Materials Sciences and Applications
Vol.05 No.13(2014), Article ID:51955,9 pages
10.4236/msa.2014.513096
Influence of Blend Composition and Compatibilizer on Mechanical and Morphological Properties of Recycled HDPE/PET Blends
Ruey Shan Chen*, Mohd Hafizuddin Ab Ghani, Mohd Nazry Salleh, Sahrim Ahmad, Sinyee Gan
School of Applied Physics, Faculty of Science and Technology, National University of Malaysia, Bangi, Malaysia
Email: *rueyshanchen@hotmail.com
Copyright © 2014 by authors and Scientific Research Publishing Inc.
This work is licensed under the Creative Commons Attribution International License (CC BY).
http://creativecommons.org/licenses/by/4.0/



Received 27 August 2014; revised 5 October 2014; accepted 24 October 2014
ABSTRACT
Polymer blends based on recycled high density polyethylene (rHDPE) and recycled poly(ethylene terephthalate) (rPET) with and without ethylene-glycidyl methacrylate copolymer (E-GMA) as compatibilizer were fabricated in a co-rotating twin screw extruder. The effects of rPET and compatibilizer content on the mechanical properties and morphological stability of rHDPE-rich blends were investigated. The rHDPE/rPET (75/25 wt/wt) blend compatibilized with 5 php (per 100 part of polymer) E-GMA showed an enhancement of about 7% - 26% in tensile properties and flexural strength as compared with those of the neat rHDPE. The strain at break showed a decreasing trend as the rPET content increased. The addition of E-GMA to the rHDPE/rPET blends was found to recover the blend toughness as well as improving the compatibility between HDPE and PET. In this study, the highest strain at break was obtained for the rHDPE/rPET blends at 75/25 (wt/wt) composition with E-GMA content of 5 php. FTIR and SEM analysis of the compatibilized blends confirmed the chemical interaction and improved interfacial bonding between the two phases.
Keywords:
Recycled Polymer Blend, Tensile Properties, Flexural Properties, Morphology

1. Introduction
The worldwide annual collection of post-consumer and post-industrial plastic wastes is approximately a few million tonnes per year. There is still a significant of amount of plastics end up in landfill despite the recycling capacity for plastic wastes have been progressively increased [1] . In Peninsular Malaysia (population of 28.45 million inhabitations in 2010), the total amount of municipal solid waste produced has increased from 19,100 tonnes per day in 2005 to 21,100 tonnes per day in 2010 and plastic wastes account for 24% of them [2] . In view of environmental concern, plastic waste recycling not only conserves both virgin materials and energy but also provides a solution to plastic waste disposal [3] .
High density polyethylene (HDPE) and poly(ethylene terephthalate) (PET) are extensively used in packaging of consumers and industry products and constitute a significant fraction of post-consumer waste [4] . Consequently, both HDPE and PET bottles represent a promising recycling opportunity since there is a great interest in finding new possibilities for the use of post-consumer plastics as new products [5] . Mechanical recycling that involves blending of plastics is one of the attractive recycling method to obtain new materials with superior mechanical properties of blends due to the ease of fabrication, highly convenient and economical advantage reasons [4] - [6] .
Regarding the previous studies of HDPE/PET blends, most of the researchers are focused on compatibilization methodologies since HDPE and PET are incompatible with nature due to the great difference in solubility parameters between them [7] . The incorporation of a surface-active species called compatibilizer which concentrates at the interface tends to improve the interfacial adhesion as well as refine and stabilize the blend morphology [8] . Of all the compatibilizers used in HDPE/PET blends, reactive functional groups of maleic anhydride (MA) and glycidyl methacrylate (GMA) are the most common. Graft copolymer containing MAs such as MA grafted polyethylene (PE-g-MA) [4] [7] [9] , HDPE-g-MA [10] and MA grafted styrene-ethylene-butene- styrene copolymer (SEBS-g-MA) [9] [10] have been reported. Whilst, random copolymer containing GMA such as HDPE-g-GMA [10] , E-GMA [9] [11] , ethylene-ethyl acrylate-glycidyl methacrylate (E-EA-GMA) [11] and ethylene-butyl acrylate-glycidyl methacrylate (EBAGMA) [12] are commonly used for investigation.
