F. O. ARAMIDE ET AL.
Copyright © 2013 SciRes. OJPChem
91
the TDI content is increased, it falls within the acceptable
range.
4. Conclusion
From the observations discussed it can be concluded that:
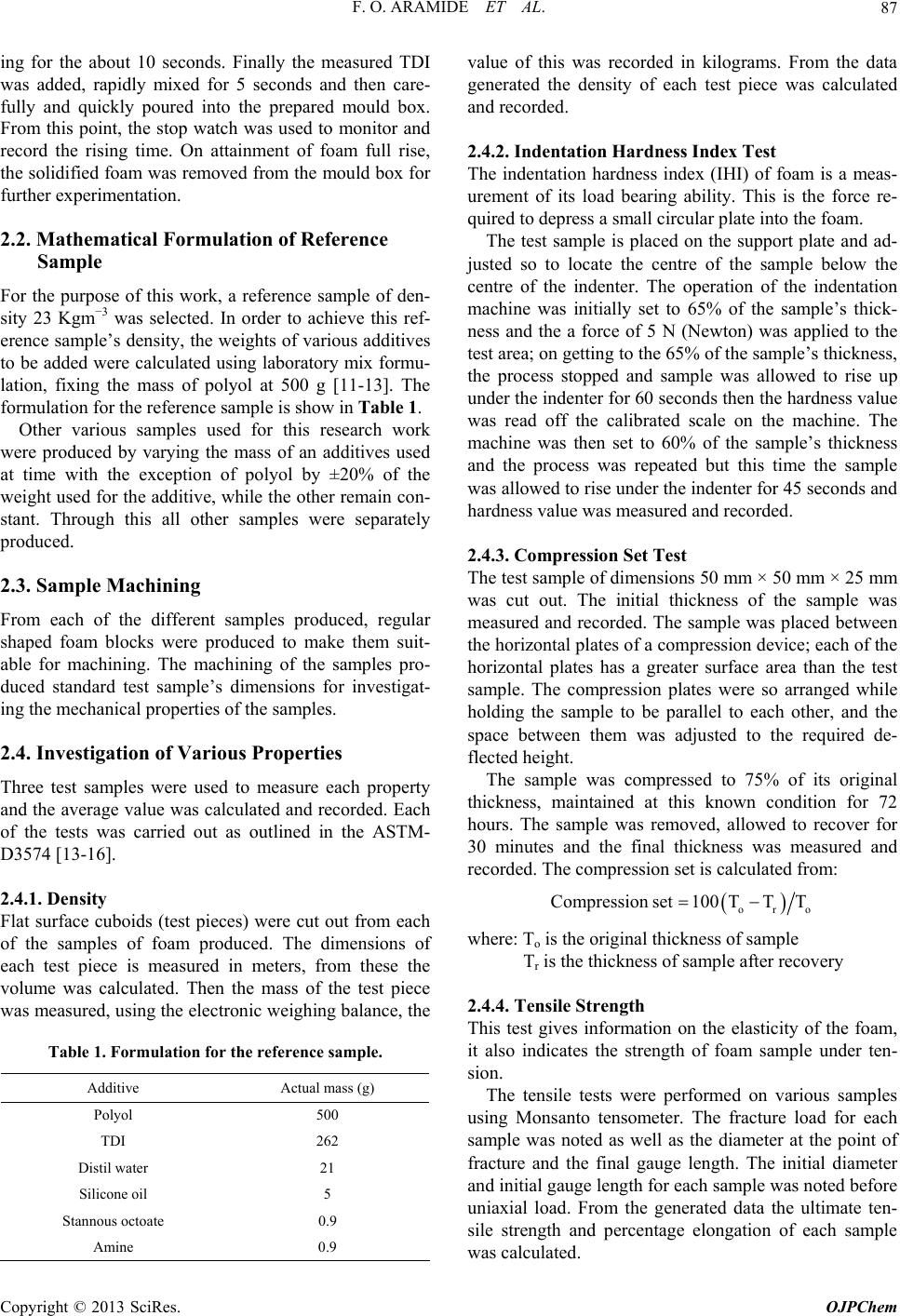
With the exception of amine and stannous octoate, all
the other additives have values at which the density is
optimum, and these values produced the optimum
density of 23.2 Kgm−3. The density of the foam sam-
ples increases with decrease or increase in the per-
centage content of stannous octoate used. The density
of the polyester samples also increases with increased
percentage content of amine.
