Hot Forging and Hot Pressing of AlSi Powder Compared to Conventional Powder Metallurgy Route
1132
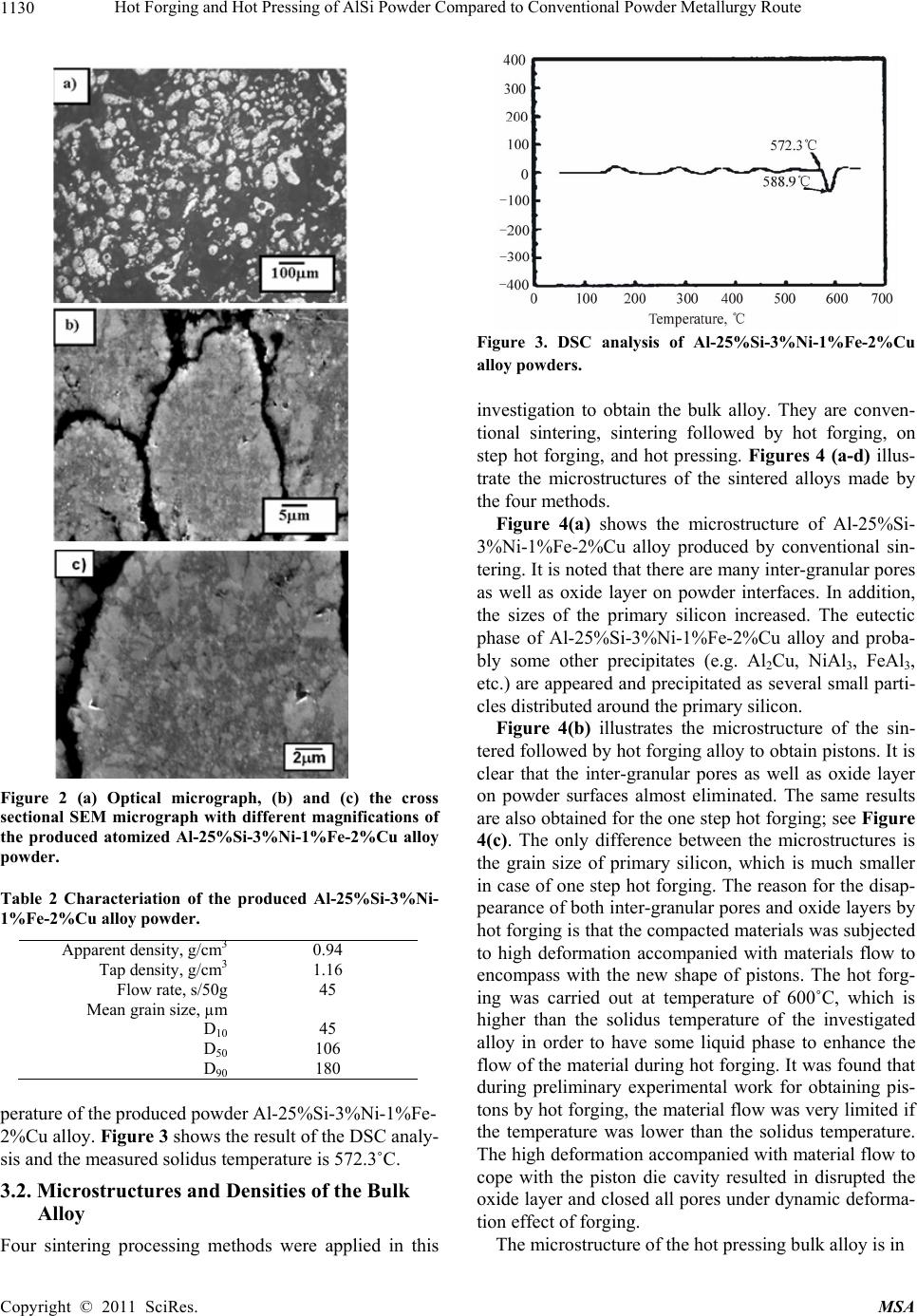
Figure 5. Photo of a simple piston produced by hot forging.
form the shape of the piston. Also, the presence of liquid
phase disrupted the oxide film on the powders and in-
creased the consolidation effect of forging to produce
more sound bulk materials. Figure 5 illustrates the pro-
duced piston of simple shape. Hot forging process could
be used to produce automotive piston without limitation
in its chemical composition. Not only that, but also it is
possible to increase both the productivity and the mate-
rial yield of piston fabrication.
4. Conclusions
1) The atomization technique can be used to fabricate
aluminum silicon alloy powder includes small content of
transition metals such as nickel, iron and copper to en-
hance the mechanical properties. Very fine primary sili-
con particles were formed in the powder due to the cool-
ing effect of the atomization technique.
