R. S. N. MOTTA ET AL.
Copyright © 2013 SciRes. MI
73
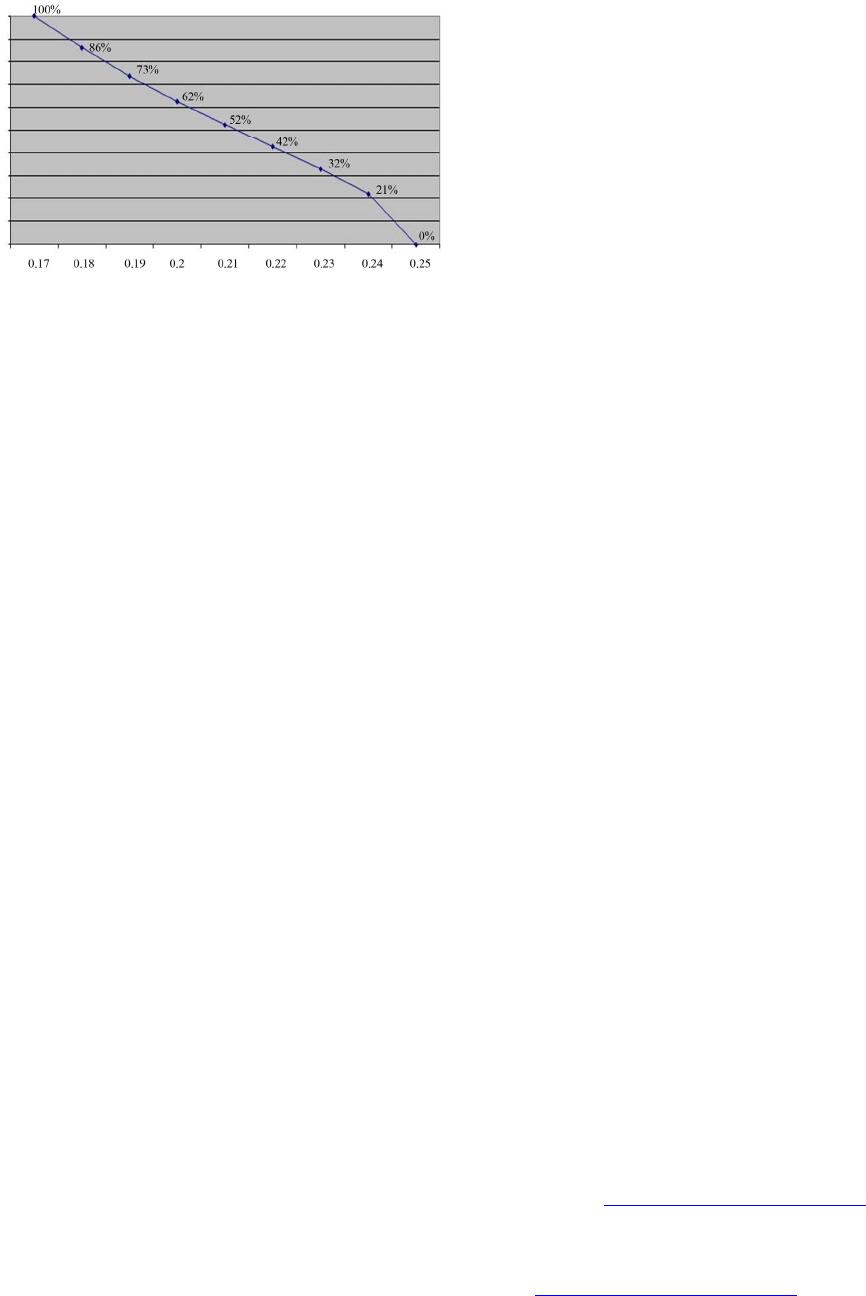
Figure 7. Flow measurement iinfluence by the d waste.
ment is affected in percentage (DV%-Equation (9)) ac-
cording to the d waste as it approaches to the D diameter.
11. Evaluation of the Results
The main results were the calculations memorial and the
gauging of hot blast flow measurement system through
the tuyeres seeking to have safety interlocks demanded
by the coal injection process.
