Health
Vol.5 No.10B(2013), Article ID:38745,8 pages DOI:10.4236/health.2013.510A2005
Effects of machining conditions on specific surface of PM2.5 emitted during metal cutting
![]()
1Institut Robert-Sauvé en Santé et Sécurité du Travail, Montréal, Canada
2École de Technologie Supérieure, Montréal, Canada; *Corresponding Author: victor.songmene@etsmtl.ca
Copyright © 2013 Abdelhakim Djebara et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.
Received 5 September 2013; revised 8 October 2013; accepted 21 October 2013
Keywords: Aluminum alloys; air quality; dust emission; dry machining; PM2.5; Specific surface
ABSTRACT
Indoor air quality has become an important matter for health and safety. Most manufacturing processes generate aerosols. In the metal cutting industry, dry machining processes are accompanied by dust emission (fogs, fine chips and metallic dust in both micrometers and nanometers scales) that has impacts on workers’ health. This research work aimed to understand and reduce the harmful impacts of the machining process on the occupational safety. In this study, an experimental investigation was carried out on fine and ultrafine metallic dust emission during slot milling of 2024-T351, 6061-T6 and 7075-T6 aluminum alloy in dry conditions. It was confirmed that the cutting conditions influence significantly the specific surface area of ultrafine particles. It was also found that the cutting speed is a determinant factor for specific surface area of ultrafine particles and control during the slot milling process.
1. INTRODUCTION
Numerous epidemiological studies have linked PM2.5 with significant health problems. These studies have linked exposure to submicron particle to a variety of problems including aggravated asthma, decreased lung function, increased respiratory symptoms such as irritation of the airways, coughing or difficulty breathing [1,2]. Several particles, such as dust, smoke have been routinely measured to determine their toxic and potential carcinogenic effects [3,4]. The size of particles, particulate matter (PM2.5) and ultrafine particles (<0.1 μm), is directly linked to their potential for causing health problems [5-8]. Small metallic particles, less than 2.5 micrometers in diameter, pose the greatest problems, because they can get deep into lungs, and some may even get into bloodstream. Exposure to particulate matter (PM2.5) is largely beyond the control of individuals and requires action by public authorities at the national and international levels [9].
Most machining processes, in addition to producing the part desired shape, also generate chips, metallic particles and wet aerosols if the process is lubricated (Figure 1). In the air, both aerosols forms (wet and dry) can be inhaled and therefore threaten human health. Solid aerosols are generated from workpiece material during dry and wet machining, while liquid aerosol production is caused by the use of cutting fluids [10,11]. The primary mechanisms responsible for wet aerosol production include fluid impact on the workpiece and also evaporation [12-14]. Cutting fluids are not only toxic [15,16], but are also costly (initial purchase and treatment of used fluids). The emission of liquid aerosols caused by cutting fluids can be eliminated by using dry machining. However, the problem of the solid aerosols still remains in this case [17]. The potential health hazards associated with the machining have become another machining process performance indicator to consider [18]. The machining processes can be classified in terms of particle emission [19]. For processes such as grinding, drilling and turning, some remarkable works on particle emission were produced [19-27]. Reference [21] indicates that the majority of dust generated during machining is composed of ultrafine particles (<1 micron), the most dangerous ones. Reference [22] showed that, during grinding, most metallic dust generated is breathable, and, without a dust suction system, the level of dust particle concentration in the air is higher than the legal limit regulations in North American Occupation Safety and Health.
Reference [23] measured the dust distribution in a full scale workshop. A sampling of the full range of particle sizes was carried out on 16 processes. The particle size distribution was shifted to smaller particles, with 16 processes selected. Reference [24] explained the dust generation by the friction phenomenon, and identified five particle emission sources during drilling: shearing action, deformation and friction of chips, deformation and friction on the tool-chip interface, friction on toolworkpiece, and friction of chips in drill flutes. Reference [17] demonstrated that speed, feed, and depth of cut are key variables in the formation of dust during the machining of cast iron. Fine dust emission was found to decrease with increasing in cutting speeds [25]. It was also demonstrated experimentally [27] that it is possible to reduce the dust generation (PM2.5) during dry machining without negative effects on the productivity. The strategies for particle emission reduction at the source included the selection of appropriate tool geometry, the use of good combination of cutting speed and feed rate, and the adoption of specific machining strategies [27].
Many particle physical factors can influence their toxicity (i.e., composition, size, size distribution, shape and specific surface area). The metric generally regarded as a better indicator of health risks rather than the particle mass is the specific surface [26]. However, there is currently a lack of information available in the literature on the emission rates of particles from machining in terms of their specific surface. Little or no work has been carried on studying the relationship between specific surfaces and machining conditions.
The main objective of this study was to evaluate the influence of machining conditions on the emission of metallic particles when machining different aluminum alloys (6061-T6, 2024-T351 and 7075-T6). The work was carried out in order to minimize dust emission and improve air quality in machining shops.
2. MATERIALS AND METHODS
The operation selected for this study was a full slot milling process (Figure 1). The experiments were performed on a HURON-K2X10 machine-tool (Power: 50 kW, Speed: 28000 rpm, Torque: 50 Nm). A compartment was used to enclose the volume of air containing particles emitted by the machining process. A Scanning Mobility Particle Sizer (SMPS 3936) was used to quantify the particles produced. The SMPS was connected to limps of collection by a suction pipe at a flow rate of 1.5 l/min from the cutting area (or near this area). A ten-stage micro-orifice uniform deposit impactor (MOUDI, MSP Corp) was used for the sample collection. One set of samples was collected with polycarbonate substrate and the other with aluminum substrates. The dust sampling collection was carried out before, during and after each cutting process to return to initial ambient concentration (Figure 1).
A computer equipped with a data acquisition and analysis system was also connected to the measuring device. To evaluate the effects of the cutting parameters a full factorial design was used in this study. The factors studies and their levels are summarized in Table 1. The total number of experiments performed was 108 experiments. The specific surface area of particles (Cs) was computed from the particle concentration and used as output responses. Cs is calculated using the following equation:
 (1)
(1)

Figure 1. Slot milling process: Tool, workpiece, chip and particles emission.
