Paper Menu >>
Journal Menu >>
 Journal of Minerals and Materials Characterization and Engineering, 2013, 1, 326-330 Published Online November 2013 (http://www.scirp.org/journal/jmmce) http://dx.doi.org/10.4236/jmmce.2013.16049 Open Access JMMCE Influence of Semi-Solid Isothermal Heat Treatment on Microstructure of Gray Cast Iron Naglaa Fathy Department of Physics College of Science, University of Hail, Hail, Saudi Arabia Email: naglaaf2002@yahoo.com Received September 22, 2013; revised October 30, 2013; accepted November 13, 2013 Copyright © 2013 Naglaa Fathy et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. ABSTRACT Materials serve as an enabling technology contributing to solutions in problems of concern to society. In this research, the effect of semi-solid isothermal heat treatment on graphite morphologies and matrix structure for gray cast iron were studied. Microstructure observations and measurements of flaky graphite morphology are reported as a function of iso- thermal heating time range of 5 to 25 minutes after isothermal heating temperature at 1163˚C. The effect heating time, on the semisolid microstructures during partial re-melting was investigated. Flack graphite morphology was changed significantly by isothermal heating of gray cast iron at 1163˚C for heating time above 15 min resulting fine graphite morphology in matrix structure. Hardness increases with increasing heating time due to the amount of cementite and fine pearlite matrix for air cooled gray cast iron. The optimum heating treatment condition was achieved at the tem- perature of 1163˚C for the range of 15 to 20 min. Keywords: Semi-Solid Heat Treatment; Isothermal; Gray Cast Iron; Microstructure 1. Introduction At present, the methods of obtaining semi-solid materials with non-dendritic microstructure include mechanical stirring (MS), electromagnetic stirring (ES), strain-in- duced melt activation (SIMA), spray deposition (SD), liquidus cast and semi-solid isothermal heat treatment [1,2]. Among these methods, the semi-solid isothermal heat treatment is a new way being found in the 1990s, which omits the special procedure to fabricate the semi- solid materials but fulfils the semisolid non-dendritic microstructure during heating prior to thixoforming. Although there are currently a plenty of new and ad- vanced materials, cast irons are still the most used cast- ing alloy for its considerable reduction in their cost of production. Their popularity stems from an ability to cast complex shapes at relatively low cost and the wide range of properties that can be achieved by careful control over composition and cooling rate. All gray cast irons contain flake graphite dispersed in iron matrix including silicon. The properties of the gray cast iron depend on the size, amount and distribution of the graphite flakes and the matrix structure [3-6]. This research is aimed to design a novel process for heat treated gray cast iron in semi-solid state that will mainly focus on the industrial application of the devel- oped concept. During the services of