Natural Science
Vol.4 No.1(2012), Article ID:17027,5 pages DOI:10.4236/ns.2012.41004
Textile dyeing industry an environmental hazard
![]()
University Institute of Fashion Technology, Panjab University, Chandigarh, India; kaushikrita@rocketmail.com
Received 9 December 2011; revised 28 December 2011; accepted 14 January 2012
Keywords: Waste Water; Pollutants; Toxic; Hazard; Carcinogenic
ABSTRACT
Color is the main attraction of any fabric. No matter how excellent its constitution, if unsuitably colored it is bound to be a failure as a commercial fabric. Manufacture and use of synthetic dyes for fabric dyeing has therefore become a massive industry today. In fact the art of applying color to fabric has been known to mankind since 3500 BC. WH Perkins in 1856 discovered the use of synthetic dyes. Synthetic dyes have provided a wide range of colorfast, bright hues. However their toxic nature has become a cause of grave concern to environmentalists. Use of synthetic dyes has an adverse effect on all forms of life. Presence of sulphur, naphthol, vat dyes, nitrates, acetic acid, soaps, enzymes chromium compounds and heavy metals like copper, arsenic, lead, cadmium, mercury, nickel, and cobalt and certain auxiliary chemicals all collectively make the textile effluent highly toxic. Other harmful chemicals present in the water may be formaldehyde based dye fixing agents, chlorinated stain removers, hydro carbon based softeners, non bio degradable dyeing chemicals. These organic materials react with many disinfectants especially chlorine and form by products (DBP’S) that are often carcinogenic and therefore undesirable. Many of these show allergic reactions. The colloidal matter present along with colors and oily scum increases the turbidity, gives the water a bad appearance and foul smell and prevents the penetration of sunlight necessary for the process of photosynthesis. This in turn interferes with the Oxygen transfer mechanism at air water interface which in turn interferes with marine life and self purification process of water. This effluent if allowed to flow in the fields’ clogs the pores of the soil resulting in loss of soil productivity. If allowed to flow in drains and rivers it effects the quality of drinking water in hand pumps making it unfit for human consumption. It is important to remove these pollutants from the waste waters before their final disposal.
1. INTRODUCTION
Color the earth beautiful and kill it with sweet poison!!
The art of color application to enhance our self appearance and the world around us has been known to man since time immemorial. Historical records of the use of natural dyes extracted from vegetables, fruits, flowers, certain insects and fish dating back to 3500 BC have been found. Color is the main attraction of any fabric. No matter how excellent its constitution, if unsuitably colored it is bound to be a failure as a commercial product. Fabric was earlier being dyed with natural dyes. These however gave a limited and a dull range of colors. Besides, they showed low color fastness when exposed to washing and sunlight. As a result they needed a mordant to form a dye complex to fix the fiber and dye together thus making the dyers’ work tedious. The discovery of synthetic dyes by W. H. Perkins in 1856 has provided a wide range of dyes that are color fast and come in a wider color range and brighter shades [1]. As a result “dye application” has become a massive industry today.
However, due to the toxic nature and adverse effect of synthetic dyes on all forms of life the interest in natural dyes has revived throughout the world. Nevertheless even the natural dyes are rarely low-impact, due to certain mordants that have to be used with them. Mordants, are substances, (such as chromium), used to “fix” color onto the fabric. They may be are very toxic and may have a high impact on the wastewater quality. Natural dyestuffs require large quantities of water for dyeing. (Almost equal to or double that of the fiber’s own weight). About 80 percent of the dyestuffs stay on the fabric, while the rest go down the drain. Consequently natural dyes prepared from wild plants and lichens can have a very high impact on the environment.
2. WATER CONSUMPTION IN TEXTILE INDUSTRY
The textile dyeing and finishing industry has created a huge pollution problem as it is one of the most chemically intensive industries on earth, and the No. 1 polluter of clean water (after agriculture). More than 3600 individual textile dyes are being manufactured by the Industry today. The industry is using more than 8000 chemicals in various processes of textile manufacture including dyeing and printing. A fraction of these are listed in Table 1. Many of these chemicals are poisonous and damaging to human health directly or indirectly. Large quantities of water are required for textile processing, dyeing and printing. The daily water consumption of an average sized textile mill having a production of about 8000 kg of fabric per day is about 1.6 million liters. 16% of this is consumed in dyeing and 8% in printing. Specific water consumption for dyeing varies from 30 - 50 liters per kg of cloth depending on the type of dye used. The overall water consumption of yarn dyeing is about 60 liters per kg of yarn. Dyeing section contributes to 15% - 20% of the total waste water flow. Water is also required for washing the dyed and printed fabric and yarn to achieve washing fastness and bright backgrounds. Washing agents like caustic soda based soaps; enzymes etc. are used for the purpose. This removes the surplus color and paste from the substrate. Water is also needed for cleaning the printing machines to remove loose color paste from printing blankets, printing screens and dyeing vessels [3,4]. It takes about 500 gallons of water to produce enough fabric to cover one sofa. The World Bank estimates that 17 to 20 percent of industrial water pollution comes from textile dyeing and finishing treatment given to fabric. Some 72 toxic chemicals have been identified in water solely from textile dyeing, 30 of which cannot be removed5. This represents an appalling environmental problem for the clothing and textile manufacturers.