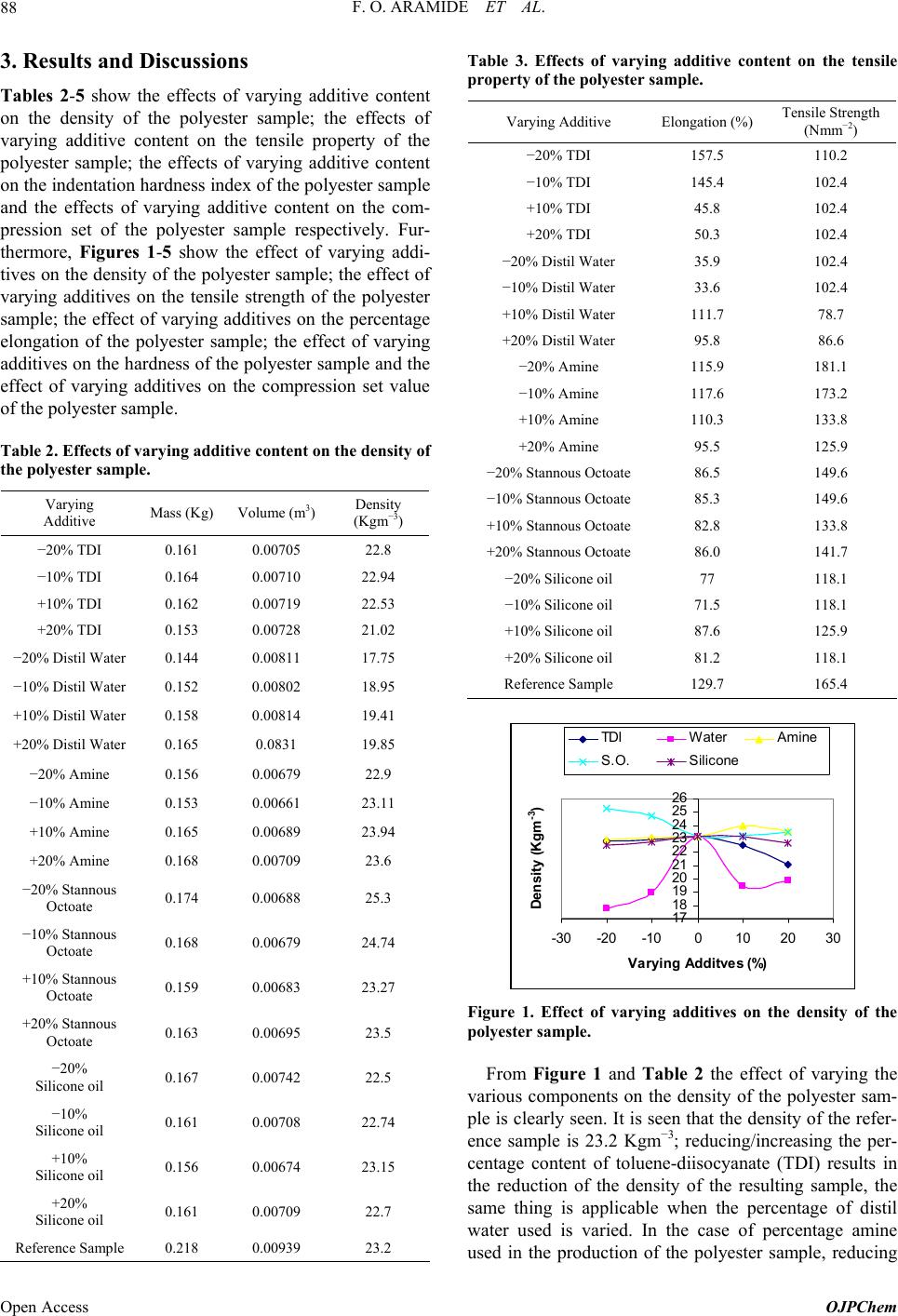
With the exception of amine, the tensile strength of
the polyester samples decreases with decrease/in-
crease in the percentage content of all the other addi-
tives. The optimum tensile strength coincides with
that of the reference sample for various percentage
contents of all other additives. The tensile strength of
the samples reduces with increase in percentage con-
tent of amine.