GMA-containing copolymers are the most efficient species as compatibilizer [11] . There are three main chemical aspect reasons for that statement. First, epoxy functionality of GMA is able to react with both hydroxyl and carbonyl end groups of PET, as depicted in Figure 1, whereas MA reacts only with hydroxyl ends. Second, epoxy function of GMA has higher reactivity than MA towards hydroxyl groups of PET. Lastly, the esterification reaction is reversible at high temperatures [11] [13] . The objective of this study was to investigate the influence of rHDPE-rich blend composition and compatibilizer loading levels on the mechanical properties and morphology stability of resultant blends.

Figure 1. Chemical reaction schemes: (a) hydroxyl end group of PET and epoxy group of GMA; (b) carbonyl end group of PET and epoxy group of GMA.
2. Experimental
2.1. Raw Materials
The polymers investigated are recycled HDPE (rHDPE) as the major phase (matrix) and recycled PET (rPET) as the minor (dispersed) phase. The melt flow index and density of rHDPE were 0.072 g/10 min at 190˚C and 923 kg/m3, respectively. The LotaderAX8840 type of ethylene glycidyl methacrylate (E-GMA) with a melt index of 5 g/10 min (190˚C, 2.16 kg) and a glycidyl methacrylate content of 8% was used as compatibilizing agent. All the raw materials obtained from factory namely BioComposites Extrusion Sdn. Bhd.
2.2. Blends Preparation and Characterization
The rHDPE and rPET weight ratios used were 80/20, 75/25, 70/30, 65/35, 60/40, 55/45 and 50/50 (wt/wt). Thecompatibilized rHDPE/rPET blends were prepared by adding 5 php E-GMA, based on the whole weight of rHDPE and rPET into the blends. Further investigation of compatibilization was carried out for rHDPE/rPET (75/25 wt/wt) blend with additional compatibilizer loading level of 2.5 and 7.5 php. Neat rHDPE blend was also made as control sample.
Firstly, the formulated blends were tumble-mixed and melt-blended in a laboratory scale co-rotating twin screw extruder (Thermo Prism TSE 16 PC). The four barrel temperatures from the feeding to die zones were set as 250˚C, 270˚C, 240˚C and 190˚C. The screw speed was 30 rpm. The extrudates were then cooled and granulated into pellets. The blend pellets were then compression molded at 200˚C under 1000 psi by using a model LP50, LABTECH Engineering Company LTD. In hot press process, the period of preheating, venting and full pressing was set to 3 min, 2 min and 5 min, respectively. Following, cold press was set to 5 min to cool the specimen sheets.
Finally, composites plates were cut into the tensile and flexural specimens according to ASTM standard D638-03 (type I) and D790-03, respectively. Tensile and flexural tests were conducted by using a universal testing machine Testometric M350-10CT with the test speed of 5 mm/min and load cell capacity of 5 kN. The infrared spectra in the FTIR-ATR of rPET, rHDPE, E-GMA and their blends were obtained using a FTIR-Near infrared with imaging system (Perkin Elmer Spectrum 400 FT-IR). The samples were analyzed over the range of 650 - 4000 cm−1. This analysis of the blends was performed at point-to-point contact with a pressure device. The broken samples after tensile test were collected for scanning electron microscopy (VPSEM LEO 1450 VP) analysis with an accelerating voltage of 10 kV. Prior to SEM observation, the fracture surfaces of the samples were sputter-coated with gold. The morphologies of specimens were examined at magnification of 1000×.