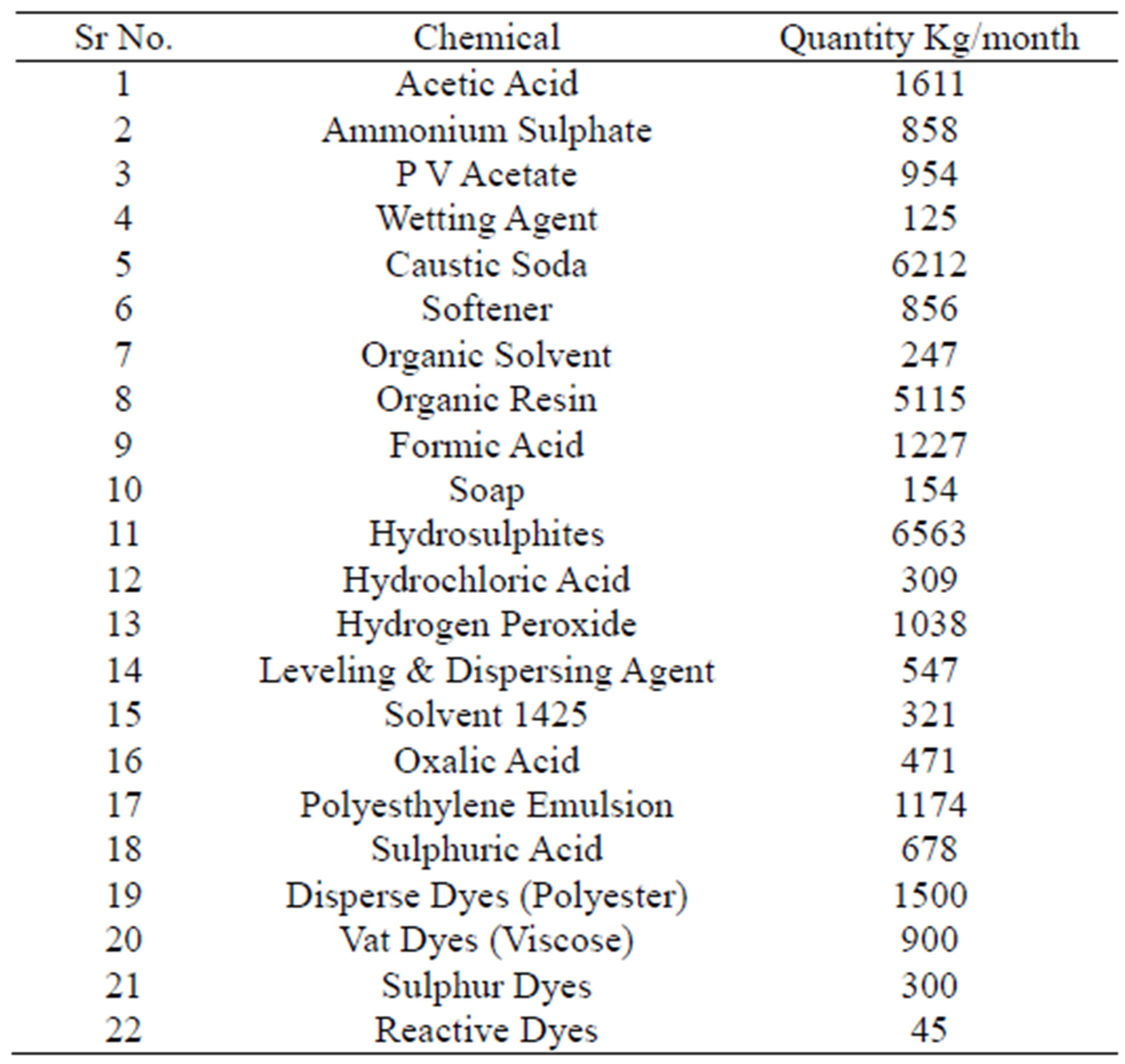
Table 1. Major chemicals and dyes used in synthetic textile mills [2].
