Paper Menu >>
Journal Menu >>
 Materials Sciences and Application, 2011, 2, 1134-1138 doi:10.4236/msa.2011.28153 Published Online August 2011 (http://www.SciRP.org/journal/msa) Copyright © 2011 SciRes. MSA Flame Retardancy Enhancement of Hybrid Composit e Materia l by Using Inorganic Retardants Mohammed Al-Maamori1, A. Al-Mosawi2, Abbass Hashim3* 1Faculty of Material Engineering, University of Babylon, Babylon, Iraq; 2Department of Mechanical Engineering, Technical Institute, Babylon, Iraq; 3 Materials and Engineering Research Institute, Sheffield Hallam University, Sheffield, S1 1WB, UK Email: a.hashim@sh u.ac.uk Received January 18th, 2011; r evised March 22nd , 2011; accept ed May 24th, 2011 ABSTRACT This study aims to investigate the possibility of improving the flame Retardancy for the hybrid composite material con- sisting arald ite resin (CY223). The hybrid composite was reinforced by hybrid fibers from carbon and Kevlar fibe rs on woven roving form (0˚ - 45˚), by using a surface layer of 4 mm thick of Zinc Borate flame retardant. Afterward, the structure was exposed directly to gas flame of 2000˚C due to 10 mm and 20 mm exposure interval. The retardant layer thermal resistance and protection capability were determined. The study was continued to improve the performance of Zinc Borate layer mixed by 10%, 20% and 30% of Antimony Trioxide. To determine the heat transfer of the compo site material the opposite surface temperature method was used. Zinc Borate with (30%) Antimony Trioxide gives the opti- mized result of the experiment. Keywords: Hybrid Composite Material, Flame Retardant Material, Inorganic Retardant 1. Introduction Fire safety is an integral part of precautions having an objective to minimize the damage from measuring hin- dering their initiation, limiting their propagation and the possibility of excluding flash-over. Preventing fires or delaying them makes escape possible over a longer pe- riod of time. As a result, life, health, and property are efficiently protected [1]. Plastics are synthetic organic materials with carbon and high hydrogen contents, they are most likely com- bustible. For various applications in the building, elec- trical, transpo rtation a nd other ind ustries, plast ics have to fulfill flame retardancy requirements laid down in man- datory regulatio n and voluntary spec ification. The obj ec- tive of flame retarding polymers is to increase ignition resistance and reduce rate of flame spread [2]. One of the ways for better protect combustible mate- rials against initiati ng fires is the use of flame retard ants. This substance can be chemically inserted into the poly- mer molecule or physically blended in polymers after polymerization. This will suppress, reduce, delay or modify the propagation of the flame through plastic ma- terials. There are several classes of flame retardants; haloge- nated hydrocarbons (chlorine and bromine containing compounds and reactive flame retardants), inorganic flame retardants (boron compounds, antimony oxides, aluminum hydroxide, etc) and phosphorus compounds flame retardants containing ni trogen. Depending on their nature, flame retardants can act physically or chemically [3]. 