3. Results and Discussions
3.1. Effect of rHDPE/rPET Blend Compositions on Tensile and Flexural Properties
Figure 2 and Figure 3 show the mechanical (tensile and flexural) properties of uncompatibilized and compatibilized rHDPE/rPET blends as a function of rPET composition. For rHDPE/rPET blends without E-GMA compatibilizer, tensile strength (TS), tensile modulus (TM) and flexural strength (FS) were slightly improved by adding rPET concentration up to 25 wt% and then start to decrease. At rPET fibre concentration lower than critical fibre load, rPET fibres act as reinforcement in the blends without compatibilizer. At higher rPET content, the reduction of blend strength could be attributed to the appearance of voids and poor bonding rPET fibre- rHDPE matrix, as observed in SEM images. This was caused by the increased stress concentration and entanglements between the rPET fibres during the molding process [13] . The flexural modulus (FM) clearly shows almost a linear enhancement with rPET content to 50 wt% which increased 5% - 48%. This phenomenon was due to the improvement of reinforcing effect, allowing more even stress distribution from the rHDPE matrix to the rPET fibres and causes the blend stiffness to increase [14] . Whilst, strain at break (SB) was found to drop dramatically for rHDPE/rPET blends at all compositions with respect to neat rHDPE. This is typical behaviour for fibre reinforced composites [15] . The decrease of SB with rPET concentration in uncompatibilized blends were due to the low strain at break and brittle nature of PET fibres, which restrict the mobility of polymer molecules [13] [16] . This is an indicator of the material flexibility, which shows that the incorporation of rPET makes the rHDPE-rich blend stronger but more brittle.
For compatibilized rHDPE/rPET blends with 5 php E-GMA, both tensile and flexural properties except for



Figure 2. Tensile properties of uncompatibilized and compatibilized rHDPE/rPET blends as a function of rPET composition.
flexural modulus (FM) have the similar trend with those without compatibilizer. The incorporation of 5 php compatibilizer into the immiscible rHDPE/rPET blends has gained the values of TS and FS. These results are in agreement with previous studies [3] [17] . The compatibilized blends containing 45 wt% and 50 wt% rPET fibres could not be compression molded for tensile testing. The presence of a compatibilizer in the blend hinders the nucleation effect of rPET fibres, leading to a little thermal contraction; however, rHDPE undergoes crystallization and contracts strongly during cooling from the melt [16] . Meanwhile, the introduction of relatively low stiffness compatibilizer may firstly produce plastic deformation at the interface [17] . This behaviour may thus resulted in lower TM and FM except for 25 wt% rPET fibre loading of compatibilized blends at all compositions and E-GMA contents. Toughening effect is the possible reason for the decreased in modulus with an improvement in impact resistance [3] . SB is generally used to examine the degree of compatibilization in a polymer alloy. This may be due to its high sensitivity to the adhesion strength of the blend components. This kind of behaviour can be proved by the greater SB of compatibilized blends at all composition as compared to the uncompatibilized ones. The coalescence of the dispersed (rPET) phase can be prevented, which subsequently improve in interfacial adhesion between two phases, as observed by SEM micrograph.


Figure 3. Flexural properties of uncompatibilized and compatibilized rHDPE/rPET blends as a function of rPET composition.
3.2. Effect of Compatibilizer Concentrations on Tensile and Flexural Properties
The tensile and flexural properties of rHDPE/rPET (75/25) blends compatibilized with various E-GMA concentration (0, 2.5, 5.0 and 7.5 php) are depicted in Figure 4 and Figure 5, respectively. Both tensile and flexural properties showed the similar trend. The inclusion of E-GMA, which acts as compatibilizer, enhances the tensile and flexural properties of an immiscible polymer blend. By comparing the same blend composition, the highest mechanical properties were achieved for the 5 php incorporated rHDPE/rPET blend. In this blend, TS increased by 28%, TM increased by 12%, SB increased by 85%, FS increased by 29% FM increased by 9%, as compared to the rHDPE/rPET blend without E-GMA. This optimum improvement in mechanical properties may be due to the strong interactions between the polar rPET and non-polar rHDPE component developed by E-GMA compatibilizer, as observed by SEM micrograph. The amount of E-GMA limit in this polymer blend system was 5 php. When E-GMA content is 7.5 php, the tensile and flexural properties of the blend are decreased. This was due to the formation of small E-GMA droplets by an excess of compatibilizer, which tends to co-exist with the large HDPE domains. The poor intrinsic mechanical properties of E-GMA could be another possible reason for the reduced tensile and flexural properties [11] . The compatibilizing role of E-GMA for rHDPE/rPET blends can be confirmed by the toughening behaviour, which implies for SB of blends [18] .