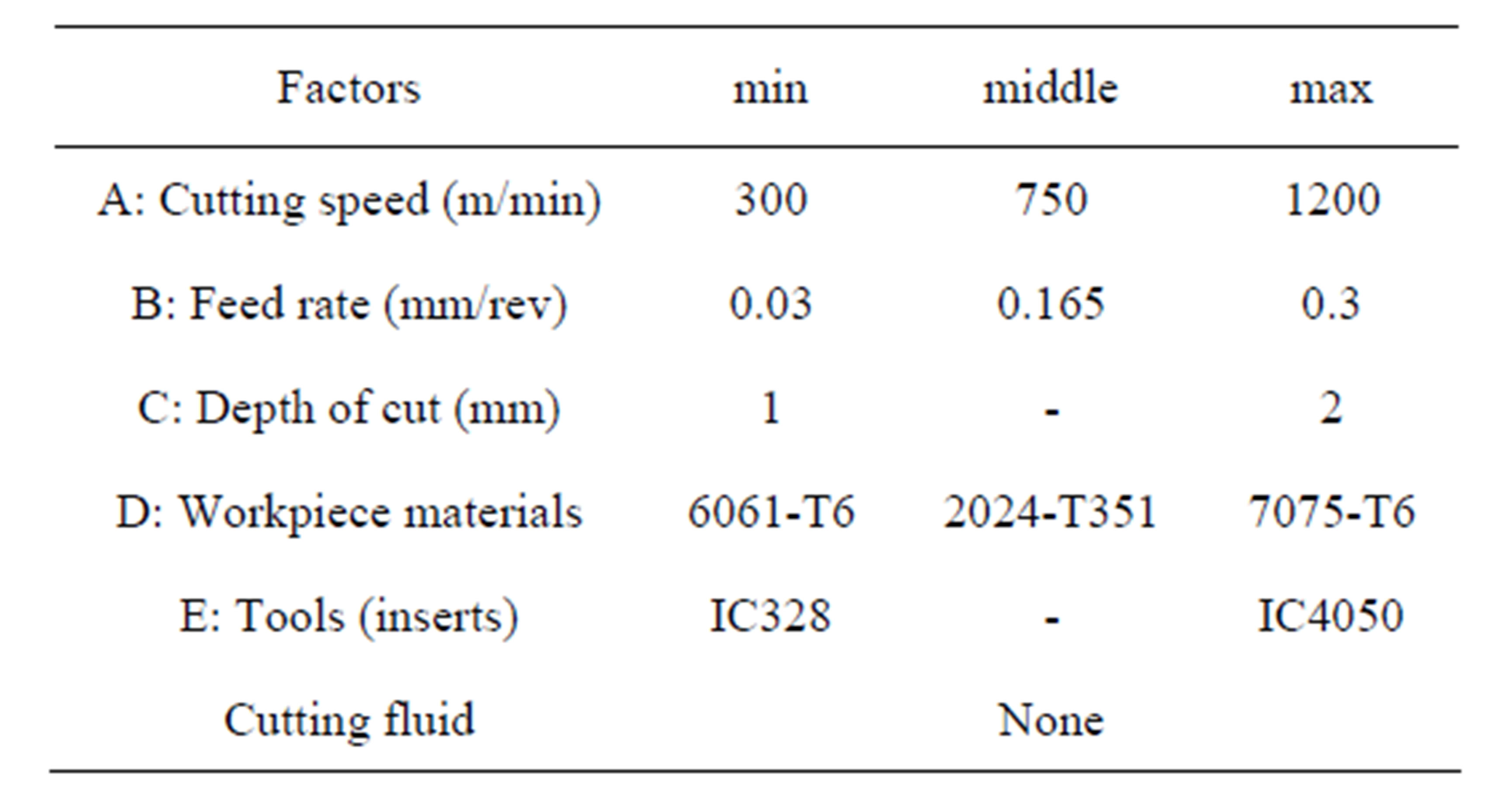
Table 1. Factors and levels used in design of experiment.
The cutting tool used was a carbide end mill (Φ19 mm). The inserts had the following characteristics:
• IC328: 0.5 mm nose radius, TiCN coating
• IC4050: 0.5 mm nose radius, TiCN/Al2O3/TiN coating
3. RESULTS
3.1. Dust Emission and Dispersion
After the generation of the metallic particles, they will be projected outwardly from the cutting area. The distance traveled and the direction taken by these particles depend on the size of the particles and the process used. In addition, the inertia of ultrafine particles is negligible compared to the air viscous force, as it remains suspended in the air for a long time. In general, the path length of these particles depends on their size, shape and other parameters (temperature, pressure, humidity, etc.). The rectangular groove evacuates the chips and is also an escape direction for the dust produced during cutting. As shown in Figure 2 most of the dust produced is ejected from the slot machined in the opposite direction of the feed rate (Tool translation motion).
To control advantageously the particles emission and the air quality in the manufacturing area, the shape and the size of particles were analyzed using scanning electronic microscopes (SEM). After collecting the particles with the MOUDI, observations with scanning electron microscope showed the particles to be heterogeneous and agglomerate (Figure 3). This morphology depends on the nature of the material and the mechanism that produced it. Some of them are agglomerated. This phenomenon can be produced in different stages, such as:
• during detachment of particle from the workpiece material and/or chip;
• during the propagation of particle in the air near the cutting zone;
• during sampling in the suction tube;
• During the deposition on the substrate.
The agglomeration of particles does not lead to spherical particles. While the equivalent sphere concept used to

Figure 2. Dispersion of the particles emitted during slot milling.
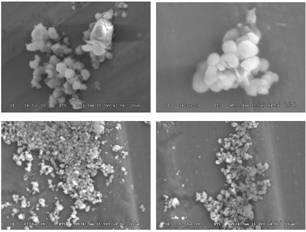
Figure 3. SEM image of particles emitted during slot milling.
represent particles of any shape by a single value is widely used, in some cases, it is however too simplistic. For particles with irregular shapes such as those presented in Figure 3, it is necessary to refine the size and description for better characterization of the particle; however, this characterization should be done by attaching additional parameters that quantify the extent to which the studied particles move away from the sphere model.
3.2. Effects of Cutting Conditions and Workpiece Material
The cutting speed is the important parameter in the machining field. It influences the productivity, the surface finish, the part quality, the chip formation mode and the tool life. Figure 4 displays the size distribution according the specific surface of particles and shows an increase in specific surface concentration when increasing the cutting speed. Machining with low or moderate cutting speeds produces particles with a smaller specific surface compared to high speed. At high cutting speed the process produces great number of particles with larger specific surface. The comparison for different aluminum alloys illustrates that the metallic particles emission are proportionally very low compared to the particle emissions of 7075-T6 aluminum. But, the 7075-T6 aluminum alloy generates larger particles in specific surface than 6061-T6 and 2024-T351. This observation can be explained by the ability of material to undergo plastic deformation before the fracture.
3.3. Statistical Analysis of Data
Direct Factors Effects
The diagram of direct effects of machining conditions (Figure 5) on the specific surface of particles generated reveals that the cutting speed, feed rate and tools are the most important factors.
