G. W. ZHANG ET AL.
Copyright © 2013 SciRes. MSCE
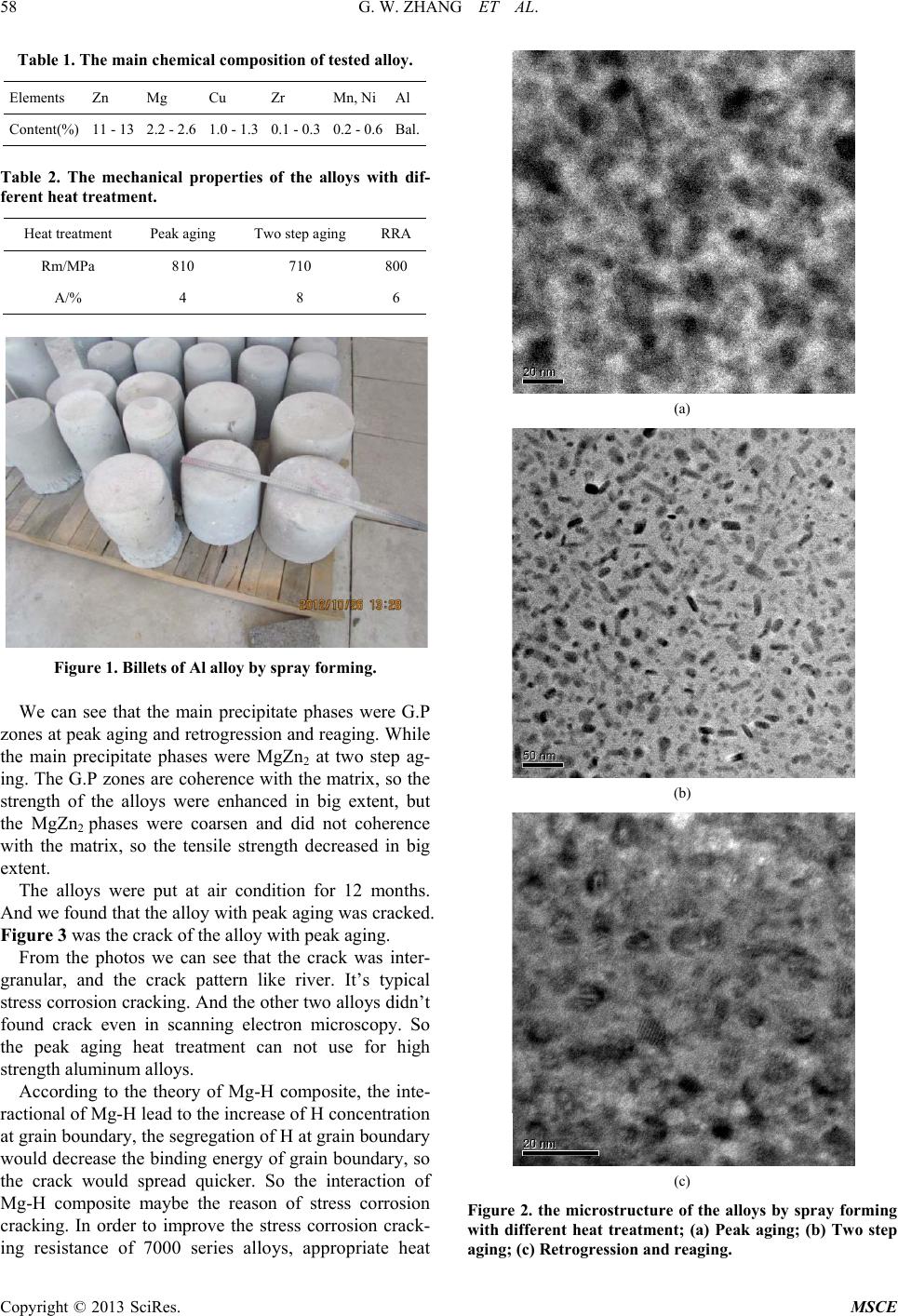
Figure 3. The crack of the alloy with peak aging.
