High Temperature Sintering and Oxidation Behavior in Plasma Sprayed TBCs [Single Splat Studies]
Paper 1—Role of Heat Treatment Variations 115
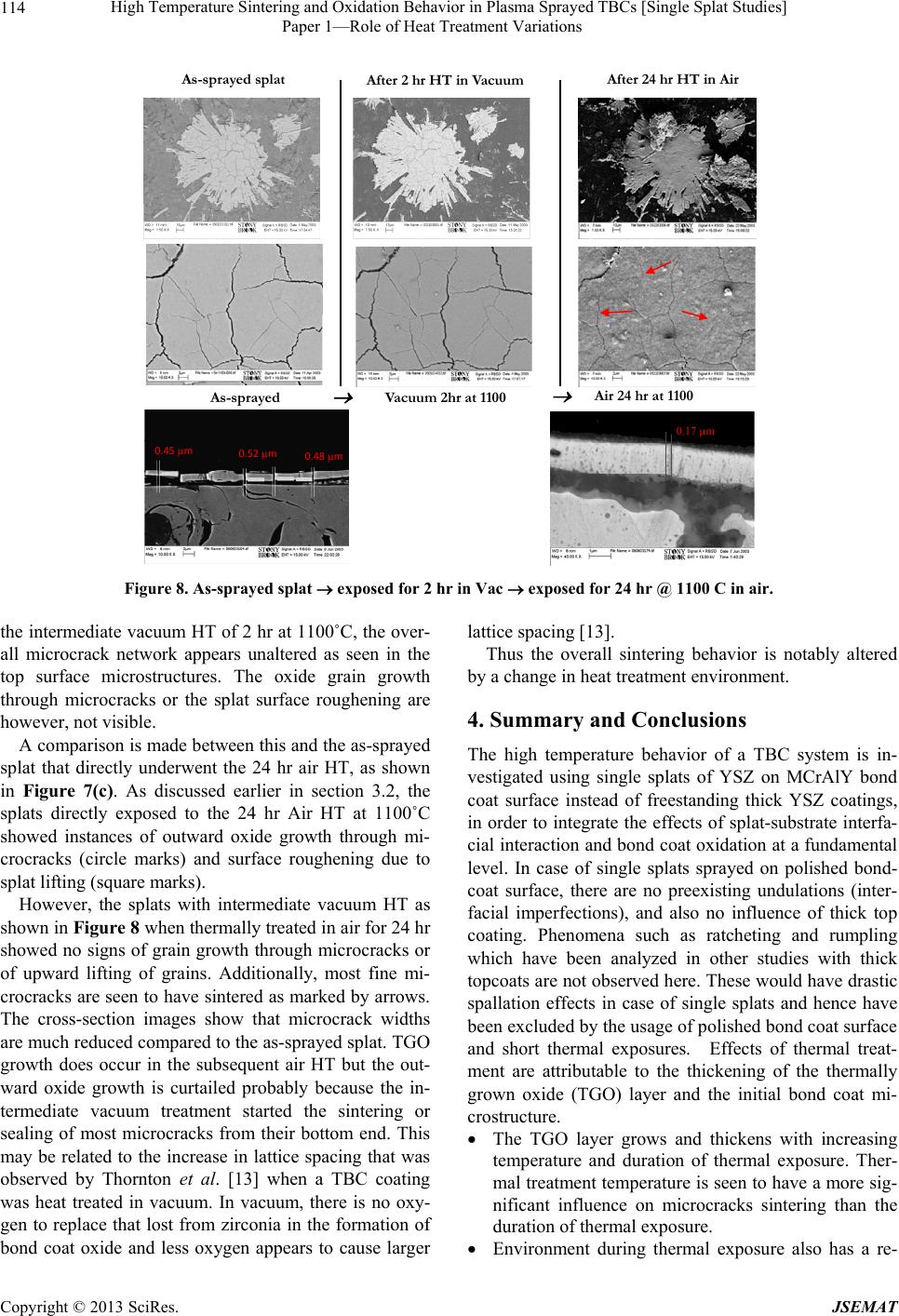
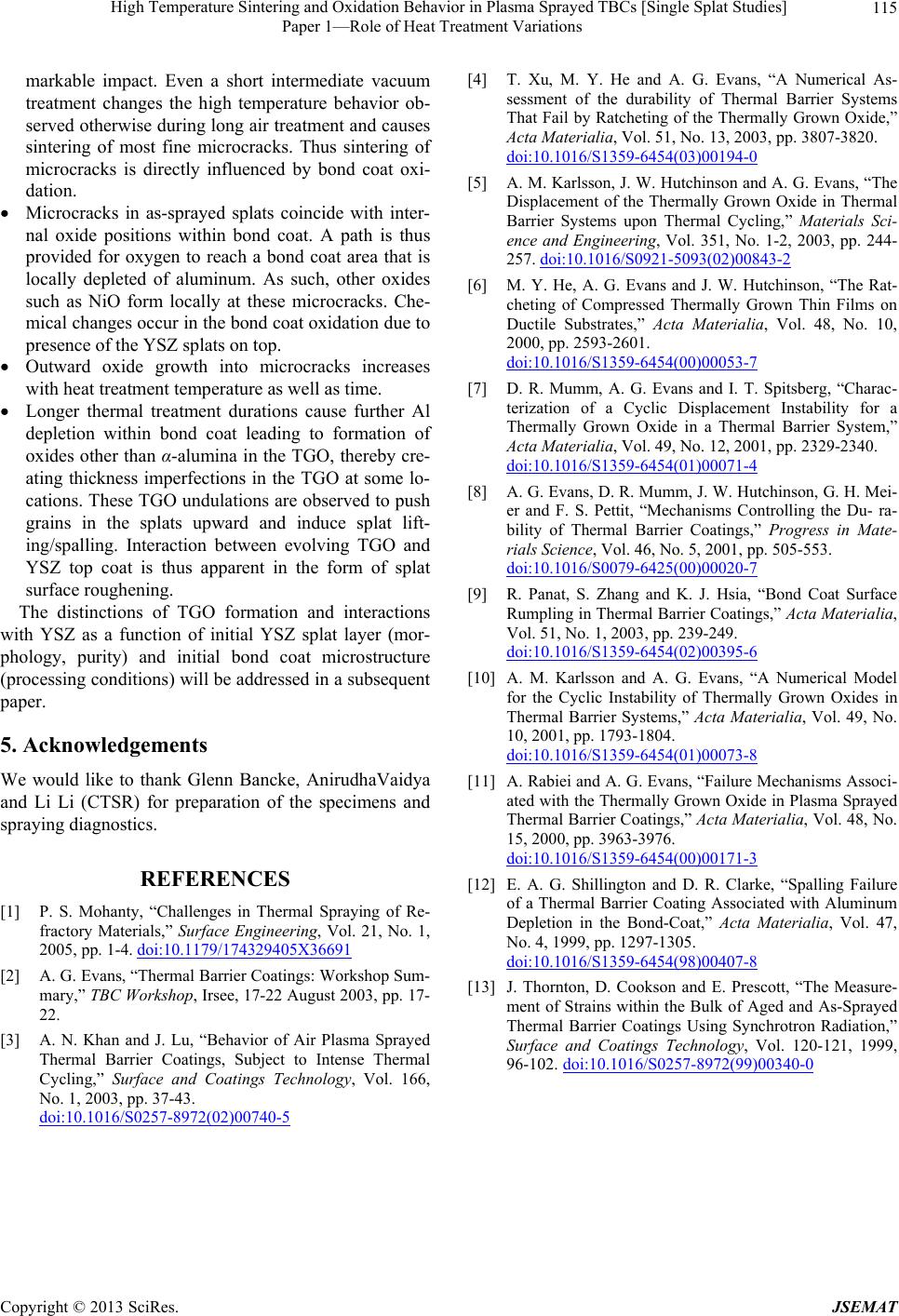
markable impact. Even a short intermediate vacuum
treatment changes the high temperature behavior ob-
served otherwise during long air treatment and causes
sintering of most fine microcracks. Thus sintering of
microcracks is directly influenced by bond coat oxi-
dation.