Increasing the depth of cut results in an increase on the
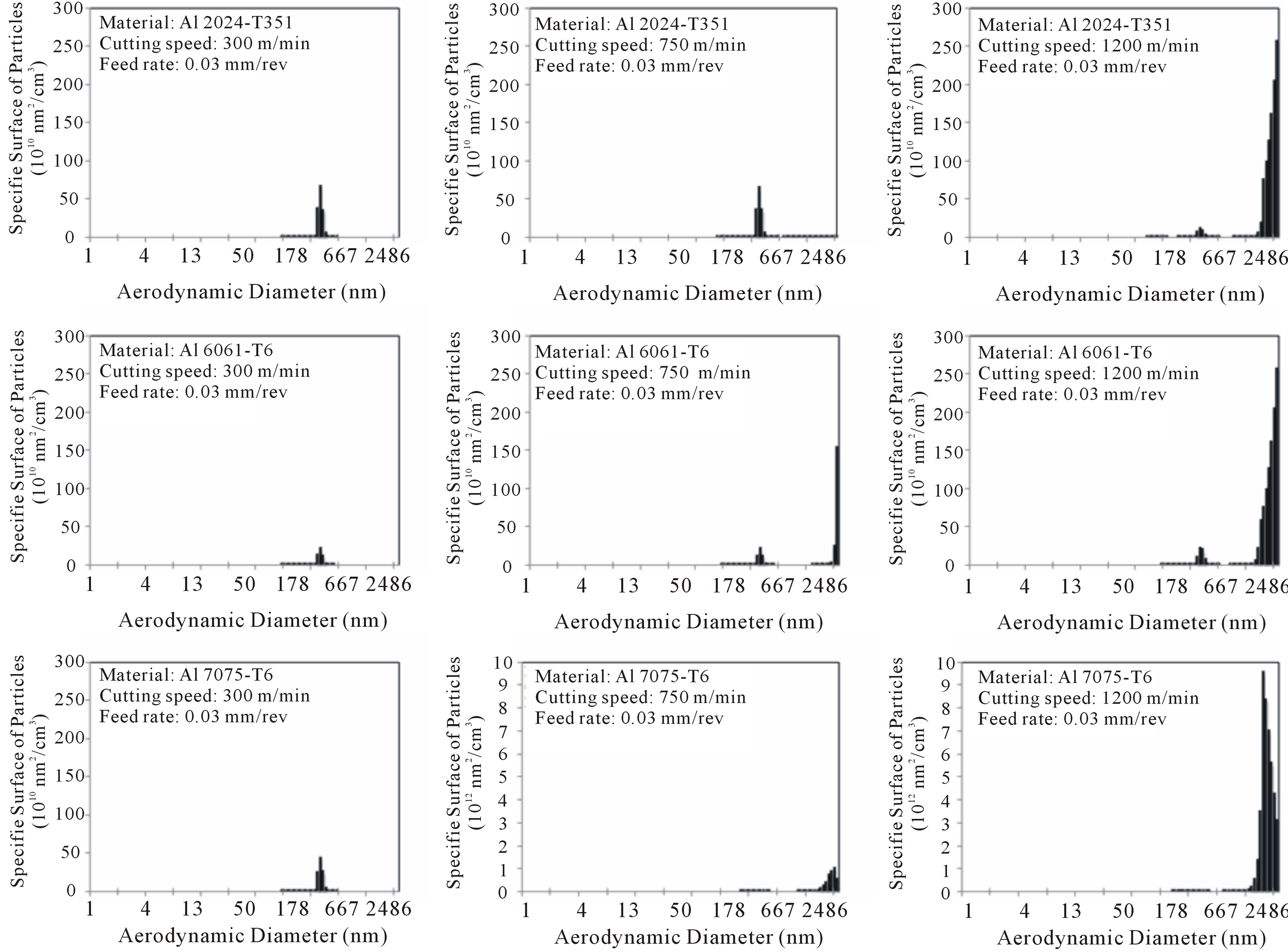
Figure 4. Specific surface of particles as a function of size distribution for different aluminum alloys.

Figure 5. Direct effects of factors on particles specific surface.
size of the specific surface of particles. However, changing the tool, from the IC328 (TiCN coated) for the IC4050 (multilayer TiCN/Al2O3/TiN-coated), increases the size of the specific surface of particles generated (Figure 5). This observation can be explained by the roughness of tool surface which plays an important role. The factor materials appeared much smaller impact.
• Factors interaction The interaction analysis shows that a high interaction between the factors cutting speed, feed rate, depth of cut, tools and materials (Figure 6). The interaction analysis shows