gray cast iron spear parts, it faces a variety of stress, corrosion, temperature and wear. Improvements of mechanical properties for wide range of application are the main goals for this re- search to obtain high performance gray cast iron through control of their microstructure, especially graphite mor- phology by semi-solid isothermal heat treatment. This research is considered to be a basic research that contrib- utes to the development of new technologies for the proc- essing of high performance gray cast iron. In addition, the heat treatment processing industry should have the means and tools to tailor and optimize alloys for specific performance. 2. Experimental Work The alloy was melted in a 100 kg capacity medium fre- quency induction furnace with a silica lining. The gray cast iron raw test material was made of pig iron, returned material and steel scrap at the ratio of 40:30:30. The mi- nor alloying materials were pure copper, FeSi 75% Si. Inoculants used for treated the melt was FeSi 75% Si with size of 1 - 3 mm. The heat of gray cast iron at tempera- ture of 1400˚C with wt% of 3.53% C, 2.14% Si, 0.67% N. FATHY 327 Mn, 0.1% Cu, 0.03% Cr and 0.04% Ni was cast into 50 mm Y blocks made from green sand moulds. The differ- ential scanning calorimetric analysis (DSC) for the stud- ied gray cast iron sample of 70.900 mg was conducted using NETZSCH STA 409 C/CD showing liquidus tem- perature of 1242˚C and solidus temperature of 1156˚C. Specimens of approximate dimensions 20 × 20 × 15 mm were cut from both side of the Y blocks for microstruc- ture examination and graphite morphology measurements. All of the test specimens were sampled from the same position in the Y blocks and the top sections of the blocks were rejected in order to avoid variations in gra- phite morphology and porosity. All specimens were heat- ed to 1163˚C hold for 5, 10, 15, 20 and 25 min, respec- tively in an electrically heated resistance furnace with heating rate of 10˚C·min −1. After the semi-solid heat treatment, the samples were taken out immediately for both water quenching and still air cooling. Samples iso- thermally heat treated and water quenched is only con- sidered for study the change for graphite morphology. Specimens in either as cast or heat treated condition were grinded, polished, etched with 4% nital and exam- ined metallographically using an optical microscope and photomicrographs were taken. Hardness measurements were made using a Rockwell standard hardness tester with a 150 kgf load. Each measurement represents the average of six indentations. Percent area of graphite, pearlite, cementite and mean graphite length were auto- matically calculated by Scentis image analyzer software. 