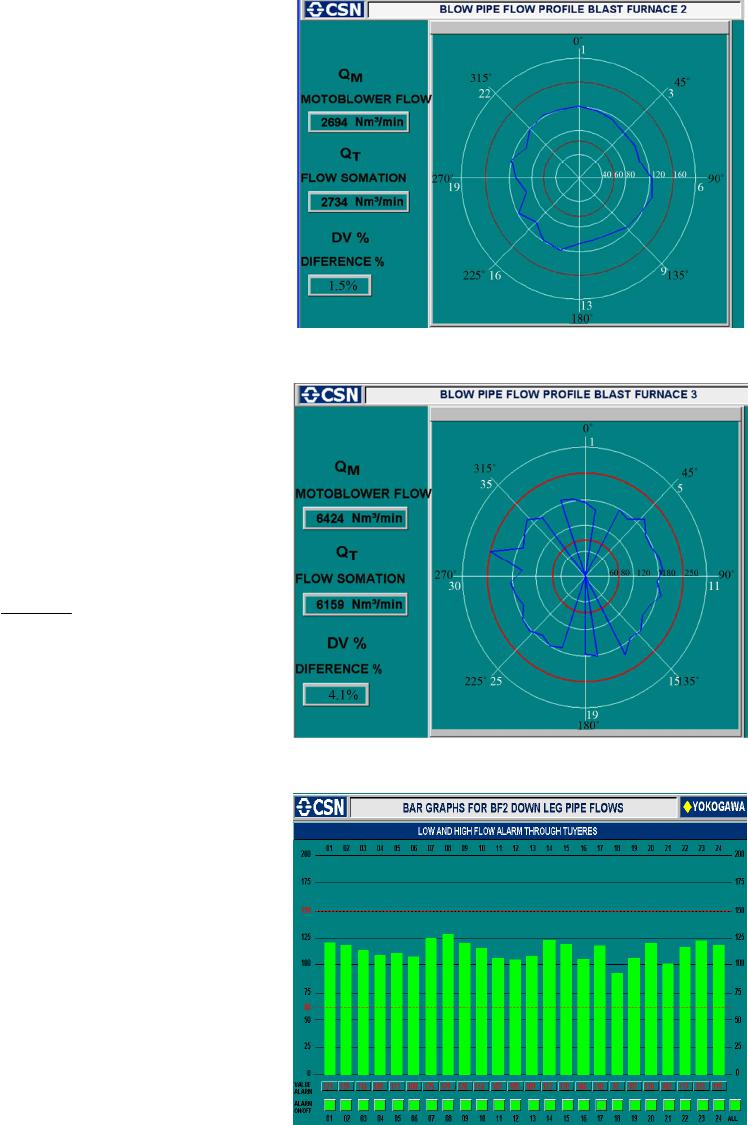
Another result of this work was the flow distribution
profiles in section of each blast furnace tuyeres illus-
trated in the graph screens of DCS shown in 4 and 5, as
well as a real time comparison model of the measurement
additions, with the general measurement coming from
motoblower plant.
In the BF3, the missed flow measurement propitiated
an interlock for the lances of pulverised coal injection.
This was verified by applying a new identification and
adjustment method, where the individual flow additions
of each tuyere’s transmitters were compared to the cold
air general flow transmitter coming from the motoblower
system.
In the BF2, there were many alarms for high flow in
the straight tubes, due to many stopped tuyeres, the flow
had its value increased in each one of the remaining
straight tubes, easily achieving its interlock values for
high flow, that’s why the flow scale was increased from
160 to 200 m3/min, these values are found in Table 1.
12. Discussion
Motta [1] had the aim of developing the differential
pressure flow measurement for blast furnace using basic
parameters and variables. However, there was no method
for the validation. In this work, the analogical flow trans-
mitters were implemented and the obtained results were
more precise, in the fittings, for considering the real con-
ditions of the blow, as density of the blown air flow,
pressure, temperature, viscosity of the air, friction of the
air with the Venturi tube and the inertia.
The only difficulty is to keep the system since the re-
striction of the straight pipe wastes along the time, and
therefore the straight pipe must be changed every two or
three years to maintain its operation and the essential
safety interlocks.
13. Conclusions
The modelling for the calculation of the straight tubes
flow transmitters differential pressure measurement in
the Blast Furnace was made with large precision taking
into account all possible variables.
The validation method has got a new approach and the
safety PCI interlocks are the high lights of this innovat-
ing work. The blast air and feed back of the flow meas-
urement model were compared to each other.
The reference is to change the straight pipe during the
Blast Furnace stop. Besides, the refractory Venturi waste
can be evaluated along the years and it is used to pro-
gram the change of the most wasted straight pipe.
The new developments showed that the SPV with
double refractory type, the methods and formulas to cal-
culate the P parameter, the validation method and the
new safety PCI interlocks were created due to a lot of
mess and trouble caused by explosions in the past tense.
Those explosions and down legs full of coals have ne-
ver been noticed again, since the implementation of the
actions described here along the last five years.
All the methods and safety interlocks implementations
performed here in this article can be reproduced and im-
plemented in any blast furnace with coal injection system
around the world. The cost of the implementation is
worthy when compared to the new blast furnace safety
operational conditions for PCI.
REFERENCES
[1] M. et Alli, “Modeling of the Measurement of Flow Meas-
urement of the Flow of Hot Air in Straight Tube of Blast
Furnace,” 39th Seminar of Reduction of Ore of Iron and
Raw Materials, Ouro Preto, 22-26 November 2009, pp.
1-10.
[2] G. J. Delmée, “Manual de Mediçao de Vazão,” Editora
Edgard Blücher Ltda, São Paulo, 1983.
[3] E. C. Bortoni and Z. Souza, “Instrumentation for Energy
and Industrial Systems,” Editora Novo Mundo Ltda, Ita-
jubá, 2006.
[4] L. Siglüeri and A. Nishinori, “Controls Automatic of In-
dustrial Processes,” Edgard Blücher Ltda, São Paulo,
1992.
[5] A. Johansson and A. Medvedev, “Detection of Incipient
Clogging in Pulverised Coal Injection Lines,” IEEE Trans-
actions on Industry Applications, Vol. 36, No. 3, 2000, pp.
877-883. http://dx.doi.org/10.1109/28.845065
[6] W. Birk, A. Johansson and A. Medvedev, “Model-Based
Goes to Fine Coal Injection Plant,” IEEE Control Systems
Magazine, Vol. 19, No. 1, 1997, pp. 33-43.
http://dx.doi.org/10.1109/37.745765