treatment was needed to avoid the segregation of high
concentration Mg. For example, two step aging which
increases the second aging temperature can improve the
stress corrosion cracking resistance of the alloy. That
means the sensitivity of stress corrosion cracking was
low at the second peak aging, this is because the concen-
tration of Mg at the grain boundary was reduced with the
second aging treatment. In addition, the precipitates
phases in the alloy would change, that means α (supersa-
turation solid solution) → G. Pzone → η′ (MgZn2, me-
tastable) → η (MgZn2). The fraction of η′ (MgZn2) phas-
es would increase all the time with the phases change
going, so the free Mg in the grain would deplete, so the
poor Mg zone would form. On the other side, the free Mg
at the grain boundary would change little, so the rich-Mg
formed. Because of the concentration difference, the free
Mg at the grain boundary would diffuse to the inner of
the grain by vacancies, so new η′ (MgZ n 2) phases at the
poor Mg zone would form, at last the free Mg at the grain
boundary would decrease. At the same time, the η′
(MgZn2) phases would form at the grain boundary, so the
free Mg at the grain boundary decreased further. So
there’s three results: 1) η′ (MgZn2) phase was the trap of
free H, so the concentration of H at the grain boundary
was reduced which improve the stress corrosion cracking
resistance; 2) the stress of grain boundary fracture and
the binding energy of grain boundary were increased
because of the reduce of Mg segregation, so the Mg brit-
tle at grain boundary was decreased; 3) because of the
decrease of free Mg, the interaction of Mg-H was re-
duced, so the segregation of H at the grain boundary was
reduced, so the hydrogen brittleness was reduced.