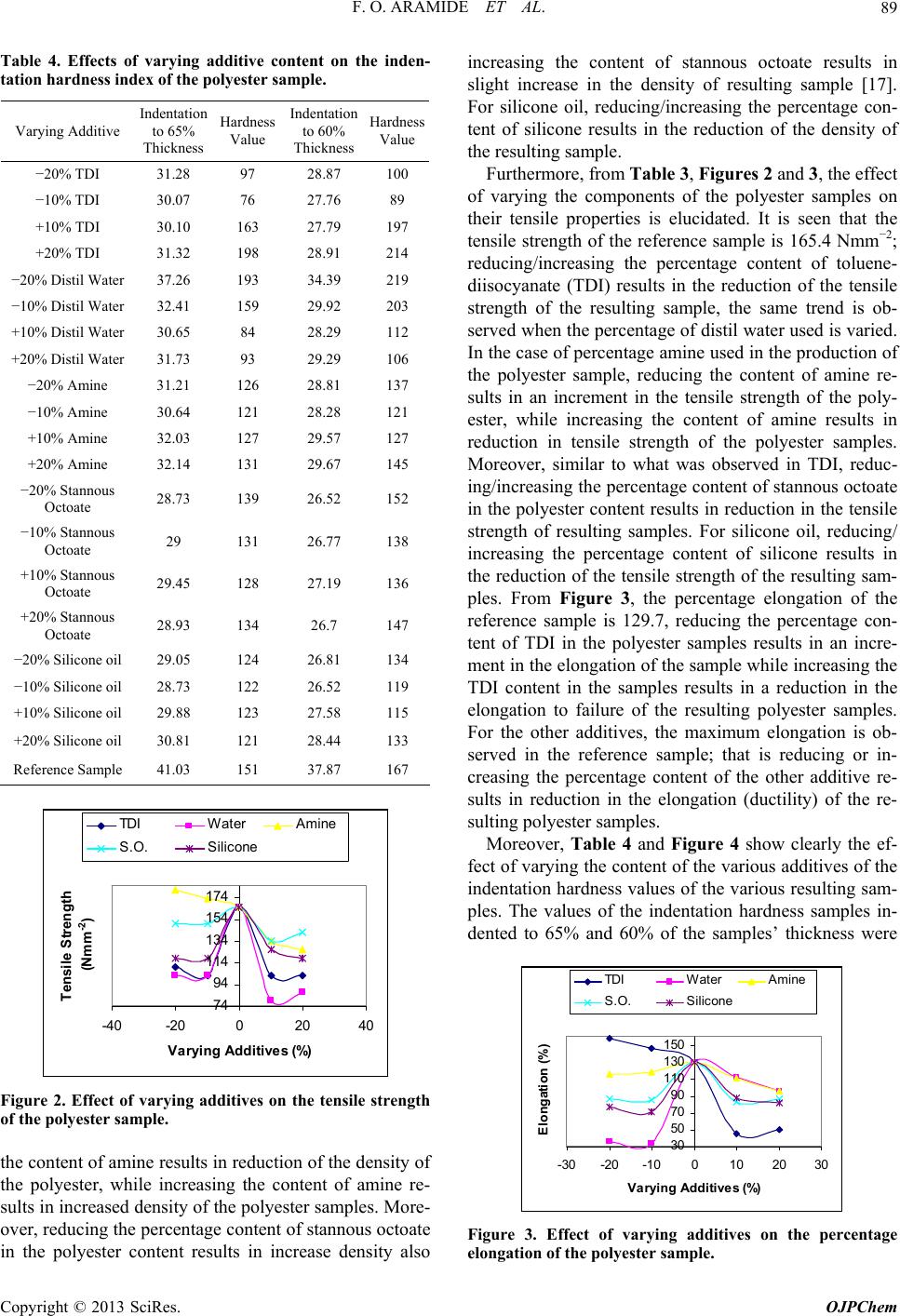
With the exception of TDI, the elongation of the
polyester samples decreases with decrease/increase in
the percentage content of all the other additives. The
optimum tensile strength coincides with that of the
reference sample for various percentage contents of
all other additives. The elongation of the samples re-
duces with increase in percentage content of TDI.