3. HAZARDS OF WATER POLLUTION
Mills discharge millions of gallons of this effluent as hazardous toxic waste, full of color and organic chemicals from dyeing and finishing salts. Presence of sulphur, naphthol, vat dyes, nitrates, acetic acid, soaps, chromium compounds and heavy metals like copper, arsenic, lead, cadmium, mercury, nickel, and cobalt and certain auxiliary chemicals all collectively make the effluent highly toxic. Other harmful chemicals present in the water may be formaldehyde based dye fixing agents, hydro carbon based softeners and non bio degradable dyeing chemicals. The mill effluent is also often of a high temperature and pH, both of which are extremely damaging.
The colloidal matter present along with colors and oily scum increases the turbidity and gives the water a bad appearance and foul smell. It prevents the penetration of sunlight necessary for the process of photosynthesis [5]. This interferes with the Oxygen transfer mechanism at air water interface. Depletion of dissolved Oxygen in water is the most serious effect of textile waste as dissolved oxygen is very essential for marine life. This also hinders with self purification process of water. In addition when this effluent is allowed to flow in the fields it clogs the pores of the soil resulting in loss of soil productivity. The texture of soil gets hardened and penetration of roots is prevented.
The waste water that flows in the drains corrodes and incrustates the sewerage pipes. If allowed to flow in drains and rivers it effects the quality of drinking water in hand pumps making it unfit for human consumption. It also leads to leakage in drains increasing their maintenance cost. Such polluted water can be a breeding ground for bacteria and viruses. Impurities in water affect the textile processing in many ways. In scouring and bleaching they impart a yellow tinge to white fabric.
In dyeing stage metallic ions present in water sometimes combine with the dyes causing dullness in shades (Table 2).
Textile effluent is a cause of significant amount of environmental degradation and human illnesses. About 40 percent of globally used colorants contain organically bound chlorine a known carcinogen. All the organic materials present in the wastewater from a textile industry are of great concern in water treatment because they react with many disinfectants especially chlorine. Chemicals evaporate into the air we breathe or are absorbed through our skin and show up as allergic reactions and may cause harm to children even before birth.
4. A CASE STUDY
A report on “Toxic Sludge Irrigating Fields for 20 Years” appeared in The Tribune dated April 7, 2009. It said quote “Due to unavailability of canal water and subsoil water, farmers of this cancer—prone district have to irrigate their

Table 2. Characteristics of effluent from dyeing and printing unit of a textile mill.
fields with toxic sludge flowing into a drain which passes through their villages here”. The effect on crop irrigated with sludge can be observed through symptoms like plaque in teeth, joint pain and grey hair of villagers. Farmers of Kot Bhara, Kot Bakhtu, Kot Fatta, Ramgarh Bhunder, Chathewala, Jeewan Singh Wala, Shergah, Mallwala, Kaile Bander, Chak Ruldu Singh Wala, Pathrala, Manak Khana, and other villages along the banks of the Lisada drain near Bhatinda, have been using this toxic black water for 20 years for irrigation.
The drain carries sludge of factories located in Barnala district. While crossing Bhatinda district the drain becomes almost dry as its water gets used in the fields. The official apathy is evident as farmers, pooling money, have installed motors along the banks of the drain to lift water to supply it via steel and cemented pipes buried in earth to irrigate their fields. Satwant Singh a farmer of Koy Fatta village said, “This water stinks, obviously it will leave a harmful effect on crops also. As a precaution, we sell whatever we produce and buy canal irrigated yield of crops for our consumption. “Showing carrots sown in his field Balwinder Singh said, “My grandchilddren have refused to consume these”.
5. TREATMENT OF EFFLUENT FROM TEXTILE INDUSTRY
Effluent treatment methods can be classified into physical, chemical and biological methods; (Table 3). Exclusive treatment by one of these three methods has proved to be insufficient in removing color and other effluent from textile industry wastewater. While some dyes are difficult to biodegrade few, particularly the hydrolyzed reactive and certain acidic dyes are not readily absorbed by active sludge; hence they escape treatment. Combination of various effluent treatment methods can remove more than 85% of unwanted matter [6].
The resulting effluent is usually high in color. A complimentary treatment process is needed to remove color and if possible residual impurities. The textile industry has been condemned to be the world’s worst environment polluters. It requires large amounts of Chemicals and Water at every step of the textile manufacturing and finishing process. Water is needed to convey the chemicals into the fabric and to wash it at the beginning and end of every step. It becomes full of chemical additives and is then expelled as wastewater; which in turn pollutes the environment. Water: a finite resource is thus becoming scarce. Water pollution is indeed a serious problem in most countries. The textile industry continues to search for an economical solution to decolorize the nearly 200 billion liters of colored effluent produced annually. Nations, states, industries are spending billions in cash on research to reduce pollution and on construction of effluent treatment plants. The public concern for industrial air and water pollution is leading to considerable restrictions on all industrial activities polluting the environment [7]. Governments have proposed laws limiting the amount and kind of waste that can be dumped as such. Considering the adverse effect on environment and health of people due to the effluent being thrown out of the Textile Dye Industry we need to wake up to the serious problem and make every effort to reduce pollution and construct effluent treatment plants at the sites churning out billions of liters of waste water.