that the specific surface of particles generated increases and reaches a maximum at higher feed rate (0.3 mm/tooth) with the same tool as a function of cutting speed. On the other side, if the tool coating is changed from the IC-328 (TiCN coated) for the IC4050 (multilayer TiCN/Al2O3/TiN-coated), there is an increase in the specific surface of particles generated. Strong interactions are found between the depth of cut and materials, and between the materials and cutting speeds.
• Pareto diagram The Pareto diagram (Figure 7) compares the relative importance and statistical significance of main factors and interaction effects between factors. The Pareto chart indicates the statistically significance level at a confidence level of 95% and separate factors that are significant to those that are not.
By studying the influence of selected factors on the
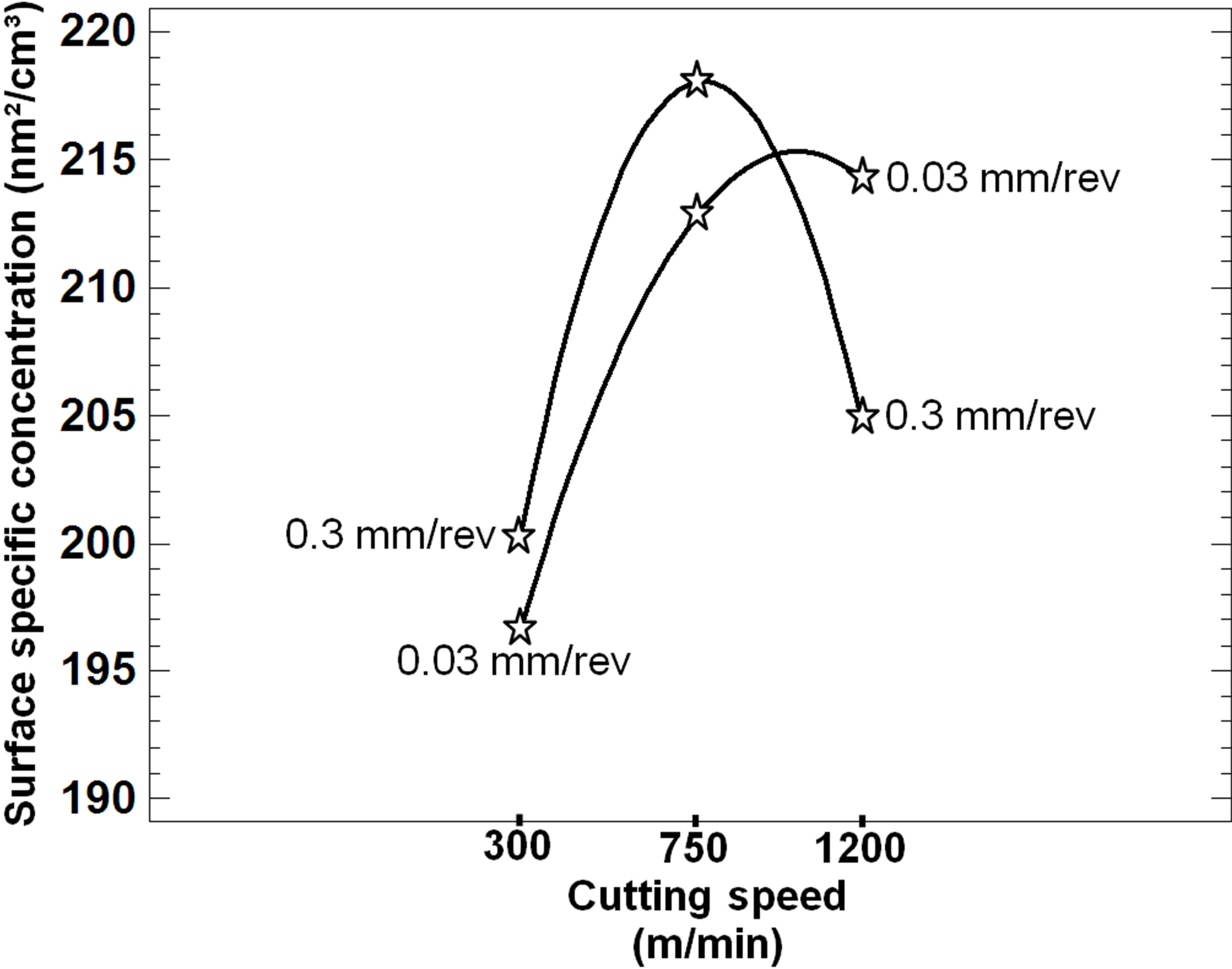
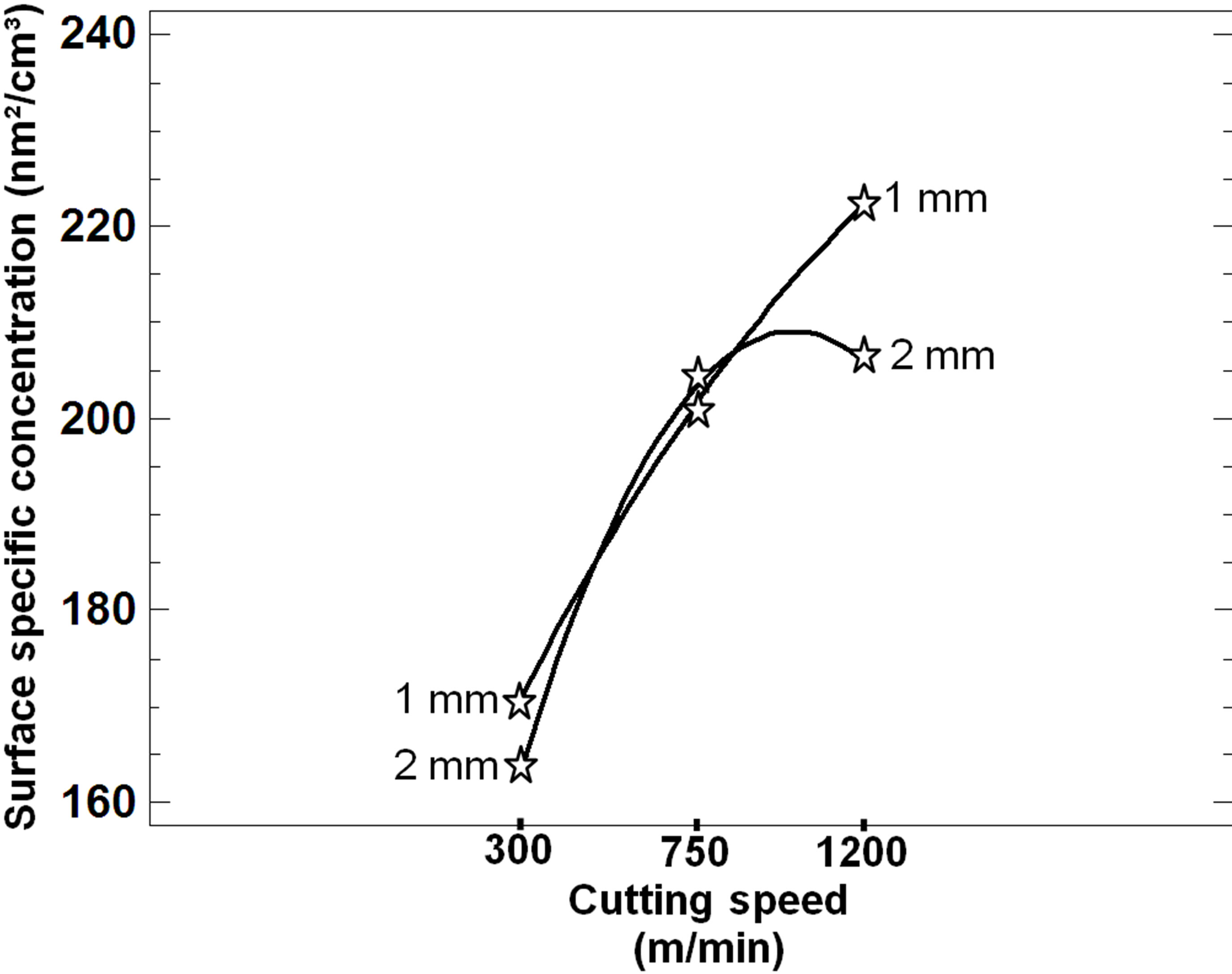
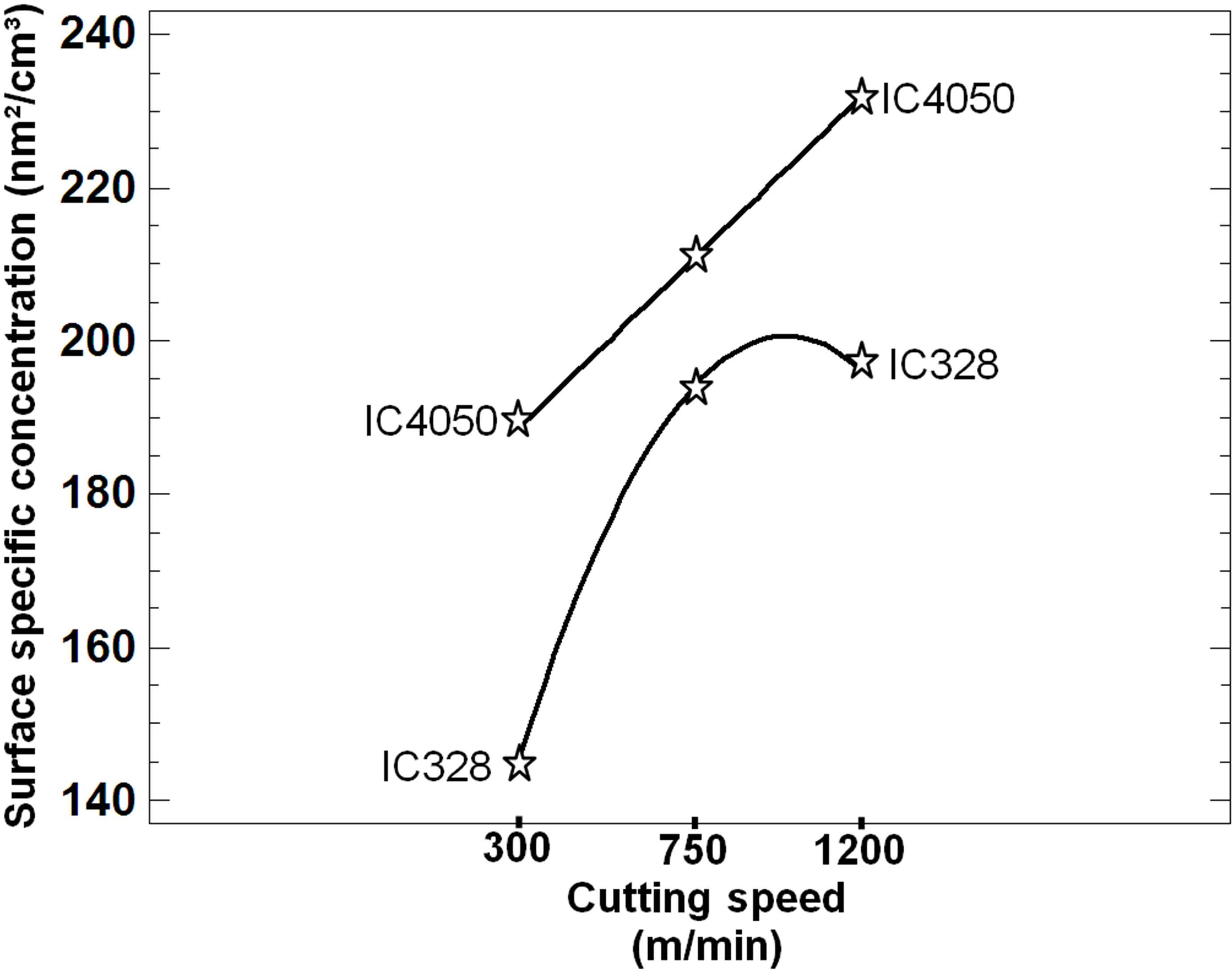
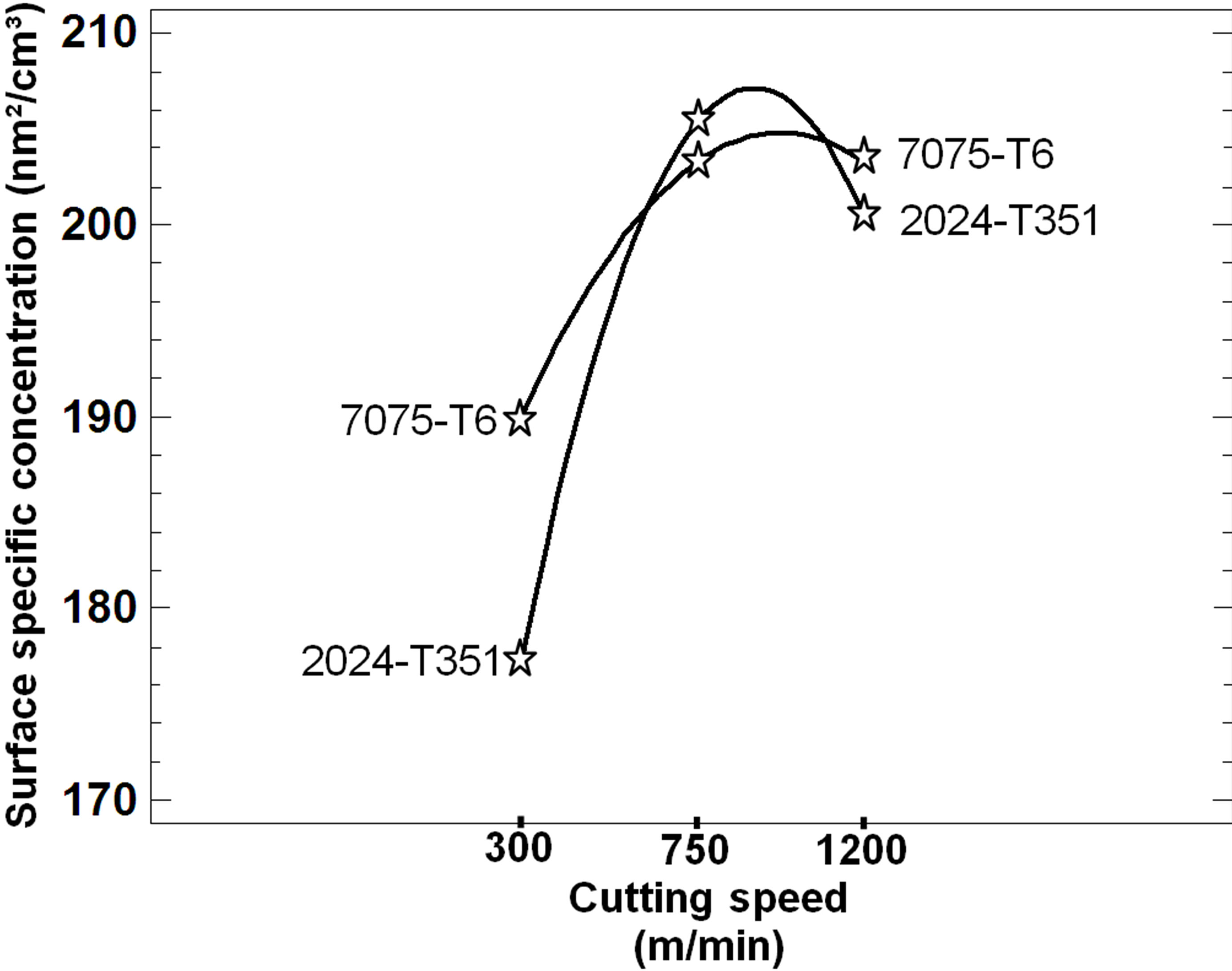

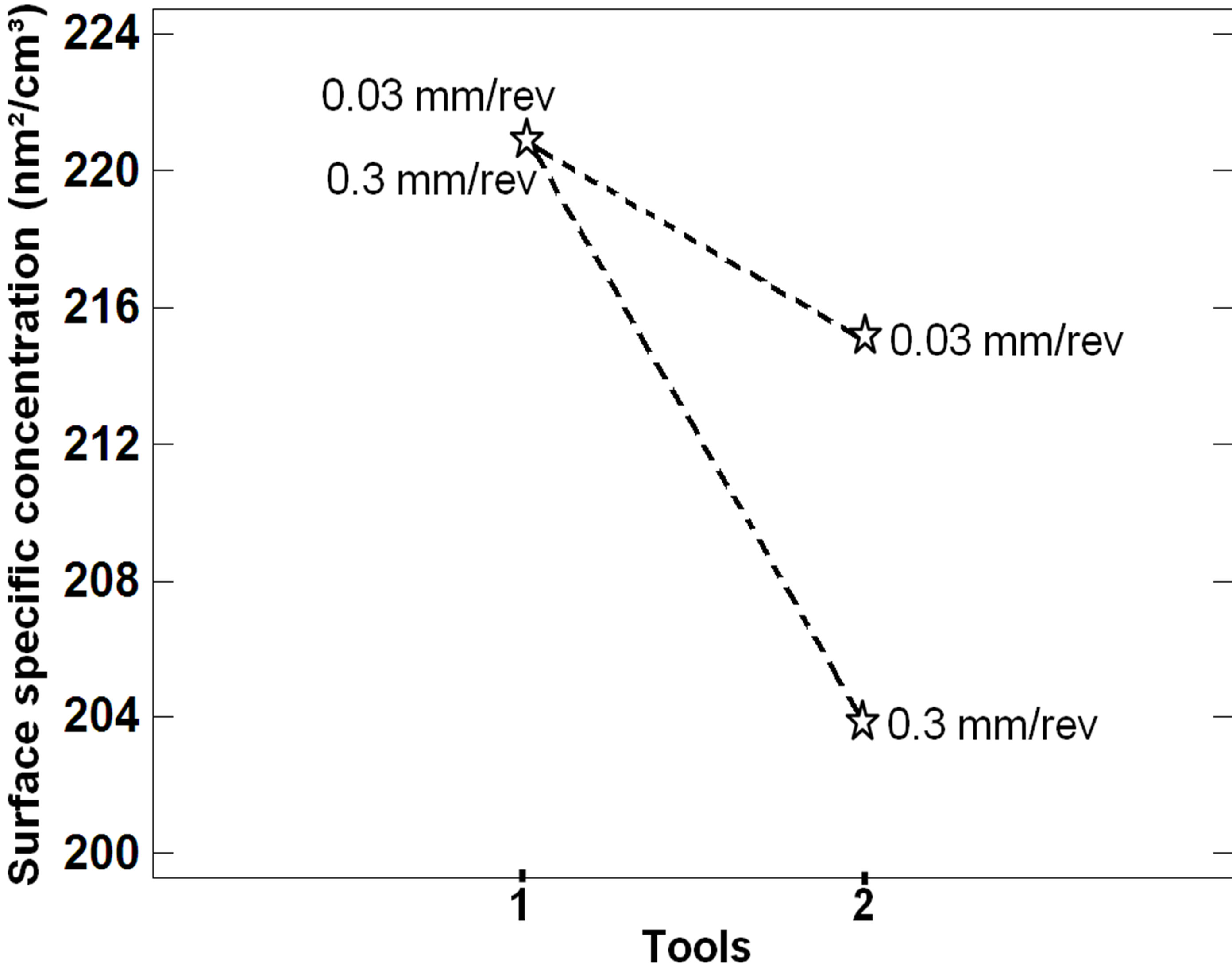
Figure 6. Interaction analysis between the factors.
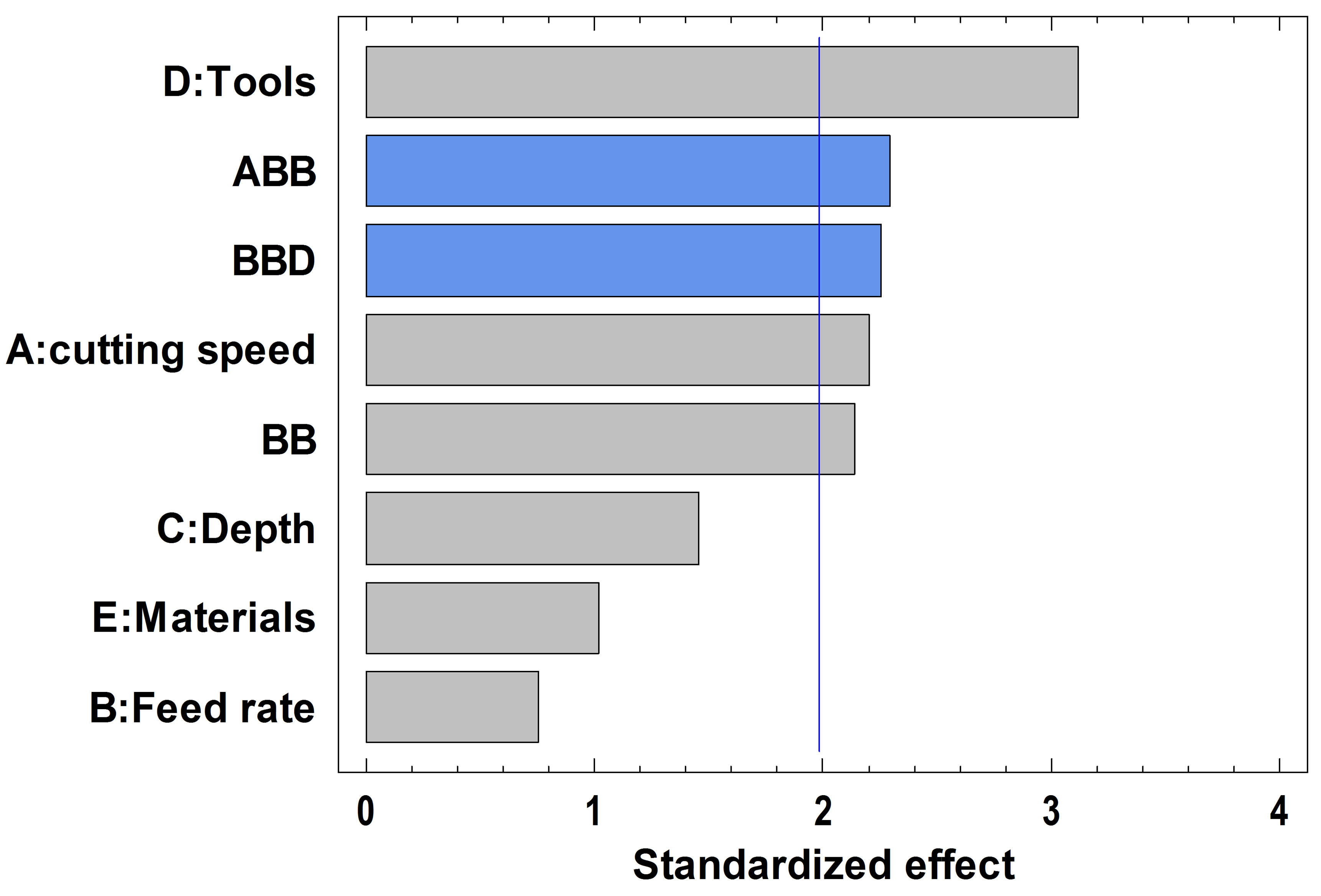
Figure 7. Pareto diagram for specific surface of particles.
specific surface of particles generated, one can determine the combination of factors that will increase or decrease the particles specific surface. The Pareto diagram identifies the influential factors in order of decreasing contribution. It is also shown in Figure 7 that the tools coating is the most important factor. Reading the Pareto diagram shows the predominance of the role of tools coating and cutting speed. The two factors alone explain more than 90% of the variation found in the response. The contribution of the factor feed rate is hidden as its influence is very small. The tool coatings and cutting speed factors appear as those controlling the increase or decrease in particles specific surfaces. Moreover, the interaction between the tools and feed rate factors, the feed rate and cutting speed factors is highlighted by the Pareto diagram. The effects of these interactions are also much more significant than the rest of factors. The analysis of direct effects of factors on the response, their interactions and the contribution order allows to rank the materials studied in terms of their ability to generate PM2.5 with low or high specific surfaces It was found machining that the material 7075-T6 led to more PM2.5 than the two other materials (6061-T6 and 2024-T351) under the same conditions (Figure 4).