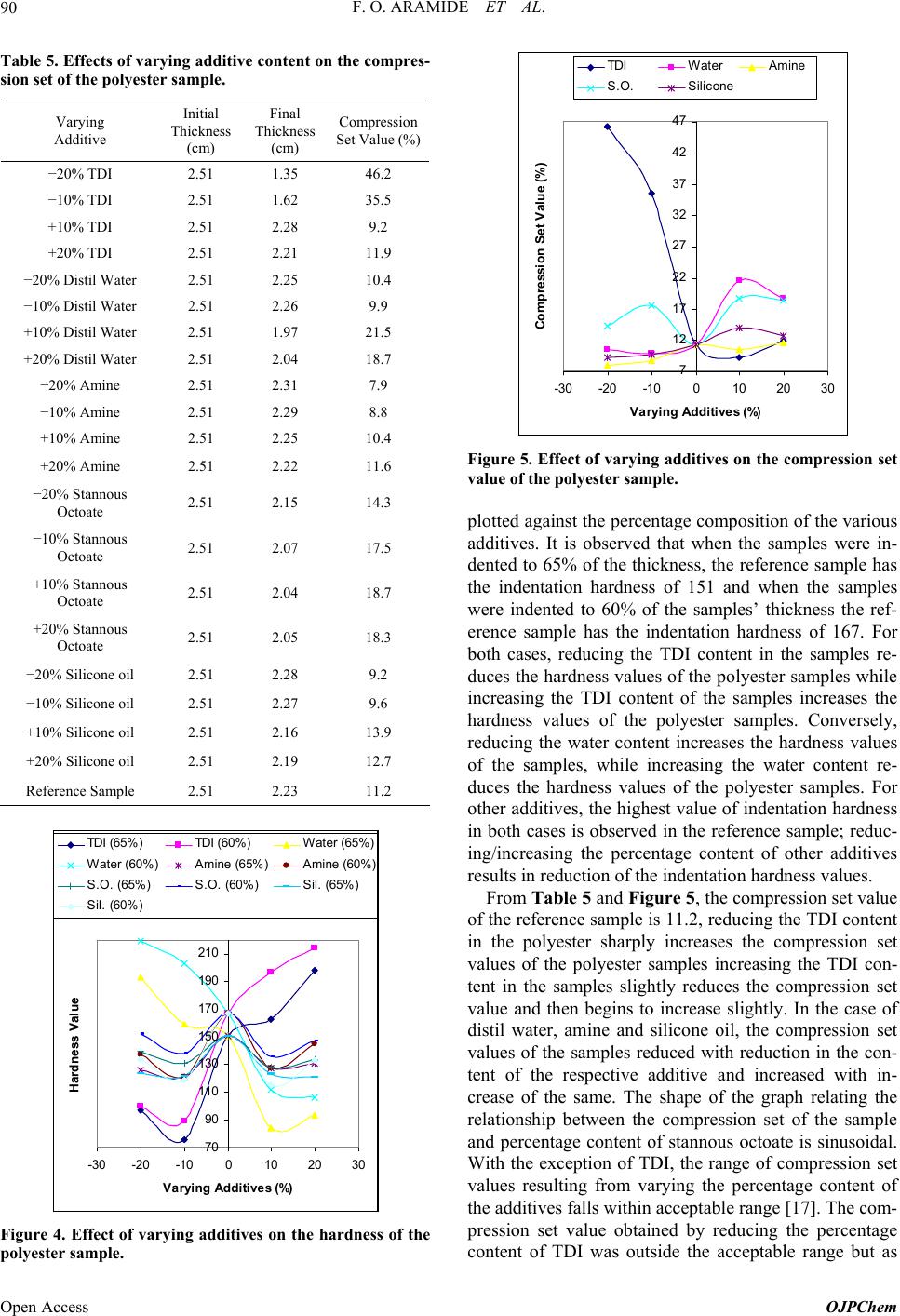
With the exception of TDI and distil water, the in-
dentation hardness of the polyester samples decreases
with decrease/increase in the percentage content of all
the other additives. The optimum indentation hard-
ness coincides with that of the reference sample for
various percentage contents of all other additives. The
indentation hardness of the samples reduces with in-
crease in percentage content of distil water and in-
creases with increase in TDI.
The degree of indentation affects the value of inden-
tation hardness; the higher the degree of indentation,
the higher the indentation hardness value.
Increasing the percentage content of TDI results in
acceptable compression set value for the polyester
samples.