3. Results and Discussion Semi-solid processing of gray cast iron using cooling plate method has been reported in the literature [6,7] where, an improved structure of fine globular primary particles with a high degree of sphericity and phases clearly distinct from adjacent one are obtained. However, the previous literature [6,7] did not include any discus- sion on the effect of semi-solid isothermal heat treatment on the distribution and morphology of the graphite flakes on matrix structure. In the present study show that per- cent of graphite and cementite in gray cast iron structure slightly changed due to isothermal heating at 1163˚C for heating time range from 5 to 15 min and significantly changed for heating time above 15 min as shown in Fig- ures 1 and 2. Comparing the as cast and isothermally heating micro- structure transformations are shown and plotted in Fig- ures 2-4, the following general features can be noticed. The as cast gray iron shows about 15% graphite flacks dispersed in about 6% ferrite and 79% pearlite matrix structure. Heat treated air cooled gray iron shows graph- ite flacks, cementite and fine pearlite matrix structure, meanwhile, heat treated water quenched gray iron shows graphite flacks in fine martenisite matrix structure. At the early stages of heating time (up to 15 min), the gray irons usually show slightly decrease in amounts of graphite and slightly increase in amounts of cemintite. By increasing heating time, above 15 min, the gray irons usually show significant decrease in amounts of graphite and significant increase in amounts of cementite. Pervi- ous study [8] dealing with the microstructure of reheated semisolid cast ductile iron for different holding time, indicated that, at the holding time of 5 min at 1165˚C, the liquid is formed only at the corner of the grain bounda- ries because of their low melting points. At the reheating time of 10 min, the most grain boundaries become liquid but the primary solid nodules remain unchanged. At the holding time of 15 min, the shape of the primary solids gradually changes to spherical and the rounded islands are created. With increasing holdingtime to 20 min and more, liquid fraction and solid globularity change slightly. Pervious study [8] concentrated only on grain size and primary grain morphology changed by heating time and as not been mentioned for such effects on graphite mor- phology. The present study and pervious one [8] are in a good agreement that increasing heating time increases significantly the fraction of liquid up to certain heating time value and above this value the fraction of liquid slightly increases. This concept, explain the behavior shown in Figures 2 and 3, the change of graphite and cementite values are strongly related to carbon diffusion at high temperature (1163˚C). Up to 15 min both heating time and the amount found of liquid fraction lead to a slight increase in the carbon diffusion from high carbon concentrations (flack graphite) zones to the matrix structure, meanwhile, above heat time of 15 min the increasing of carbon diffusion de- creases the percent of carbon in graphite flack during holding time and increases the percent of cementite due to the action of air cooling as well. Figure 3 shows the relation between hardness values and heating time for air cooled gray cast iron. It is clear that hardness increases with increasing heating time due to increasing