6. EXPERIMENTAL STUDY ON ADSORPTION OF TEXTILE DYE EFFLUENT USING ACTIVATED CARBON
A study was conducted on “Color/Dye Removal from a Textile Industry Effluent Using Activated Carbon” In this study removal by adsorption of various acidic, reactive and direct dyes on two different samples of Granular Activated Carbon was observed in Static Batch Method as well as Continuous Flow Process. Experimental data on optical density of blank solutions of different concentrations ranging from 10 mg/l to 100 mg/l and optical density of solutions after adsorption on activated carbon samples were taken and analyzed. Calibration curves were plotted and the amount of dye adsorbed was calculated. The data was fitted to simple Polynomial, Langmuir and Freundlich isotherms for different
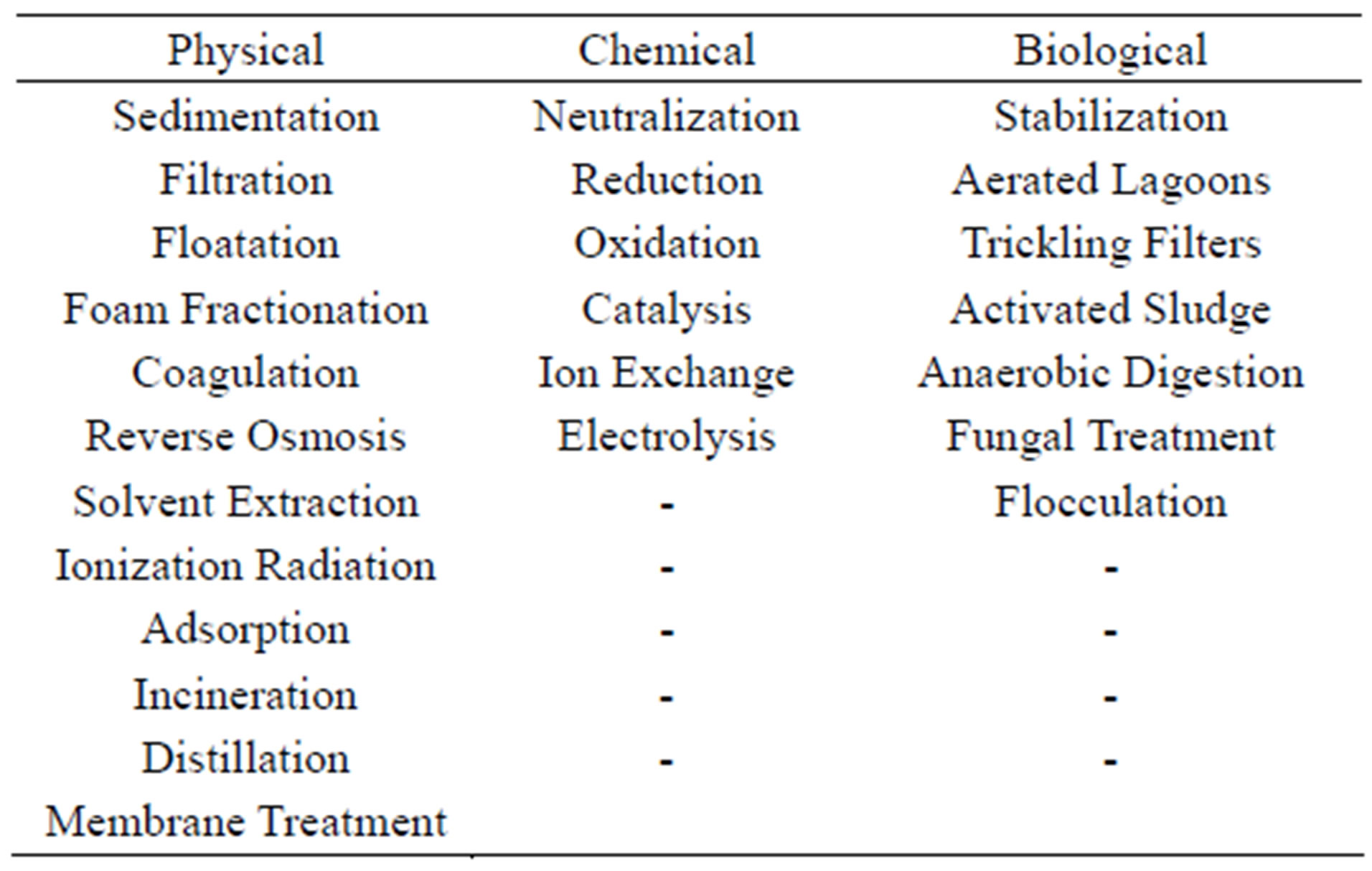
Table 3. Effluent treatment methods [8].