2. Flame Retardant Materials Flame retardants are substances used in plastics, textiles, electronic circuitry and other materials to prevent fires. There are several types of flame retardants as mentioned above, one of these types is inorganic flame retardants. Few inorganic compounds are suitable for use as flame retardants in plastics, since such compounds must be effective in the range of decomposition temperature of the plastic, mainly (150˚C - 400˚C). Inorganic flame re- tardants don’t evaporate under the influence of heat ra- ther they decompose giving o f f non-flammable gase s li ke water, carbon dioxide, sulphur dioxide and hydrogen chloride. Endothermic reaction in the gas phase acts by  Flame Retardancy Enhancement of Hybrid Composite Material by Using Inorganic Retardants Copyright © 2011 SciRes. MSA 1135 dilut ing the mixtur e of fla mma ble gase s and b y shield ing the surface of the polymer against oxygen at tack [4 ]. The inorganic flame retardants are performed simulta- neously on the surface of the solid phase by cooling the polymer via endothermic breakdown process and reduc- ing the formation of pyrolysis products. In addition as in the case of inorganic boron compounds, a glassy protec- tive la yer can for m on t he s ub stra te fe ndin g o ff the effect of oxygen and heat [5]. As example to inorganic flame retardants is zinc borate, aluminum hydroxide, magne- sium hydroxide and antimony oxides. Zinc borate is an effective inorganic flame retardant possessing the characteristic properties of smoke sup- pression and promoting charring which is particularly important according to new fire standards. Zinc borate is commonly used as multifunctional flame retardant in combination with other halogenated or halogen free flame retardant systems to boost FR properties. Its effi- cacy depends upon the type of halogen source (aliphatic versus aromatic) and the used polymer. The zinc borate can generally display synergistic effects with antimony oxide in fire retardancy [6]. Table 1 shows the characte- rizations and properties of zinc borate. Antimony trioxide (ATO) has white color or colorless depended on its structure. ATO dissolved slightly in wa- ter and dissolved in potassium hydroxide, dilute hy- drochloric acid and with many organic acids [4]. Table 2 shows the properties of ATO. Figure 1 sho ws the c hem- ical structure of ATO . 3. Composite Materials Composite material is a material consisting of two or more physically and (or) chemically distinct phase suita- bly arranged or distributed. The composite material usually has characteristics that are not dep icted by any of its components in isolation [6]. Generally, the composite material contains two elements: 1) Material matrix: it i s the co nti nuous p hase o f metal, ceramic or polymer. The polymer matrix is considered the best because of its mechanical and thermal properties and also it can reinforce by a large fiber volume fraction compared with metal and ceramic matrix. The polymer matrix is low cost and easy fabrication, e.g. araldite resin, polyester, and epoxy resin. Araldite resin belongs to epoxy group which has excellent thermal and physical properties and usually used in composite materials for different applications. Epoxy group distinct by excellent adhesive capability especially to fibers and retains con- stant dimensions after dryness [7]. 2) Material reinforce: the distributed phase is called reinforcement; many reinforcement materials are availa- ble in a variety of forms, e.g. continuous fibers, short fibers, whiskers, particles...etc. Reinforcements include organic fibers such as carbon and Kevlar fibers, metallic fibers, ceramic fibers and particles [8]. High strength and high modulus carbon fibers are of about (7-8µm) in diameter and consist of small crystal- lites of Turbostratic graphite, one of the allotropic forms of carbon [9]. Kevlar is an organic Aramid fiber with (3100 MPa) tensile strength and (131,000 MPa) elastic modulus. Kevlar density is approximately one-half of aluminum and good toughness [10]. 