the amount of cementite and fine pearlite matrix (see Figure 2). Figure 4 shows the microstructure of as cast and heat treated cast iron as a function of heating time at higher magnifications. It is clear that graphite morphology in- fluenced generally by the heating time. Carbon diffusion is the main reason that led to graphite length decreasing by heating time. In as cast structure, the graphite flack always does not show a homogeneous thickness, whereas there are thin sections through the graphite flacks, as shown in Figures 4(a) and (b). The higher diffusion rate of carbon in these thin sections due to higher surface area around, especially with larger iron/graphite interface ar- Open Access JMMCE 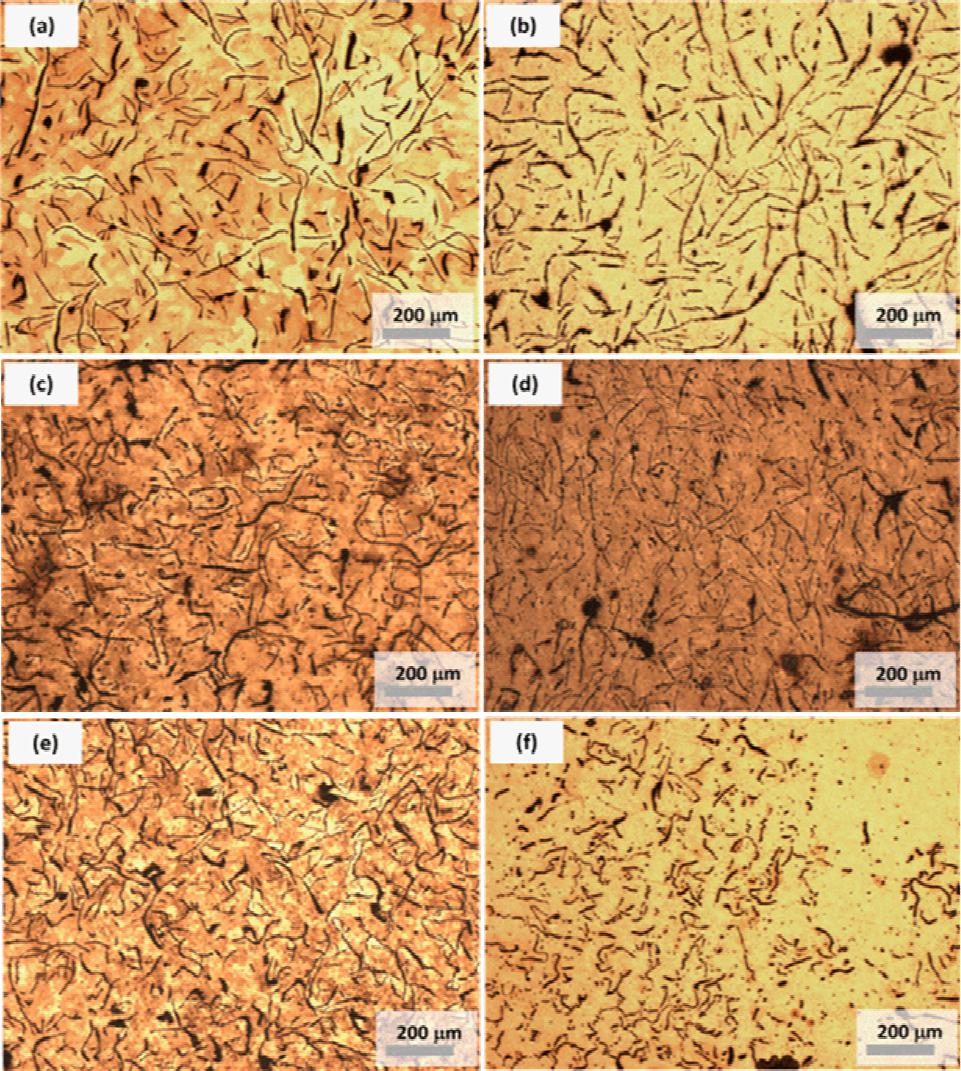 N. FATHY Open Access JMMCE 328 Figure 1. Microstructure of gray cast iron (a) as cast, and isothermally heat treated at 1163 for (b) 5 min, (c) 10 min, (d) 15 min, (e) 20 min, (f) 25 min, followed by water quenching. eas that are relatively lower in carbon content, will led to disconnect a part of graphite flack. Fine graphite flacks will be found due to this separation action causing change in mechanical properties of gray cast iron. Previ- ous researches [5,9] also qualitatively describe the ef- fects of the graphite morphology and the matrix charac- teristics on the mechanical properties, where both the small graphite flakes and the maximum primary austenite content is known to increase the strength of cast iron. The crack initiation and propagation in the cast irons are influenced by the degree of absorbed energy by the ma- trix for plastic deformation. Increase of the energy ab- 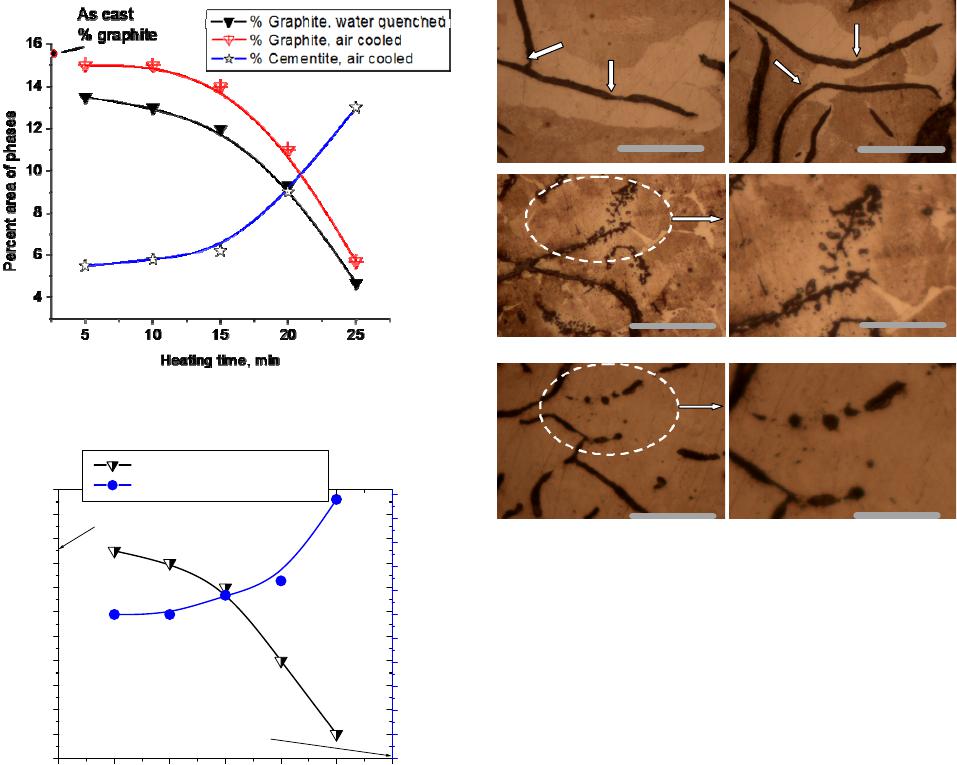 N. FATHY 329 Figure 2. Percent area of graphite and cementite phases as a function of isothermal heating time. 0510 15 20 25 30 10 20 30 40 50 60 70 80 90 100 110 120 As Cast hardness As Cast graphite length Mean graphite length, m Hardness, HRG Heatin g Time, min Mean graphite length, m 45 50 55 60 65 70 75 80 85 90 95 100 Hardness, HRG Figure 3. Mean graphite length and hardness as a function of isothermal heating time for air cooled gray cast iron. sorption of the plasticized matrix of fracture is yielded in the case of gray cast iron with finer graphite and with matrix bridges between graphite segments wider than those in the ordinary gray cast iron. For optimization the isothermal heat treatment of gray cast iron and taking the amount of cementite to be less than 10% in matrix structure (to keep the mechanical and physical properties at reasonable range), the range of 15 to 20 min. heating time at 1163˚C should be attend. 4. Conclusions Investigations carried out to study the influence of semi- solid isothermal heat treatment on microstructure of gray cast iron led to the following conclusions: 1) Heat treated air cooled gray cast iron shows graphite flacks, cementite and fine pearlite matrix structure, meanwhile, heat treated water quenched gray iron shows 50 m 50 m 50 m 25 m 50 m 25 m (a) (b) (c) (d) (e) (f) Figure 4. Effect of isothermal heat treatment at 1163 on graphite morphology of gray cast iron (a), (b) as cast at zones 1 and 2 respectively, (c) isothermally heat treated for 10 min, (d) higher magnification of selected zone of (c), (e) isothermally heat treated for 25 min, (f) higher magnifica- tion of selected zone of (e). graphite flacks in fine martenisite matrix structure. 