2) The microstructure and the mechanical properties of
the fabricated Al-25%Si-3%Ni-1%Fe-2%Cu alloy were
investigated as a function of the fabrication process. Four
consolidation processes were applied on the produced
powder. The hot forging processes of either sintered or
green compacts exhibited the largest densities and
strengths. The conventional sintering showed the small-
est densities and strength. But the hot pressed samples
indicated intermediate prop erties.
3) The hot forging process could be used to fabricate
automotive pistons with high productivity and without
limitation in the chemical compositions of the alloy.
REFERENCES
[1] T. Hanlon, Y. N. Kwon and S. Suresh, “Grain Size Ef-
fects on the Fatigue Response of Nanocrystalline Metals,”
Scripta Materialia, Vol. 49, No. 7, 2003, pp. 675-690.
doi:10.1016/S1359-6462(03)00393-2
[2] J. Zhou, J. Duszczyk and B. M. Korevaar, “Microstruc-
tural Features and Final Mechanical Properties of the
Iron-Modified Al-20Si-3Cu-1 Mg Alloy Product Proc-
essed from Atomized Powder,” Journal of Materials Sci-
ence, Vol. 26, No. 11, 1991. pp. 3041-3050.
doi:10.1007/BF01124840
[3] P. J. Ward, H. V. Atkinson, P. R. Anderson, L. G. Elias,
B. Garcia, L. Kahlen and J. M. Rodriguez, “Semi-Solid
Processing of Novel MMCs Based on Hypereutectic
Aluminium-Silicon,” Acta Materialia, Vol. 44, No. 5,
1996, pp. 1717-1727.
doi:10.1016/1359-6454(95)00356-8
[4] T. H. Lee and S. J. Hong, “Microstructure and Mechani-
cal Properties of Al–Si–X Alloys Fabricated by Gas At-
omization and Extrusion Process,” Journal of Alloys and
Compounds, Vol. 487, No. 1-2, 2009, pp. 218-224.
doi:10.1016/j.jallcom.2009.07.108
[5] M. D. Hanna, S. Lu and A., Hellawell, “Modification in
the Aluminum Silicon System,” Metal Transaction A,
Vol. 15, No. 3, 1984, pp. 459-469.
doi:10.1007/BF02644969
[6] K. D. Woo and S.W. Kim, “Tensile Behavior of Al-
4%Mg-0.4%Sc-0.5% Misch Metal Alloy at Room Tem-
perature,” Metals and Materials International, Vol. 11,
No. 2, 2005, pp. 95-99. doi:10.1007/BF03027452
[7] S. J. Hong and C. Suryanarayana, “Mechanical Properties
and Fracture Behavior of an Ultrafine-Grained Al-20 wt%
Si Alloy,” Metallurgical and Materials Transactions A,
Vol. 36A, 2005, pp. 1-9.
[8] Z. C. Zhong, X. Y. Jiang and A. L. Greer, “Micro Struc-
ture and Hardening of Al-Based Nanophase,” Materials
Science and Engineering A, Vol. 226-228, No. 15, 1997,
pp. 531-535. doi:10.1016/S0921-5093(97)80062-7
[9] H. S. Kim, “Yield and Compaction Behavior of Rapidly
Solidified Al-Si Alloy Powders,” Materials Science and
Engineering A, Vol. 251, No. 1-2, 1998, pp. 100-105.
doi:10.1016/S0921-5093(98)00635-2
[10] A. K. Srivastavaa, V. C. Srivastavab, A. Gloterc and S. N.
Ojhad, “Microstructural Features Induced by Spray Proc-
essing and Hot Extrusion of an Al–18% Si–5% Fe–1.5%
Cu Alloy,” Acta Materialia, Vol. 54, No. 7, 2006, pp.
1741-1748.
[11] R. Yearim and D. Shechtman, “The Structure of Rapidly
Solidified Al-Fe-Cr Alloys,” Chemistry and Materials
Science, Vol. 13, No. 11, 1982, pp. 1891-1898.
doi:10.1007/BF02645932
[12] V. C. Srivastavaa, R. K. Mandalb, S. N. Ojhab and K.
Venkateswarlu, “Microstructural Modifications Induced
During Spray Deposition of Al-Si-Fe Alloys and their
Mechanical Properties,” Materials Science and Engi-
neering A, Vol. 471, No. 1-2, 2007, pp. 38-49.
[13] Z. Gu, Y. Han, F. Pan, X. Wang, D. Weng and S. Zhou,
“Production and Properties of a 90%Si-Al Alloy for Elec-
tronic Packaging Applications,” Materials Science Fo-
rum, Vol. 610-613, 2009, pp. 542-545.
doi:10.4028/www.scientific.net/MSF.610-613.542
[14] N. Sridhar and A. Fleck, “Yield Behavior of Cold Com-
pacted Composite Powders,” Acta Materialia, Vol. 48,
No. 13, 2000, pp. 3341-3352.
Copyright © 2011 SciRes. MSA