carbon samples and concentration values of various dyes. Constants were calculated from the slope and intercept values of the isotherms. Coefficient of co-relation R2 and standard deviation SD were also noted. The data was found to fit well to the isotherms. Carbon sample C1 showed considerably higher potential to adsorb the dye as compared to carbon sample C2. Adsorption was better in Batch Method in compared to Continuous Flow Process.
Analysis of the data showed that both activated carbon samples had a good capacity to remove the textile dyes from the residue water. Granular Activated Carbon was found to have good potential for absorbance of dyestuff. Being inexpensive and easily available it can be used effectively in a commercial system.
7. ADOPTION OF BEST PRACTICES
7.1. Reducing and Recycling Water
It is important to remove the various pollutants from the waste waters before their final disposal. By reducing all forms of waste water industries can cut on costs and improve profits. It has been suggested that most companies can save 20% - 50% expenditure on water and effluent treatment charges by reducing their water use. After identifying where the potential water savings can be made the next step is to introduce appropriate water saving measures like re-use of water. This consists of rinsing the product in a series of tanks each using progressively cleaner water [8]. The rinse water is reused by moving it progressively from last rinse tank towards first. Wash water may also be suitable for re use elsewhere on the site such as for floor washing, rinsing containers etc.
7.2. Awareness to Go Green
We must change the ways fabric is made and finished. We need to produce luxurious, sensuous fabric in ways that are non-toxic, ethical and sustainable. Environmentally appealing technologies should be made available to the mainstream manufacturers. Efforts are needed to raise peoples’ consciousness about the far-reaching implications of their textile choices. We can see the growing consumer consciousness to purchase eco-friendly clothing, drapes, or even carpets. A company cannot claim to sell a “green” shirt if the dyeing process used to color the garment wastes and pollutes