2) At the early stages of heating time (up to 15 min), the gray irons usually show slightly decrease in amounts of graphite and slightly increase in amounts of cemintite. By increasing heating time, above 15 min, the gray irons usually show significant decrease in amounts of graphite and significant increase in amounts of cementite. 3) Flack graphite morphology was changed significant- ly by isothermal heating of gray cast iron at 1163˚C for heating time above 15 min result in fine graphite mor- phology in matrix structure. 4) Hardness increases with increasing heating time due to the amount of cementite and fine pearlite matrix for air cooled gray cast iron. 5) The optimum heating treatment condition was achie- ved at the temperature of 1163˚C for the range of 15 to 20 mins. 5. Acknowledgements The author gratefully acknowledges the support of his research program by Staff of Foundry Technology Lab of Central Metallurgical R&D Institute, Egypt. REFERENCES [1] T. J. Chen, Y. Ma, Y. Hao, S. Lu, G. J. Xu and J. Sun, Open Access JMMCE N. FATHY Open Access JMMCE 330 “Structural Evolution of ZA27 Alloy during Semi-Solid Isothermal Heat Treatment,” Transactions of Nonferrous Metals Society of China, Vol. 11, 2001, pp. 98-102. [2] J. M. Kim, K. T. Kim and W. J. Jung, “Effects of Iso- thermal Heating Procedure and Strontium Addition on Semisolid Forming of AZ91 Magnesium Alloy,” Journal of Materials Science & Technology, Vol. 18, 2002, pp. 698-701. [3] R. Elliott, “Cast Iron Technology,” Butterworth-Heine- mann Ltd., London, Boston, 1988. [4] C. E. Bates, “Effects of Alloy Elements on the Strength and Microstructure of Gray Cast Iron,” Transactions of the American Foundrymen’s Society, Vol. 92, 1984, pp. 923-946. [5] B. Leube and L. Arnberg, “Moddeling Gray Iron Solidi- fication Microstructure for Prediction of Mechanical Properties,” International Journal of Cast Metals Re- search, Vol. 11, 1999, pp. 507-514. [6] M. Ramadan, M. Takita and H. Nomura, “Effect of Semi-Solid Processing on Solidification Microstructure and Mechanical Properties of Gray Cast Iron,” Materials Science and Engineering A, Vol. 417, 2006, pp. 166-173. [7] A. Muumbo, M. Takita and H. Nomura, “Processing of Semi-Solid Gray Cast Iron Using the Cooling Plate Tech- nique,” Materials Transactions, Vol. 44, No. 5, 2003, pp. 893-900. [8] B. Abbasi-Khazaei and S.Ghaderi, “A Novel Process in Semi-Solid Metal Casting,” Journal of Materials Science & Technology, Vol. 28, No. 10, 2012, pp. 946-950. [9] T. Sjogren, P. Vomacka and I. L. Svensson, “Comparison of Mechanical Properties in Flake Graphite and Com- pacted Graphite Cast Irons for Piston Rings,” Interna- tional Journal of Cast Metals Research, Vol. 17, No. 2, 2004, pp. 65-71. |