4. Discussion
The combined influence of the cutting speed and the feed on the specific surface of particles depends on the tools and workpiece material. During slot milling process the experiment shows the relative low influence of the cutting speeds tested on the specific surface of particles generated. Eventually, the response surface identified a region of the experimental field in which the specific surface of the particle emitted is minimal (to be avoided). This minimum is given by the combination of a critical cutting speed and feed rate. It can be admitted for low cutting speed and high feed rate there is a decrease the size of dust generation (Figure 8). The influence of cutting speed on the size of dust generation remains quietly similar to the influence of the tools coating.
Figure 9 shows the size for the specific surface of particle generated according to the number concentration. In the experimental field, the critical zone for the PM2.5 generated is located at low size of specific surface. The observations were explained in terms of friction effects of the tools. Some researchers have explained the dust generation sources by the friction phenomenon [17-25]. These friction zones are not the only dust generation sources. The chip formation is the main element that can be studied to better understand the dust emission phenomenon. The chip formation identifies zones in which the stress modes are different and each zone has an influence on the dust formation. At the secondary shear zone, there is a velocity gradient on a thin chip. This gradient inside the shear zone secondary leads deformation and formation chip segments. The chip segmentation emits particles to discharge the surface tension due to the creation of new surfaces (Figure 10). The chip will be formed by micro-segments that undergo a local work hardening due to the action of some asperities of the tool rake face, after which the hardened small part is separated by a local brittle fracture. The size of the particles separated depends on the tool rake face roughness, the cutting conditions, and the workpiece material.
5. Conclusions
In this work, the influence of machining conditions on

Figure 8. Influence of the cutting speed and the feed rate on the specific surface of particles generated during the dry slot milling.
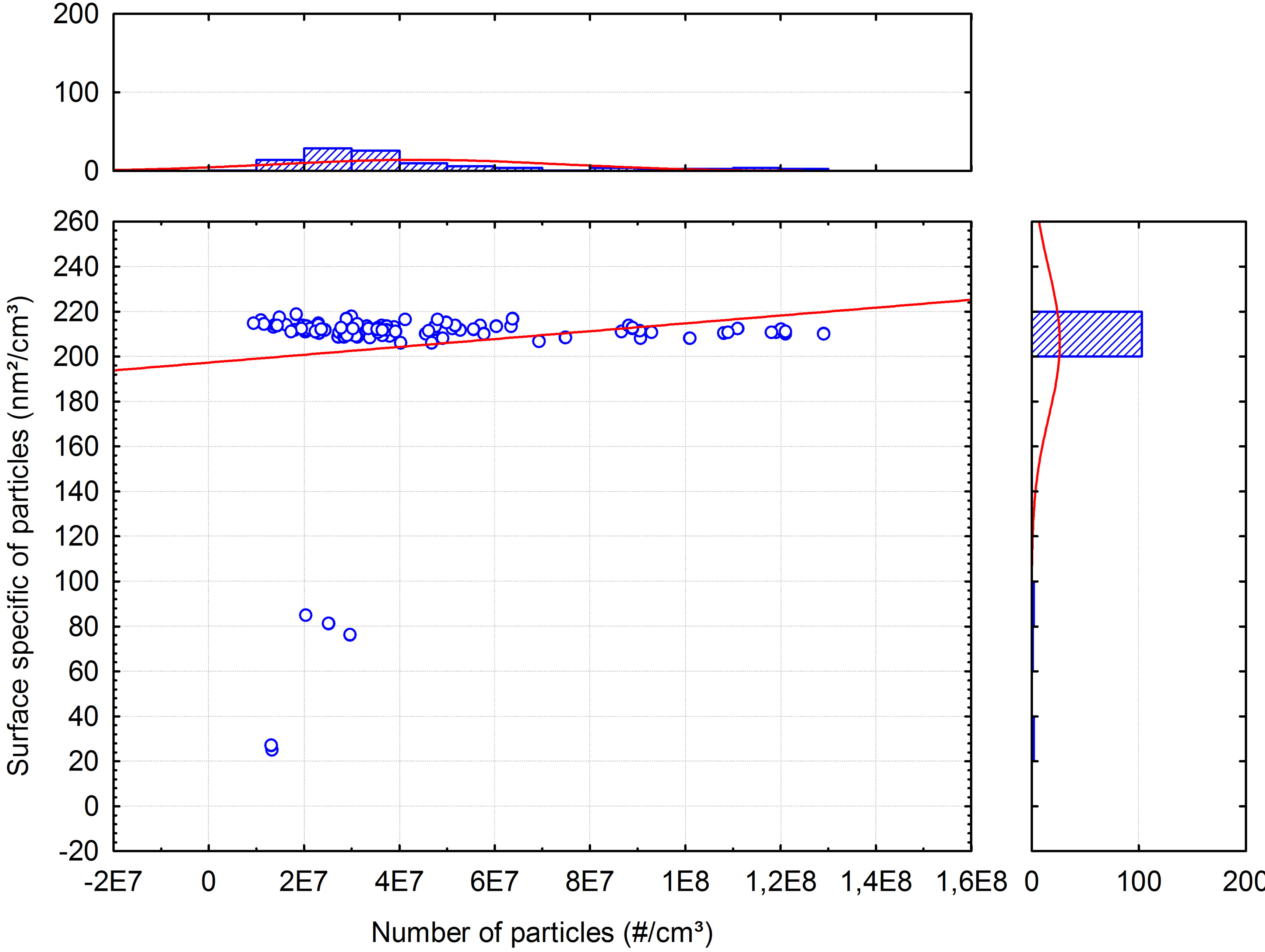
Figure 9. Histograms of Specific surface against Number of particles.

Figure 10. Shearing zone which produces dust for dry slot milling.
specific surface area of PM2.5 emitted during metal cutting was studied. It is found that:
• PM2.5 metallic particle emitted during dry slot milling have various shapes, and can be found either in single or agglomerated forms.
• The chip segmentation was found as one source of PM2.5 particle emissions.
• It has been proved that the cutting conditions significantly influence the size of dust generation. The cutting speed and the tool coatings were found as determinant factors for change in size of specific surface of particles.
• Machining at high cutting speed using TiCN/Al2O3/ TiN coated tool led to the generation of particles of large specific surfaces. This could be very helpful for setting safe working practices.
6. ACKNOWLEDGEMENTS
The authors would like to acknowledge the financial support of Institut Robert-Sauvé en santé et sécurité du travail (IRSST), Nano Québec and aluminium research Centre, REGAL.
REFERENCES
- Rogula-Kozlowska, W., Pastuszka, J. S., and Talik, E. (2008) Influence of Vehicular Traffic on Concentration and Particle Surface Composition of PM10 and PM2.5 in Zabrze, Poland. Polish Journal of Environmental Studies, 17, 539-548.