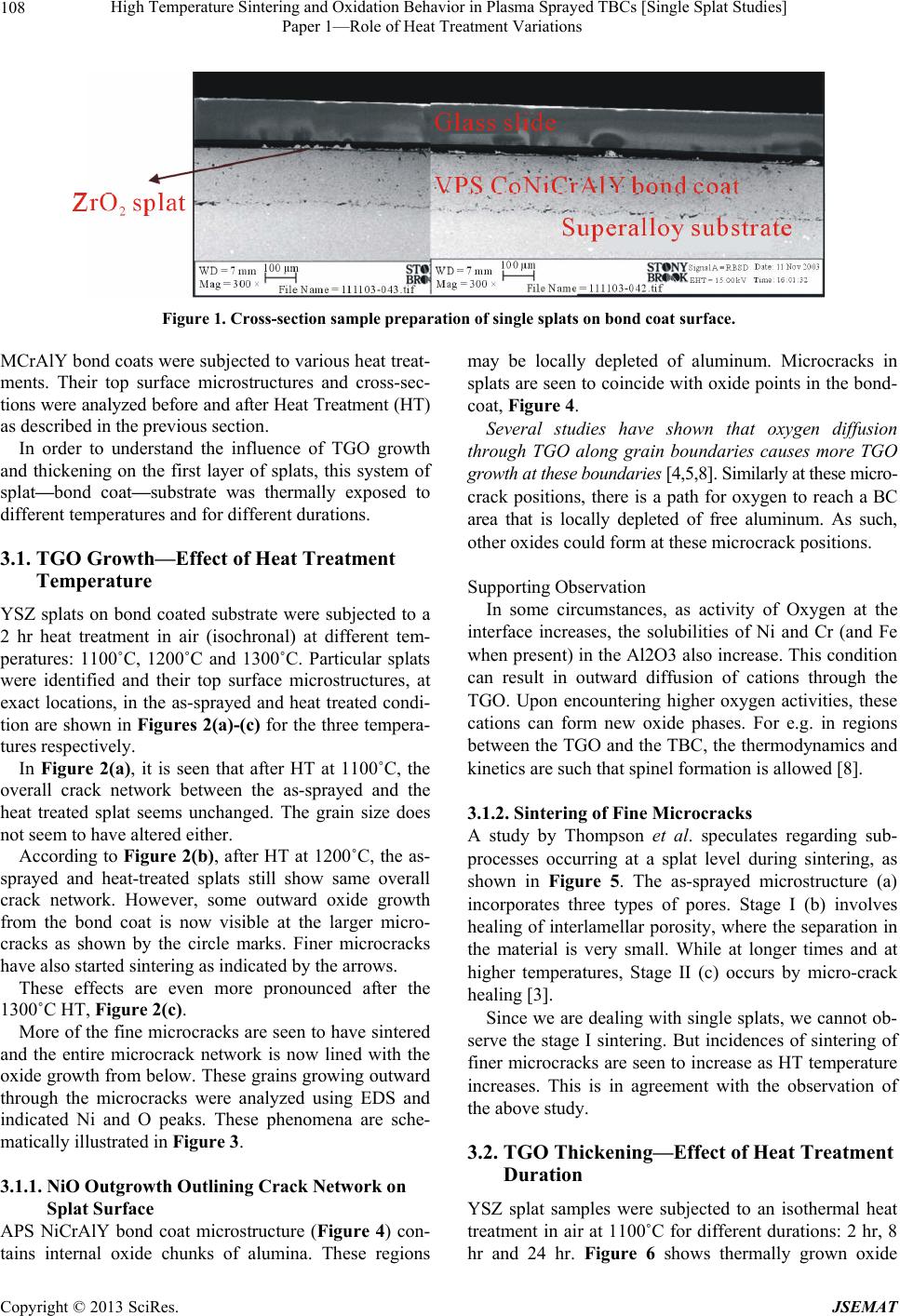
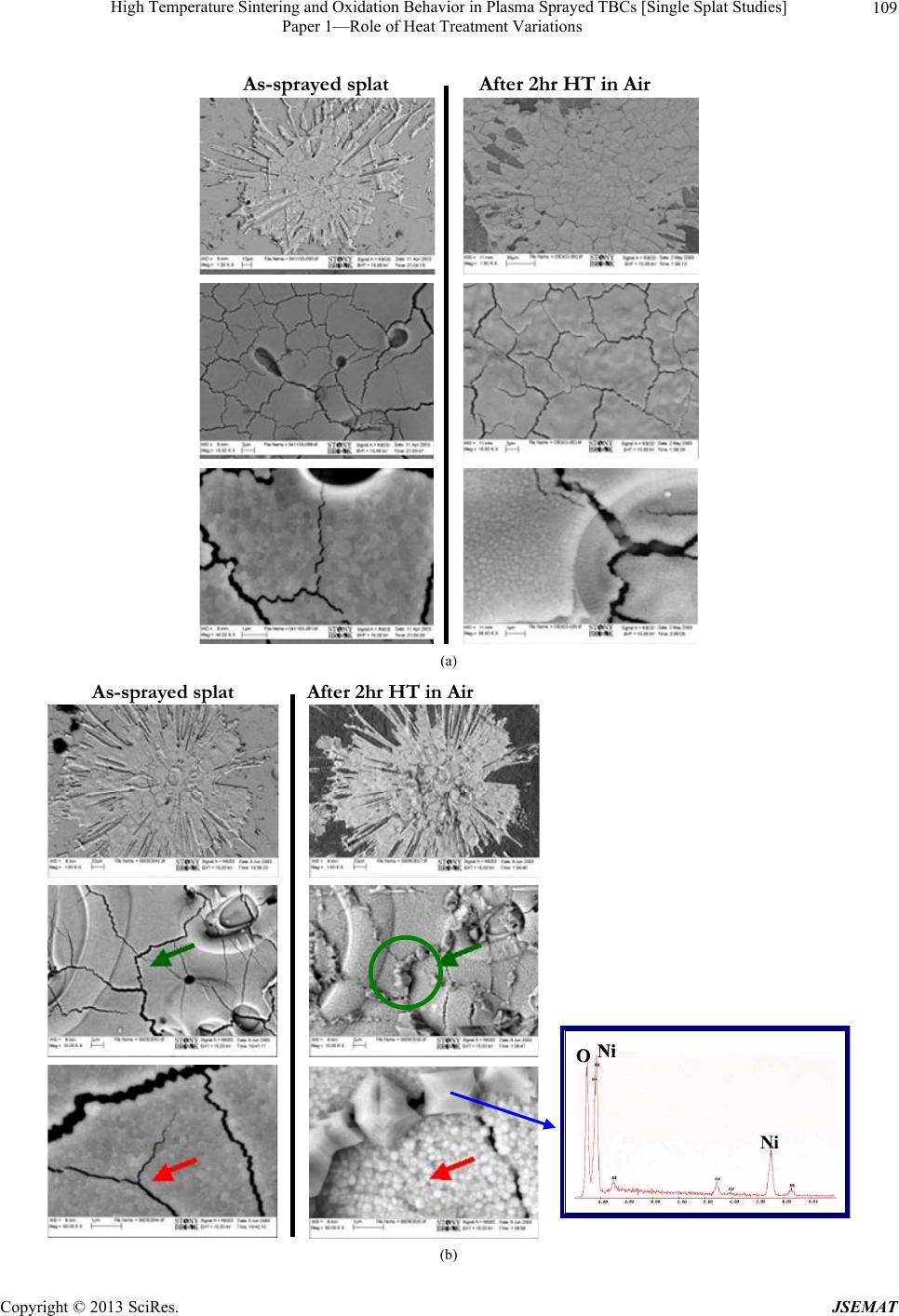
Microcracks in as-sprayed splats coincide with inter-
nal oxide positions within bond coat. A path is thus
provided for oxygen to reach a bond coat area that is
locally depleted of aluminum. As such, other oxides
such as NiO form locally at these microcracks. Che-
mical changes occur in the bond coat oxidation due to
presence of the YSZ splats on top.
Outward oxide growth into microcracks increases
with heat treatment temperature as well as time.
Longer thermal treatment durations cause further Al
depletion within bond coat leading to formation of
oxides other than α-alumina in the TGO, thereby cre-
ating thickness imperfections in the TGO at some lo-
cations. These TGO undulations are observed to push
grains in the splats upward and induce splat lift-
ing/spalling. Interaction between evolving TGO and
YSZ top coat is thus apparent in the form of splat
surface roughening.
