No. 6, 2006, pp. 2134-2137. doi:10.1021/jf0526745 [3] M. Breslin, “Demand for Plastic Lumber Remains High,” In: K. I. Redighieri and D. A. Costa, Eds., Mechanical Properties and Water Uptake of Composites of Recycled LDPE and Wood Particles, Revista Universidade Rural, Serie Ciencias Exatas e da Terra, No. 25, 2006, pp. 28-35. [4] G. A. Wiedman, “Fibra de coco e resinas de origem vegetal para produção de componentes de mobiliário e da construção civil,” Ph.D. Dissertation, Universidade de São Paulo, São Paulo, 2002. [5] Y. H. Cui, J. Tao, B. Noruziaan, M. Cheung and S. Lee, “DSC Analysis and Mechanical Properties of Wood-Plas- tic Composites,” Journal of Reinforced Plastics and Composites, Vol. 29, 2010, pp. 278-289. doi:10.1177/0731684408097766 [6] A. F. Martins, J. C. M. Suarez and E. B. Mano, “Produtos poliolefíNicos Reciclados Com Desempenho Superior Aos Materiais Virgens Correspondentes,” Polímeros: Ciência e Tecnologia, Vol. 9, No. 4, 1999, pp. 27-32. [7] S. M. Luz, J. Del Tio, G. J. M. Rocha, A. R. Gonçalves and A. P. Del’Arco Jr., “Cellulose and Cellulignin from Sugarcane Bagasse Reinforced Polypropylene Compos- ites: Effect of Acetylation on Mechanical and Thermal Properties,” Composites Part A, Vol. 39, No. 9, 2008, pp. 1362-1369. doi:10.1016/j.compositesa.2008.04.014 [8] G. Saini, A. K. Narula, V. Choudhary and R. Bhardwaj, “Effect of Particle Size and Alkali Treatment of Sugar- cane Bagasse on Thermal, Mechanical, and Morphologi- cal Properties of PVC-Bagasse Composites,” Journal of Reinforced Plastics and Composites, Vo. 29, 2010, pp. 731-740. [9] S. M. Luz, A. C. Pires and P. M. C. Ferrão, “Environ- mental Benefits of Substituting Talc by Sugarcane Ba- gasse Fibres as Reinforcement in Polypropylene Compos- ites: Ecodesign and LCA as Strategy for Automotive Components,” Resources, Conservation and Recycling, Vol. 54, No. 12, 2010, pp. 1135-1144. [10] S. M. Luz, A. R. Gonçalves and A. P. Del’Arco Jr., “Mechanical Behavior and Microstructural Analysis of Sugarcane Bagasse Fibres Reinforced Polypropylene Composites,” Composites Part A, Vol. 38, No. 6, 2007, pp. 1455-1461. [11] B. Singh and M. Gupta, “Performance of Pultruded Jute Fibre Reinforced Phenolic Composites as Building Mate- rials for Door Frame,” Journal of Polymers and the En- vironment, Vol. 13, No. 2, 2005, pp. 127-137. doi:10.1007/s10924-005-2944-x [12] J. G. Gwon, S. Y. Lee, S. J. Chun, G. H. Doh and J. H. Kim, “Effect of Chemical Treatments of Wood Fibers on the Physical Strength of Polypropylene Based Compos- ites,” Korean Journal of Chemical Engineering, Vol. 27, No. 2, 2010, pp. 651-657. [13] B. A. Acha, N. E. Marcovich and M. M. Reboredo, “Lig- nin in Jute Fabric—Polypropylene Composites,” Journal of Applied Polymer Science, Vol. 113, No. 3, 2009, pp. 1480-1487. [14] A. A. Apostolov, M. Evstatiev, Z. Denchev, K. Friedrich and S. Fakirov, “Effect of Composition on Transcrystal- lization of Polypropylene in Drawn PET/PP Blend,” Journal of Materials Science, Vol. 42, No. 4, 2007, pp. Copyright © 2011 SciRes. MSA  Printability of HDPE/Natural Fiber Composites with High Content of Cellulosic Industrial Waste1339 1245-1250. doi:10.1007/s10853-006-1395-7 [15] B. Na, M. Guo, J. Yang, H. Tan, Q. Zhang and Q. Fu, “Crystal Morphology and Transcrystallization Mecha- nism of Isotactic Polypropylene Induced by Fibres: Inter- face Nucleation versus Bulk Nucleation,” Polymer Inter- national, Vol. 55, No. 4, 2006, pp. 441-448. doi:10.1002/pi.1996 [16] D. R. Mulinari, H. J. C. Voorwald, M. O. H. Cioffi, M. L. C. P. da Silva, T. G. da Cruz and C. Saron, “Sugarcane Bagasse Cellulose/HDPE Composites Obtained by Extru- sion,” Composites Science and Technology, Vol. 69, No. 2, 2009, pp. 214-219. doi:10.1016/j.compscitech.2008.10.006 Copyright © 2011 SciRes. MSA
|