- Wichmann, H.E. and Peters, A. (2000) Epidemiological Evidence of the Effects of Ultrafine Particle Exposure. Philosophical Transactions of the Royal Society A, 358, 2751-2769. http://dx.doi.org/10.1098/rsta.2000.0682
- Spurny, K.R. (2000) Aerosol chemical process in the environment. Lewis, New York. http://dx.doi.org/10.1201/9781420036251
- Kappos, A.D., Bruckmann, P., Eikmann, T., Englert, N., Heinrich, U., et al. (2004) Health Effects of Particles in Ambient Air. International Journal of Hygiene and Environmental Health, 207, 399-407. http://dx.doi.org/10.1078/1438-4639-00306
- Klejnowski, K., Pastuszka, J.S., Rogula-Kozlowska, W., Talik, E. and Krasa, A. (2012) Mass Size Distribution and Chemical Composition of the Surface Layer of summer and winter airborne particles in Zabrze, Poland. Bulletin of Environmental Contamination and Toxicology, 88, 255-259. http://dx.doi.org/10.1007/s00128-011-0452-3
- Spindler, G., Bruggemann, E., Gnauk, T., Gruner, A., Muller, K. and Herrmann, H. (2010) A four-year sizesegregated characterization study of particles PM (10), PM (2.5) and PM (1) depending on air mass origin at Melpitz. Atmospheric Environment, 44, 164-173. http://dx.doi.org/10.1016/j.atmosenv.2009.10.015
- Pope, C.A., Ezzati, M. and Dockery, D.W. (2009) Fineparticulate air pollution and life expectancy in the United States. The New England Journal of Medicine, 360, 376- 386. http://dx.doi.org/10.1056/NEJMsa0805646
- Sorensen, M., Autrup, H., Moller, P., Hertel, O., Jensen, S. S., et al. (2003) Linking Exposure to Environmental Pollutants with Biological Effects. Mutation Research-Reviews in Mutation Research, 544, 255-271. http://dx.doi.org/10.1016/j.mrrev.2003.06.010
- Atmadi, A., Stephenson A. and Liang, S.Y. (2001) Cutting fluid aerosol from splash in turning: Analysis for environmentally conscious machining. The International Journal of Advanced Manufacturing Technology, 17, 238- 243. http://dx.doi.org/10.1007/s001700170175
- Yue, Y., Gunter, K.L., Michalek, D.J., et al. (2000) Cutting fluid mist formation in turning via atomization part 1: Model development. IMECE Proceedings of ASME: Manufacturing Engineering Division, 843-850.
- Yue, Y., Sun, J., Gunter, K.L., et al. (2004) Character and behavior of mist generated by application of cutting fluid to a rotating cylindrical workpiece, Part 1: Model development. Transactions-American Society of Mechanical Engineers Journal of Manufacturing Science and Engineering, 126, 417-425.
- Chen, Z., Liang, S.Y. and Yamaguchi, H. (2002) Predictive modeling of cutting fluid aerosol generation in cylindrical grinding, NAMRC, (West Lafayette, ID). Society of Manufacturing Engineers, 1-8.
- Bell, D.D., Chou, J., Nowag, L. and Liang, S.Y. (1999) Modeling of the environmental effect of cutting fluid. Tribology Transactions, 42, 168-173. http://dx.doi.org/10.1080/10402009908982204
- Chen, D., Sarumi, M. and Al-Hassani, S.T.S. (1998) Computational mean particle erosion model. Wear, 214, 64-73. http://dx.doi.org/10.1016/S0043-1648(97)00210-X
- Rossmoore, H.W. and Rossmoore, L.A. (1990) Effect of microbial growth products on biocide activity in metalworking fluids. Symposium on Extra Cellular Microbial Products in Bio-Deterioration, 145-156
- Sondossi, M. and Rossmoore, H.W., et al. (2001) Relative formaldehyde resistance among bacterial survivors of biocide-treated metalworking fluid. International Biodeterioration & Biodegradation, 48, 286-300 http://dx.doi.org/10.1016/S0964-8305(01)00095-6
- Sutherland, J.W., Kulur, V.N. and King, N.C. (2000) Experimental investigation of air quality in wet and dry turning. CIRP Annals—Manufacturing Technology, 49, 61-64. http://dx.doi.org/10.1016/S0007-8506(07)62896-0
- Chan, T.L., D’Arcy, J.B. and Siak, J. (1990) Size characteristics of machining fluid aerosols in an industrial metalworking environment. Applied Occupational and Environmental Hygiene, 5, 162-170. http://dx.doi.org/10.1080/1047322X.1990.10389613
- Khettabi, R., Zaghbani, I., Djebara, A., Kouam J. and Songmene, V. (2011) A new sustainability for machining processes. International Journal of Business Continuity and Risk Management, 2, 187-202. http://dx.doi.org/10.1504/IJBCRM.2011.042299
- Djebara, A., Songmene, V., Khettabi, R. and Kouam, J. (2012) An experimental investigation on ultrafine particles emission during milling process using statistical analysis. International Journal of Advances in Machining and Forming Operations, 4, 15-37.
- Malshe, A.P., Naseem, H.A. and Brown, W.D. (1998) Apparatus for and method of polishing and planarizing polycrystalline diamonds, and polished and planarized polycrystalline diamonds and products made therefrom, United States Patent, Google Patents USA, Patent No. 5725413.
- Tönshoff, H., Peters, J., Inasaki, I. and Paul, T. (1992) Modeling and simulation of grinding processes. CIRP Annals-Manufacturing Technology, 41, 677-688. http://dx.doi.org/10.1016/S0007-8506(07)63254-5
- Dasch, J., D’Arcy, Gundrum, J.A., Sutherland, J., Johnson, J. and Carlson, D. (2005) Characterization of fine particles from machining in automotive plants. Journal of Occupational and Environmental Hygiene, 2, 609-625. http://dx.doi.org/10.1080/15459620500377659
- Songmene, V., Balout, B. and Masounave, J. (2008) Clean machining: Experimental investigation on dust formation part 1: Influence of machining parameters and chip formation. International Journal of Environmentally Conscious Design & Manufacturing, 14, 1-16.
- Khettabi, R. and Songmene, V. (2010) Modeling of particle emission during dry orthogonal cutting. Journal of Materials Engineering and Performance, 19, 776-789. http://dx.doi.org/10.1007/s11665-009-9538-z
- Warheit, D.B., Borm, P.J.A., Hennes, C. and Lademann, J. (2007) Testing strategies to establish the safety of nanomaterials: Conclusions of an ECETOC Workshop. Inhalation Toxicology, 19, 631-643. http://dx.doi.org/10.1080/08958370701353080
- Songmene, V., Khettabi, R. and Kouam, J. (2012) Dry high-speed machining: A cost effective & green process, International Journal of Manufacturing Research (IJMR), 7, 229-256. http://dx.doi.org/10.1504/IJMR.2012.048695