3.3. FTIR
Figure 6 and Figure 7 illustrate FTIR spectra of raw materials, uncompatibilized and compatibilizedr HDPE/ rPET (75/25 wt/wt) blends with 5 php E-GMA. The C=O stretching of the ester group in E-GMA and rPET was seen in Figure 6 by the appearance of absorption band at 1734 cm−1 and 1713 cm−1, respectively. However, there was only one absorption peak of ester group was observed at 1717 cm−1, in between those of both E-GMA and rPET individual component. E-GMA had three peaks of weak absorption intensity at about 997 cm−1, 912 cm−1 and 846 cm−1, corresponding to the characteristic IR signal of glycidyl epoxy group [19] . Figure 7 shows the peaks of 997 cm−1 and 912 cm−1 were disappeared for rHDPE/rPET/E-GMA ternary blend. Since E-GMA remained unaltered during melt-blending by extrusion, the absence of 997 cm−1 and 912 cm−1 absorption band was evidence for epoxy ring-opening reactions with the −OH and −COOH terminal groups of rPET [9] [19] , as demonstrated in Figure 1.
3.4. SEM
The micrograph images in Figure 8 and Figure 9 show that the blend morphologies were strongly affected by blend compositions and the presence of E-GMA in rHDPE-rich blends. In the absence of compatibilizer as shown in Figure 8, blends for all investigated compositions displayed typical incompatible blend morphology of


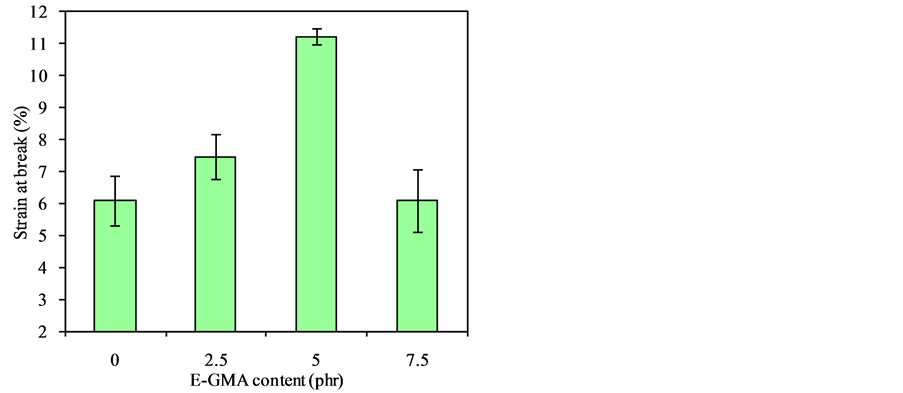
Figure 4. Tensile properties of rHDPE / rPET (75/25 wt/wt) blends as a function of E-GMA content.


Figure 5. Flexural properties of rHDPE/rPET (75/25 wt/wt) blends as a function of E-GMA content.

Figure 6. FTIR spectra of raw materials, uncompatibilized and compatibilized rHDPE/rPET (75/25 wt/wt) blends with 5 php E-GMA.
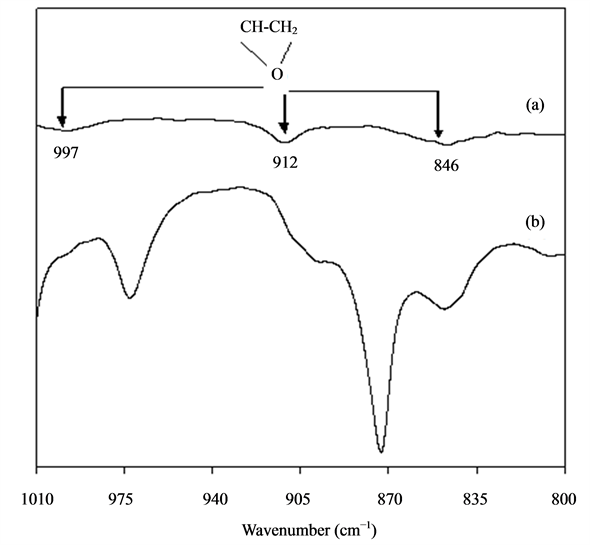
Figure 7. FTIR spectra of (a) glycidyl epoxy group of E-GMA and (b) its changes in compatibilized rHDPE/rPET by E-GMA.