4. Experimental Work 5. Material s There are three types of materials implemented in this study: 1) Flame retardant material: a) Zinc Borate 2335 (2ZnO.3B2O3.5H2O) was used as a flame retardant supplied by C-Tech corporation. Table 3 shows the chemical composition of Zinc Borate. Antimony Trioxide (Sb2O3) supplied by BDH Chemi- cal Ltd Pool England) with particle siz e 2 µ. 2) Matrix material; Araldite resin (CY223) with den- sity of (1.15 - 1.2 g/cm3) belong to epoxies group was used i n thi s st udy. Figure 2 shows t he che mica l str uct ure of Araldite resin. 3) Reinforce fibers: two types of fibers were used as consec utive layers in sa me matrix: a) Carbon fibers, woven roving fibers (0˚ - 45˚), with density of (1.75 g/cm3). b) Kevlar fibers, woven roving fibers (0˚ - 45˚), with density of (1.45 g/cm3). Figure 3 shows the chemical structure of Kevlar fi- bers. Table 1. Characterizations and properties of zinc borate [3]. Mo l Wt PH Density g/cm3 Melting Poin t ˚C Appearance Property 434.62 7.6 3.64 980 White Crystalline Value Table 2. properties of antimony trioxide [4]. Density(g/cm3) Boiling Point(˚C) Melting Point(˚C) Property 5.67 1425 656 Value  Flame Retardancy Enhancement of Hybrid Composite Material by Using Inorganic Retardants Copyright © 2011 SciRes. MSA 1136 Figure 1 . Chemical structure of ATO. 5.1. Samples Preparation The samples of thermal erosion test are squared shape with dimensions of 100 × 100 mm2 and 10 mm thic k con- sisting two layers as shown in Figure 4. a- Flame retardant Zinc Borate layer with 4 mm thick. Composite of carbon and Kevlar fiber layer of 6mm thick used as consecutive layers in ara ldite resin. 5.2. Thermal Erosion Test Flame generated from butane-propane gas (C3H8-C4H10) with temperature of 2000˚C was used. The structure contains flame retardant material and composite material exposed to this temperature with exposure intervals of 10 Table 3. Chemical composition of zinc borate. Compound Zinc Oxide Boric Anhydride Water of Hydration Impurities Symbol ZnO B2O3 H2O - Content(%) 37 47 14 2 mm and 20 mm. Figure 5 shows the experimental setup of thermal erosion test, surface temperature method used to determine heat transferred through flame retardant / composite structure. Temperature was monitored, ob- served, measured and recorded using PC transformation card (AD) connected to K-type thermocouple. 6. Results and Discussion Figure (6) represents the thermal erosion test for compo- site material with retardant surface layer at exposed dis- CH3 CH3 CH 3 CH 3 OH O O n Figure 2 . Che mica l structure of Araldite resin. CH 2 -CH- CH 2 -O- -C- -O-CH 2 -CH-CH 2 -O- -C- -O-CH 2 -CH-CH 2 CO - - CO – NH - - NH Figure 3 . chemical structure of Kevlar fibe rs. Figure 4 . Sample of thermal erosion test. Composite material layer Flame retardant material layer 4mm 6mm  Flame Retardancy Enhancement of Hybrid Composite Material by Using Inorganic Retardants Copyright © 2011 SciRes. MSA 1137 010 20 30 40 50 60 0 20 40 60 80 100 120 140 160 180 Surface Tem perature 篊 Time (sec) Zinc Borate Only Zinc Borate + 10%Sb2O3 Zinc Borate + 20%Sb2O3 Zinc Borate + 30%Sb2O3 Zinc Borate + 40%Sb2O3 Figure 6 . Flame retardancy results with exposure interval of 10 mm. 020 40 60 80100 0 20 40 60 80 100 120 140 160 180 200 Surface Tem perature 篊 Time (sec) Zinc Borate Only Zinc Borate + 10 % Sb2O3 Zinc Borate + 20 % Sb2O3 Zinc Borate + 30 % Sb2O3 Zinc Borate + 40 % Sb2O3 Figure 7 . Flame retardancy results with exposure interval of 20mm. Specimen Holder Sliding Slot Fl ame Thermocouple type -K Figure 5 . thermal erosion test setup. ℃ ℃ 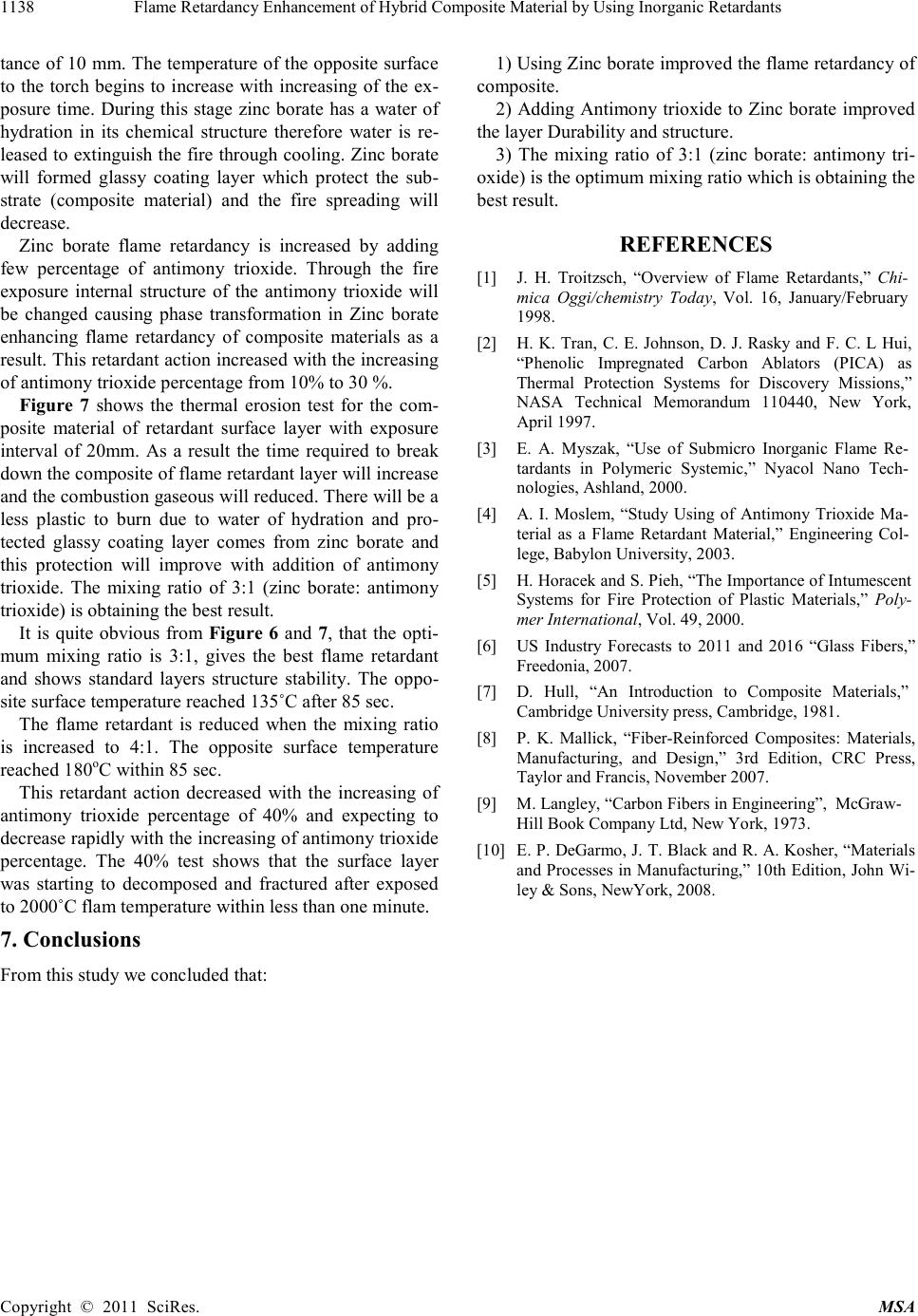 Flame Retardancy Enhancement of Hybrid Composite Material by Using Inorganic Retardants Copyright © 2011 SciRes. MSA 1138 tance of 10 mm. The