water. Thus this new wave for eco friendly products is throwing a major challenge to several apparel manufacturers. Some companies have taken action and stopped using dyes on certain garments, but again, it everyone would not be happy with only off-white and beige colors to choose from. Consumers want color and variety in their clothing.
7.3. Dyeing
A solution seems to be in sight with the coming of “Air Dyeing Technology”. Air Dyeing Technology is a dyeing process that uses air instead of water to dye garments, allowing companies to create garments with vivid designs and colors, without polluting the water and environment [9].
Air Dyeing Technology
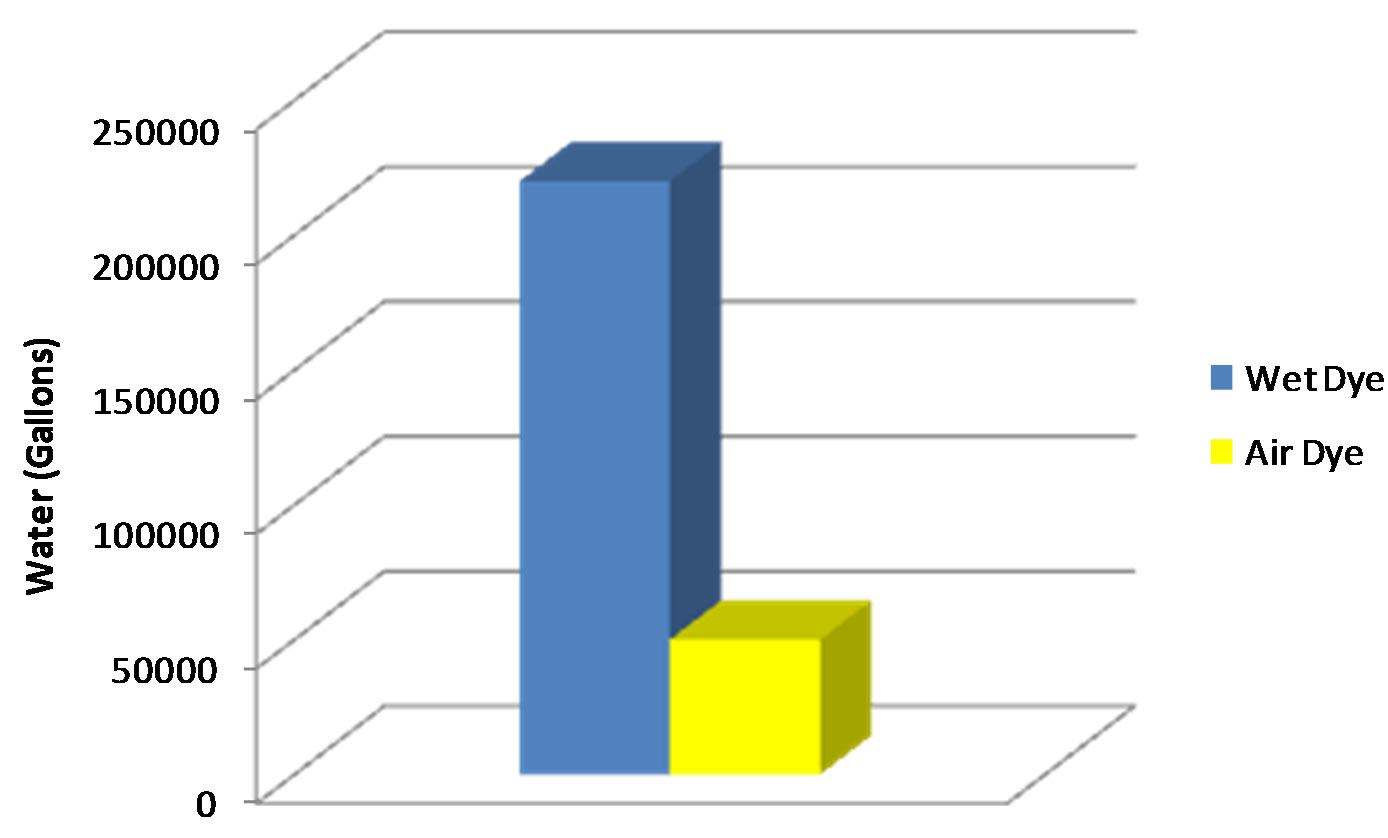
“Figure 1” below indicates the benefits of Air dyeing technology.
• Uses 95 percent less water.
 (a)
(a)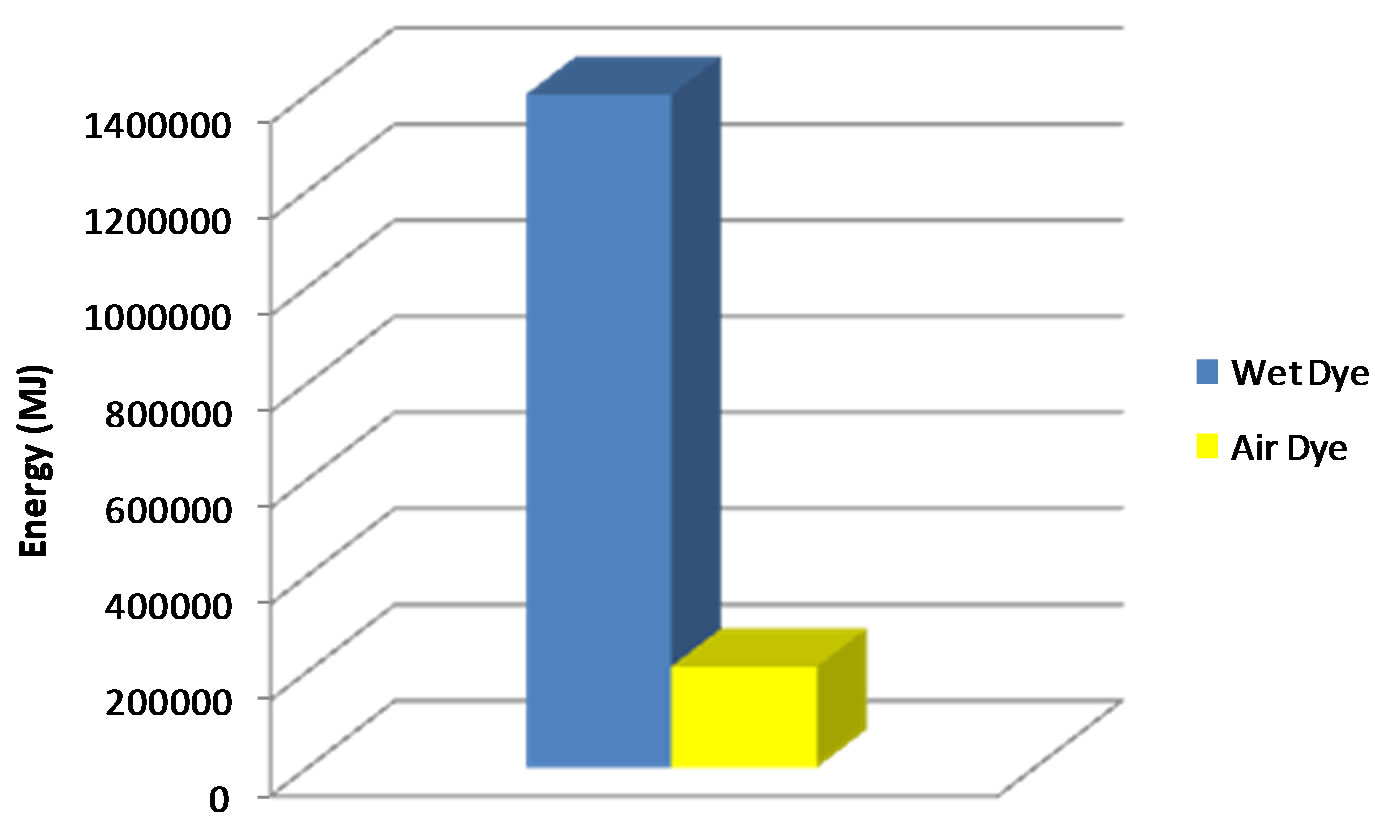 (b)
(b)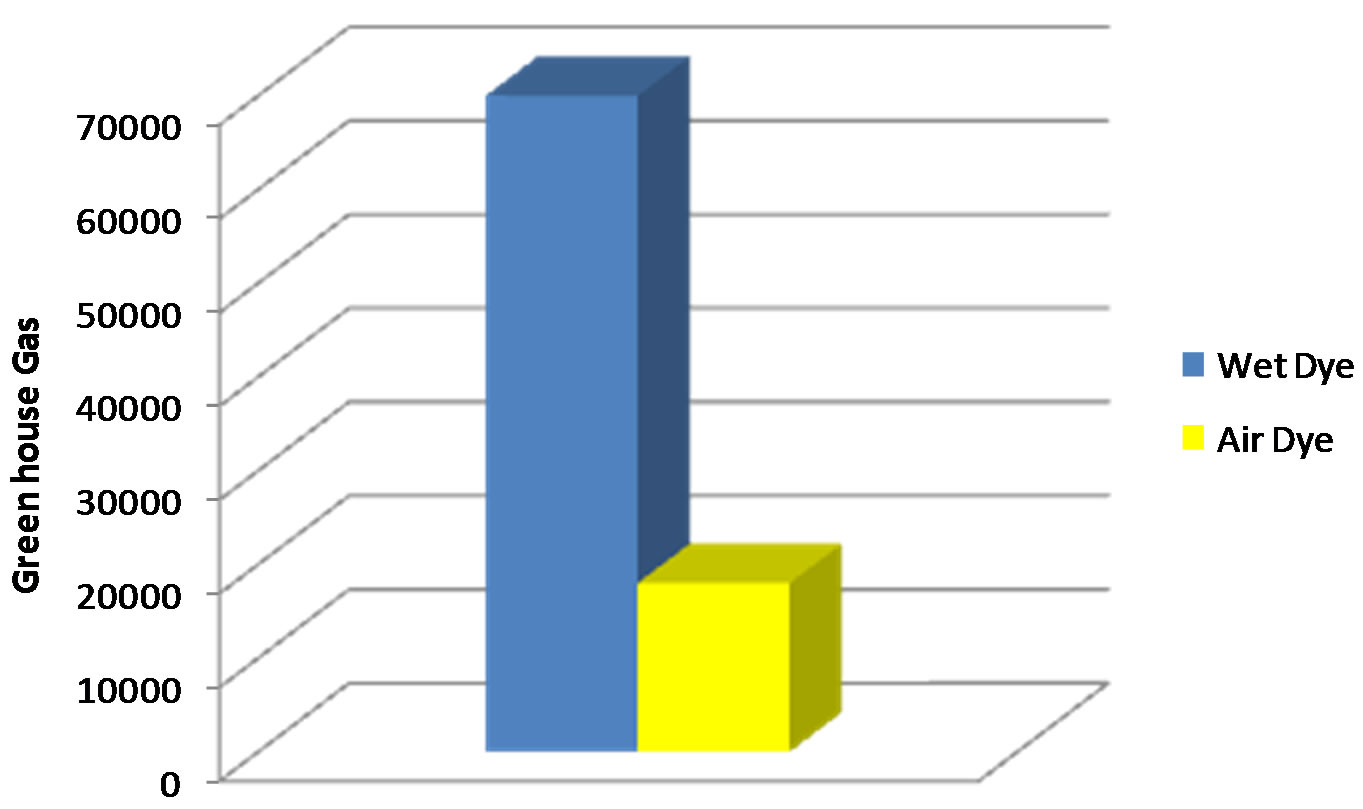 (c)
(c)
Figure 1. Comparison of Air Dyeing and Traditional Wet Dyeing process for 25,000 medium men’s t-shirts [10]. (a) Water (gallons); (b) Energy (Mega joules); (c) Greenhouse Gas (kg Co2 equivalent emissions).