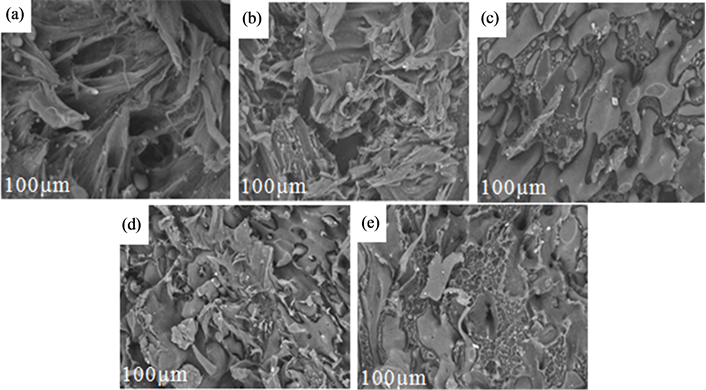
Figure 8. SEM micrograph of uncompatibilized rHDPE/rPET: (a) 80/20, (b) 70/30, (c) 65/35, (d) 60/40 and (e) 50/50 wt% blends (magnification, 1000).

Figure 9. SEM micrograph of compatibilized 5 php E-GMA of rHDPE/rPET: (a) 80/20, (b) 70/30, (c) 65/35, (d) 60/40 and (e) 50/50 wt% blends (magnification, 1000).
an obvious phase segregation structure with the presence of many apertures between the interfaces of the rHDPE matrix and rPET inclusion phases. The existence of open holes on the matrix due to the pull out of rPET particles and the smooth rPET surface further indicated the poor adhesion between rHDPE and rPET [9] . This could be explained by the fact that HDPE and PET polymer pairs are thermodynamically immiscible [6] . The particle size of rPET components shows a relatively little increment with rPET concentration. When rPET content reaches 35 wt%, a coarse co-continuous phase appears due to the droplet-droplet coalescence. This result has been reported by Li et al. [20] , for the same material components of polymer blend. In comparison, the compatibilized blends as shown in Figure 9 exhibit a finer dispersion of rPET component inside the HDPE matrix attributed to the reduction in rPET particle size. It is believed that the presence of compatibilizer to stabilize the blend morphology by suppression of coalescence and decrement of interfacial tension. The improved interfacial adhesion between the two phases was subsequently resulted in an increment of mechanical properties [3] . However, some lack of phase homogeneity is still observable in accordance with the observation of Fasceet. [6] .
Figure 10 shows the SEM micrograph of rHDPE/rPET (75/25 wt/wt) blends with four different amount of E-GMA. The increasing of E-GMA content in the immiscible blend tends to reduce the particle size and promote the adherence between the two phases. This could be ascribed to the chemical interactions that presumably
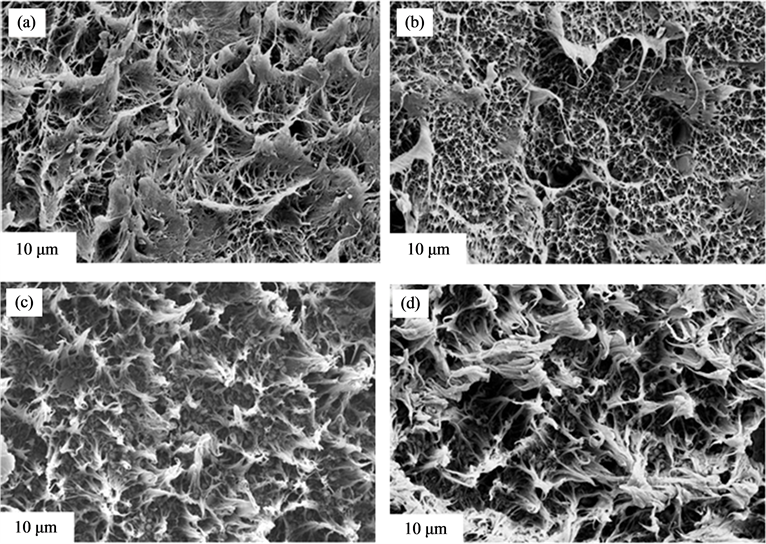
Figure 10. SEM micrograph of rHDPE/rPET (75/25 wt%) blends with (a) 0, (b) 2.5, (c) 5.0 and (d) 7.5 phpE-GMA (magnification, 1000).
result from the reactions occurred between both E-GMA and rPET functional groups [12] , as explained in FTIR results in Figure 7. Meanwhile, the compatibility of the blends with 7.5 php is worse than that of blend with 5 php as observed in SEM images. This indicates that a higher content of E-GMA may generate the crosslinking of HDPE and worsen the blend properties [10] . Therefore, it can be concluded that the amount of compatibilizer used should have an optimal limitation [21] , between 5 and 7.5 php in this study.