temperature of the opposite surface to the torch begins to increase with increasing of the ex- posure time. During this stage zinc borate has a water of hydration in its chemical structure therefore water is re- lease d to exti nguish the fire thro ugh cool ing. Zinc b orate will formed glassy coating layer which protect the sub- strate (composite material) and the fire spreading will decrease. Zinc borate flame retardancy is increased by adding few percentage of antimony trioxide. Through the fire exposure internal structure of the antimony trioxide will be changed causing phase transformation in Zinc borate enhancing flame retardancy of composite materials as a result. This retardant action increased with the increasing of antimony trioxide percentage from 10% to 30 %. Figure 7 shows the thermal erosion test for the com- posite material of retardant surface layer with exposure interval of 20mm. As a result the time required to break down the composite of flame retardant layer will increase and the combustion gaseous will reduced. There will be a less plastic to burn due to water of hydration and pro- tected glassy coating layer comes from zinc borate and this protection will improve with addition of antimony trioxide. The mixing ratio of 3:1 (zinc borate: antimony trioxide) is o btaining the best r e sult. It is quite obvious from Figure 6 and 7, that the opti- mum mixing ratio is 3:1, gives the best flame retardant and shows standard layers structure stability. The oppo- site surface temperature reached 135˚C after 85 sec. The flame retardant is reduced when the mixing ratio is increased to 4:1. The opposite surface temperature reached 180oC within 85 sec. This retardant action decreased with the increasing of antimony trioxide percentage of 40% and expecting to decrease rapidly with the increasing of antimony trioxide percentage. The 40% test shows that the surface layer was starting to decomposed and fractured after exposed to 2000˚C flam temper ature within less than one minute. 7. Conclusions From this study we c oncluded t hat: 1) Using Zinc borate improved the flame retardancy of composite. 2) Adding Antimony trioxide to Zinc borate improved the layer Durab ility and structure. 3) The mixing ratio of 3:1 (zinc borate: antimony tri- oxide) is the op timum mixing ra tio which is obtainin g th e best result. REFERENCES [1] J. H. Troitzsch, “Overview of Flame Retardants,” Chi- mica Oggi/chemistry Today, Vol. 16, January/February 1998. [2] H. K. Tran, C. E. Johnson, D. J. Rasky and F. C. L Hui, “Phenolic Impregnated Carbon Ablators (PICA) as Thermal Protection Systems for Discovery Missions,” NASA Technical Memorandum 110440, New York, April 1997. [3] E. A. Myszak, “Use of Submicro Inorganic Flame Re- tardants in Polymeric Systemic,” Nyacol Nano Tech- nologies, Ashland, 2000. [4] A. I. Moslem, “Study Using of Antimony Trioxide Ma- terial as a Flame Retardant Material,” Engineering Col- lege, Babylon University, 2003. [5] H. Ho racek and S. Pieh , “The Imp ortan ce of Intumescent Systems for Fire Protection of Plastic Materials,” Poly- mer International, Vol. 49, 2000. [6] US Industry Forecasts to 2011 and 2016 “Glass Fibers,” Freedonia, 2007. [7] D. Hull, “An Introduction to Composite Materials,” Cambridge University press, Cambridge, 1981. [8] P. K. Mallick, “Fiber-Reinforced Composites: Materials, Manufacturing, and Design ,” 3rd Edition, CRC Press, Taylor and Francis, November 2007. [9] M. Langley, “Carbon Fibers in Engineering”, McGraw- Hill Book Company Ltd, New York, 1973. [10] E. P. DeGarmo, J. T. B lack and R . A. Kosher, “Materials and Processes in Manufacturing,” 10th Edition, John Wi- ley & Sons, NewYork, 2008. |