Holding all other parameters constant, reducing the
water content and increasing the TDI content will
yield polyester foam of optimum properties.
REFERENCES
[1] J. W. Nicholson, “The Chemistry of Polymers,” 2nd Edi-
tion, The Royal Society of Chemistry, Athe Naeum Press,
London, 1997, pp. 133-136.
[2] M. Surendra Kumar, N. Sharma and B. C. Ray, “Struc-
tural Integrity of Glass/Polyester Composites at Liquid
Nitrogen Temperature,” Journal of Rein-forced Plastics
and Composites, Vol. 28, No. 11, 2009, pp. 1297-1304.
http://dx.doi.org/10.1177/0731684408088889
[3] N. Mallick, “Composite Materials Technology, Processes
and Properties,” Hanser Publishers, Munchen, 1990.
[4] C. H. Hare, “Protective Coatings,” 1994, pp. 149-163.
[5] M. Rojek and J. Stabik, “The Influence of X-Rays on
Strength Properties of Polyester Vascular System Pros-
thesis,” Journal of Achievements in Materials and Manu-
facturing Engineering, Vol. 35, No. 1, 2009, pp. 47-54.
[6] S. B. Abdessalem, S. Mokhtar, H. Bellaissia and B. Du-
rand, “Mechanical Behavior of a Textile Polyester Vas-
cular Prosthesis: Theoretical and Experimental Study,”
Textile Research Journal, Vol. 75, No. 11, 2005, pp. 784-
788. http://dx.doi.org/10.1177/0040517505057168
[7] N. Blanchemain, T. Laurent, F. Chai, Ch. Neut, S. Haulon,
V. Krump-Konvalinkova, M. Morcellet, B. Martel, C. J.
Kirkpatrick and H. F. Hildebrand, “Polyester Vascular
Prostheses Coated with a Cyclodextrin Polymer and Ac-
tivated with Antibiotics: Cytotoxicity and Microbiologi-
cal Evaluation,” Acta Biomaterialia, Vol. 4, No. 6, 2008,
pp. 1725-1733.
http://dx.doi.org/10.1016/j.actbio.2008.07.001
[8] A. Cardon, N. Chakfé, F. Thaveau, E. Gagnon, O. Har-
tung, S. Aillet, Y. Kerdiles, Y.-M. Dion, J.-G. Kretz and
Ch. J. Doillon, “Sealing of Polyester Prostheses with Au-
tologous Fibrin Glue and Bone Marrow,” Annals of Vas-
cular Surgery, Vol. 14, No. 6, 2000, pp. 543-552.
http://dx.doi.org/10.1007/s100169910102
[9] M. Balazic and J. Kopac, “Improvements of Medical
Implants Based on Modern Materials and New Technolo-
gies,” Journal of Achievements in Materials and Manu-
facturing Engineering, Vol. 25, No. 2, 2007, pp. 31-34.
[10] S. Gogolewski and G. Galletti, “Degradable, Microporous
Vascular Prosthesis from Segmented Polyurethane,” Col-
loid and Polymer Science, Vol. 264, No. 10, 1986, pp. 854-
858. http://dx.doi.org/10.1007/BF01410635
[11] D. Makanjuola, “Handbook of Flexible Foam Manufac-
ture,” Temm Consulting Ltd, Nigeria, 1999.
[12] K. Uhlig, “Discovering Polyurethanes,” Carl Hanser Ver-
lag, Munich, 1999.
[13] R. Simpson, “Polymer Development—The Road Map,”
TCE Today, 2004.
[14] G. Woods, “The ICI Polyurethanes Book,” 2nd Edition,
ICI Polyurethanes and Wiley, Chichester, 1990.
[15] O. O. Ogunleye, F. A. Oyawale and G. A. Odewole, “Op-
timum Allocation of Silicone Oil in the Flexible Polyure-
thane Foam Production,” Journal of Science Engineering
and Technology, Vol. 8, No. 19, 2006.
[16] UT, “Global Polyurethane Industry Directory 2001,” Crain
Communications, London, 2000.
[17] M. O. Edoga and E. A, Egila, “Development and Charac-
terization of Flexible Polyurethane Foam: Part I—Phys-
icochemical and Mechanochemical Properties,” Journal
of Engineering and Applied Sciences, Vol. 3, No. 8, 2008,
pp. 647-650.