4. Conclusion
A series of rHDPE/rPET binary and rHDPE/rPET/E-GMA ternary blends were prepared via melt blending for the investigation of mechanical and morphology stability. In blends without compatibilizer, the more rPET concentration in blend resulted in bigger particle size and weaker distribution of dispersed phase. The application of E-GMA proved to be effective in increasing the interactions between two phases progressively and enhancing the phase dispersion of the blends. This was confirmed by the FTIR results that demonstrated the esterification reaction between the both functionality of GMA and rPET. The optimum content of E-GMA for 75/25 rHDPE/rPET blend was 5 php, as indicated by a significant enhancement in toughness behaviour of blend.
Acknowledgements
The authors gratefully acknowledge Center for Research and Instrumentation Management, UKM for the use of the FTIR facility as well as UKM Research Grant DPP-2014-034 and Bio Composites Extrusion SdnBhd for the materials and financial supports.
References
- Madi, N.K. (2013) Thermal and Mechanical Properties of Injection Molded Recycled High Density Polyethylene Blends with Virgin Isotactic Polypropylene. Materials and Design, 46, 435-441. http://dx.doi.org/10.1016/j.matdes.2012.10.004
- Chen, R.S., Ab Ghani, M.H., Ahmad, S., Salleh, M.N. and Tarawneh, M.A. (2014) Rice Husk Flour Biocomposites Based on Recycled High-Density Polyethylene/Polyethylene Terephthalate Blend: Effect of High Filler Loading on Physical, Mechanical And Thermal Properties. Journal of Composite Materials, 1-13.
- Khan, Z.A., Kamaruddin, S. and Siddiquee, A.N. (2010) Feasibility Study of Use of Recycled High Density Polyethylene and Multi Response Optimization of Injection Moulding Parameters Using Combined Grey Relational And Principal Component Analyses. Materials and Design, 31, 2925-2931. http://dx.doi.org/10.1016/j.matdes.2009.12.028
- Jarukumjorn, K. and Chareunkvun, S. (2007) Compatibilization of Recycled High Density Polyethylene (HDPE)/ Polyethylene Terephthalate (PET) Blends. Suranaree Journal of Science and Technology, 14, 1-8.
- Wang, H., Qian, Q., Jiang, X., Liu, X., Xiao, L., Huang, B., et al. (2012) Melt Rheological and Compatibility Properties of Recycled Poly(ethylene terephthalate)/Poly(acrylonitrile-butadiene-styrene) Blends. Journal of Applied Polymer Science, 126, E266-E272. http://dx.doi.org/10.1002/app.36984
- Fasce, L., Seltzer, R., Frontini, P., Pita, V.J.R., Pacheco, E.B.A.V. and Dias, M.L. (2005) Mechanical and Fracture Characterization of 50:50 HDPE/PET Blends Presenting Different Phase Morphologies. Polymer Engineering & Science, 45, 354-363. http://dx.doi.org/10.1002/pen.20282
- Lei, Y., Wu, Q., Clemons, C.M. and Guo, W. (2009) Phase Structure and Properties of Poly(ethylene terephthalate)/ High-Density Polyethylene Based on Recycled Materials. Journal of Applied Polymer Science, 113, 1710-1719. http://dx.doi.org/10.1002/app.30178
- Starý, Z., Pemsel, T., Baldrian, J. and Münstedt, H. (2012) Influence of a Compatibilizer on the Morphology Development in Polymer Blends under Elongation. Polymer, 53, 1881-1889. http://dx.doi.org/10.1016/j.polymer.2012.02.056