• Emits 84 percent less Green House Gases (GHG).
• Requires 87 percent less energy.
• Reduces damage to goods (Up to one percent of goods are damaged using Air Dyeing procedure as compared to 10 percent of traditionally dyed garments).
• No rules to washing. Air dyed fabrics can be washed at any temperature, with whites or colors, with or without bleach.
• Allows for new designs. Different sides of a single piece of fabric can be dyed in different colors or designs.
This unique dyeing process is already in use to create vibrant, double-sided swimsuits, 100% recycled PET ecochic t-shirts, window coverings, designer handbags and runway fashions of New York design house.
7.4. Bleaching
Chlorine bleach is known to be extremely toxic to the environment and to consumers, yet chlorine-based chemicals are still often used to bleach fabric. An alternative bleaching method which is oxygen-based (hydrogen peroxide) can be used. Some mills have started using ozone, a very new technology for bleaching. This technology relies on cool water rather than having to maintain the fabric in a hot water bath for many hours. The ozone breaks down into water and oxygen in waste water [5].
7.5. Functional Finishes
Rather than using harsh chemicals to soften and finish the fabric a finish made of bees wax, Aloe Vera and Vitamin A are a good alternative. Efforts are on to find a Flame retardant finish that uses chemicals that do not have hazardous compounds.
7.6. Sizing
Instead of the use of polyvinyl alcohol (PVA) for sizing use of potato starch or carboxymethylcellulose (CMC) which is cellulose dissolved by an acid to become a liquid can be used. It is used in food and is chemically inert, non-toxic and is allowed under Global Organic Textile Standard 2.3.5.
7.7. Fibres
Cotton is the second-most damaging agricultural crop in the world; 25 percent of all pesticides used globally are put on cotton crops. The solution has been found in Organic Cotton but this too requires a lot of water for growing. Efforts should be made to use OC that comes from fields that enjoy natural rainfall sufficient to irrigate the crops. Use of “bast” fibers such as hemp, linen, and abaca needs to be promoted. “Bast” fiber is spun into yarn from the stalk of the plant and not the flower. As Bugs do not attack the stalks, the plants can be grown without pesticides.
8. CONCLUSION
With newer varieties of modern textiles, synthetic dyes and textile finishes entering the market air and water pollution are bound to go on increasing unless strictures are implemented and positive steps taken. The problem of undesirable effects of a large number of chemicals and dyestuffs used in textile industry is indeed grave as their effects in the environment and on the public do not show immediately. According to a 5 June 2005 article in Business Week, the population that is allergic to chemicals will grow to 60 percent by the year 2020. The R & D needs to step up and step in to give us “Value Products” in a “Value Environment”. We all need to join in the race to go green.
REFERENCES
- Whitaker, C.M. and Willock, C.C. (1949) Dyeing with coal tar dyestuffs. Tindall and Cox Baillière, London, 5, 1-7.
- Handa, B.K. (1991) Treatment and recycle of wastewater in industry. National Environmental Engineering Research Institute, Nagpur, 21, 65, 75, 76, 78, 82, 85, 94.
- Wasif, A.I. and Kone, C.D. (1996) Textile processing and environmental consequences. Textile and Engineering Institute, 1-15.
- Vijaraghavan, N.S. (1999) Environmental unit in textile industry. Director BIS, bhopal science tech. Entrepreneur, 7, 3-9.
- Hazardous Substance Research Centers/South and Southwest Outreach Program (2005) Environmental hazards of the textile industry. Environmental Update #24, Business Week.
- Donnet, J.B. and Papirer, E. (1965) Effect on surface reactivity of carbon surface by oxidation with ozone. Bulletin de la Societe Chimique de France, 1912.
- Bansal, M. (1997) Removal of pollutants from industrial waste water using activated carbon. Ph.D. Thesis, Panjab University, Chandigarh, 2-3, 12-18.
- Mahajan, S.P. (2004) Pollution control in process Industries. Summer Report, IIT, Bombay, 5.
- Advanced Environmental Technologies (2011) Water efficiency in textile and leather industry accepta-leading echemical procurement. Statham House, Old Trafford, Manchester. www.accepta.com
- http://sewreview.com/blog/water-pollution-andthe-textile-industry