When the second aging temperature was increased,
like two step aging and retrogression and reaging, the
activation energy of the atom diffuse was decreased, so
the hydrogen and Mg composite were interacting more
intensity. So the stress corrosion cracking of the alloys
were improved. So the two step aging and RRA technics
would be used to use the high strength aluminum alloys.
4. Conclusions
1) The tensile strength and elongations were 810 MPa,
4%; 710 MPa, 8%; 800 MPa, 6% respectively at peak
aging, two step aging and retrogression and reaging.
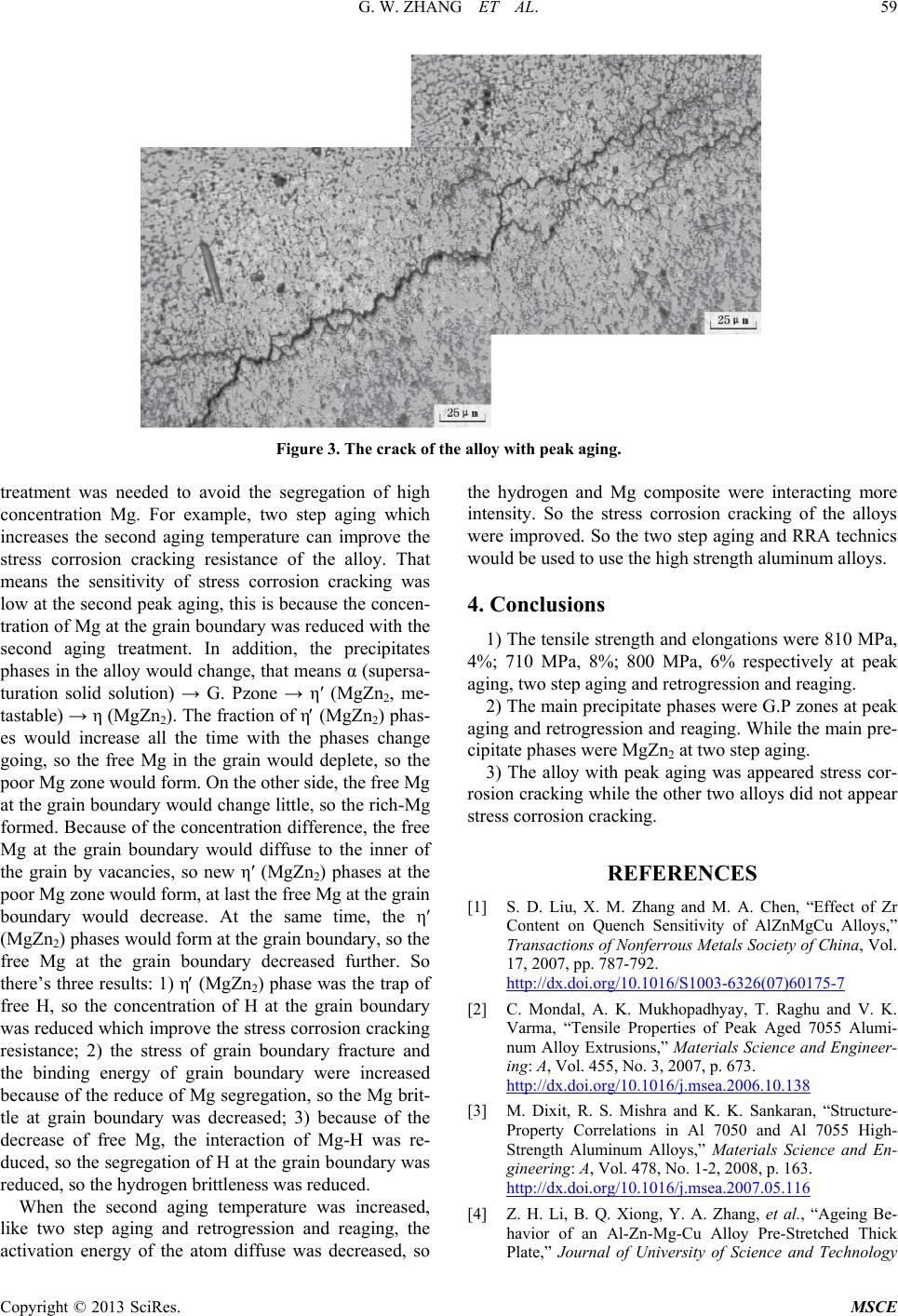
2) The main precipitate phases were G.P zones at peak
aging and retrogression and reaging. While the main pre-
cipitate phases were MgZn2 at two step aging.
3) The alloy with peak aging was appeared stress cor-
rosion cracking while the other two alloys did not appear
stress corrosion cracking.
REFERENCES
[1] S. D. Liu, X. M. Zhang and M. A. Chen, “Effect of Zr
Content on Quench Sensitivity of AlZnMgCu Alloys,”
Transactions of Nonferrous Metals Society of China, Vol.
17, 2007, pp. 787-792.
http://dx.doi.org/10.1016/S1003-6326(07)60175-7
[2] C. Mondal, A. K. Mukhopadhyay, T. Raghu and V. K.
Varma, “Tensile Properties of Peak Aged 7055 Alumi-
num Alloy Extrusions,” Materials Science and Engineer-
ing: A, Vol. 455, No. 3, 2007, p. 673.
http://dx.doi.org/10.1016/j.msea.2006.10.138
[3] M. Dixit, R. S. Mishra and K. K. Sankaran, “Structure-
Property Correlations in Al 7050 and Al 7055 High-
Strength Aluminum Alloys,” Materials Science and En-
gineering: A, Vol. 478, No. 1-2, 2008, p. 163.
http://dx.doi.org/10.1016/j.msea.2007.05.116
[4] Z. H. Li, B. Q. Xiong, Y. A. Zhang, et al., “Ageing Be-
havior of an Al-Zn-Mg-Cu Alloy Pre-Stretched Thick
Plate,” Journal of University of Science and Technology