- Lei, Y., Wu, Q. and Zhang, Q. (2009) Morphology and Properties of Microfibrillar Composites Based on Recycled Poly(ethylene terephthalate) and High Density Polyethylene. Composites Part A: Applied Science and Manufacturing, 40, 904-912. http://dx.doi.org/10.1016/j.compositesa.2009.04.017
- Pawlak, A., Morawiec, J., Pazzagli, F., Pracella, M. and Galeski, A. (2002) Recycling of Postconsumer Poly(ethylene terephthalate) and High-Density Polyethylene by Compatibilized Blending. Journal of Applied Polymer Science, 86, 1473-1485. http://dx.doi.org/10.1002/app.11307
- Mbarek, S., Jaziri, M., Chalamet, Y. and Carrot, C. (2010) Effect of the Viscosity Ratio on the Morphology and Properties of PET/HDPE Blends with and without Compatibilization. Journal of Applied Polymer Science, 117, 1683-1694. http://dx.doi.org/10.1002/app.32050
- Li, S.C. and Lu, L.N. (2008) Melt Rheological Properties of Reactive Compatibilized HDPE/PET Blends. Journal of Applied Polymer Science, 108, 3559-3564. http://dx.doi.org/10.1002/app.28031
- Asgari, M. and Masoomi, M. (2012) Thermal and Impact Study of PP/PET Fibre Composites Compatibilized with Glycidyl Methacrylate and Maleic Anhydride. Composites Part B: Engineering, 43, 1164-1170. http://dx.doi.org/10.1016/j.compositesb.2011.11.035
- Houshyar, S., Shanks, R.A. and Hodzic, A. (2005) The Effect of Fiber Concentration on Mechanical and Thermal Pro- perties of Fiber-Reinforced Polypropylene Composites. Journal of Applied Polymer Science, 96, 2260-2272. http://dx.doi.org/10.1002/app.20874
- Santos, P. and Pezzin, S.H. (2003) Mechanical Properties of Polypropylene Reinforced with Recycled-Pet Fibres. Jour- nal of Materials Processing Technology, 143-144, 517-520. http://dx.doi.org/10.1016/S0924-0136(03)00391-1
- Yesil, S., Koysuren, O. and Bayram, G. (2010) Effect of Microfiber Reinforcement on the Morphology, Electrical, and Mechanical Properties of the Polyethylene/Poly(ethylene Terephthalate)/Carbon Nanotube Composites. Polymer Engi- neering & Science, 50, 2093-2105. http://dx.doi.org/10.1002/pen.21740
- Yi, X., Xu, L., Wang, Y.L., Zhong, G.J., Ji, X. and Li, Z.M. (2010) Morphology and Properties of Isotactic Polypropy- lene/Poly(ethylene Terephthalate) in Situ Microfibrillar Reinforced Blends: Influence of Viscosity Ratio. European Po- lymer Journal, 46, 719-730. http://dx.doi.org/10.1016/j.eurpolymj.2009.12.027
- Guerrero, C., Lozano, T., González, V. and Arroyo, E. (2001) Properties and Morphology of Poly(ethylene Terephthalate) and High-Density Polyethylene Blends. Journal of Applied Polymer Science, 82, 1382-1390. http://dx.doi.org/10.1002/app.1975
- Tsai, C.H. and Chang, F.C. (1996) Polymer Blends of PBT and PP Compatibilized by Ethylene-co-Glycidyl Methacry- late Copolymers. Journal of Applied Polymer Science, 61, 321-332.
- Li, Z.M., Yang, M.B., Feng, J.M., Yang, W. and Huang, R. (2002) Morphology of in Situ Poly(ethylene Terephthalate)/Polyethylene Microfiber Reinforced Composite Formed via Slit-Die Extrusion and Hot-Stretching. Materials Research Bulletin, 37, 2185-2197. http://dx.doi.org/10.1016/S0025-5408(02)00894-2
- Si, X., Guo, L., Wang, Y. and Lau, K.T. (2008) Preparation and Study of Polypropylene/Polyethylene Terephthalate Composite Fibres. Composites Science and Technology, 68, 2943-2947. http://dx.doi.org/10.1016/j.compscitech.2007.11.008
NOTES

*Corresponding author.