The distinctions of TGO formation and interactions
with YSZ as a function of initial YSZ splat layer (mor-
phology, purity) and initial bond coat microstructure
(processing condition s) will be addressed in a subseq uent
paper.
5. Acknowledgements
We would like to thank Glenn Bancke, AnirudhaVaidya
and Li Li (CTSR) for preparation of the specimens and
spraying diagnostics.
REFERENCES
[1] P. S. Mohanty, “Challenges in Thermal Spraying of Re-
fractory Materials,” Surface Engineering, Vol. 21, No. 1,
2005, pp. 1-4. doi:10.1179/174329405X36691
[2] A. G. Evans, “Thermal Barrier Coatings: Workshop Sum-
mary,” TBC Workshop, Irsee, 17-22 August 2003, pp. 17-
22.
[3] A. N. Khan and J. Lu, “Behavior of Air Plasma Sprayed
Thermal Barrier Coatings, Subject to Intense Thermal
Cycling,” Surface and Coatings Technology, Vol. 166,
No. 1, 2003, pp. 37-43.
doi:10.1016/S0257-8972(02)00740-5
[4] T. Xu, M. Y. He and A. G. Evans, “A Numerical As-
sessment of the durability of Thermal Barrier Systems
That Fail by Ratcheting of the Thermally Grown Oxide,”
Acta Materialia, Vol. 51, No. 13, 2003, pp. 3807-3820.
doi:10.1016/S1359-6454(03)00194-0
[5] A. M. Karlsson, J. W. Hutchinson and A. G. Evans, “The
Displacement of the Thermally Grown Oxide in Thermal
Barrier Systems upon Thermal Cycling,” Materials Sci-
ence and Engineering, Vol. 351, No. 1-2, 2003, pp. 244-
257. doi:10.1016/S0921-5093(02)00843-2
[6] M. Y. He, A. G. Evans and J. W. Hutchinson, “The Rat-
cheting of Compressed Thermally Grown Thin Films on
Ductile Substrates,” Acta Materialia, Vol. 48, No. 10,
2000, pp. 2593-2601.
doi:10.1016/S1359-6454(00)00053-7
[7] D. R. Mumm, A. G. Evans and I. T. Spitsberg, “Charac-
terization of a Cyclic Displacement Instability for a
Thermally Grown Oxide in a Thermal Barrier System,”
Acta Materialia, Vol. 49, No. 12, 2001, pp. 2329-2340.
doi:10.1016/S1359-6454(01)00071-4
[8] A. G. Evans, D. R. Mumm, J. W. Hutchinson, G. H. Mei-
er and F. S. Pettit, “Mechanisms Controlling the Du- ra-
bility of Thermal Barrier Coatings,” Progress in Mate-
rials Science, Vol. 46, No. 5, 2001, pp. 505-553.
doi:10.1016/S0079-6425(00)00020-7
[9] R. Panat, S. Zhang and K. J. Hsia, “Bond Coat Surface
Rumpling in Thermal Barrier Coatings,” Acta Materialia,
Vol. 51, No. 1, 2003, pp. 239-249.
doi:10.1016/S1359-6454(02)00395-6
[10] A. M. Karlsson and A. G. Evans, “A Numerical Model
for the Cyclic Instability of Thermally Grown Oxides in
Thermal Barrier Systems,” Acta Materialia, Vol. 49, No.
10, 2001, pp. 1793-1804.
doi:10.1016/S1359-6454(01)00073-8
[11] A. Rabiei and A. G. Evans, “Failure Mechanisms Associ-
ated with the Thermally Grown Oxide in Plasma Sprayed
Thermal Barrier Coatings,” Acta Materialia, Vol. 48, No.
15, 2000, pp. 3963-3976.
doi:10.1016/S1359-6454(00)00171-3
[12] E. A. G. Shillington and D. R. Clarke, “Spalling Failure
of a Thermal Barrier Coating Associated with Aluminum
Depletion in the Bond-Coat,” Acta Materialia, Vol. 47,
No. 4, 1999, pp. 1297-1305.
doi:10.1016/S1359-6454(98)00407-8
[13] J. Thornton, D. Cookson and E. Prescott, “The Measure-
ment of Strains within the Bulk of Aged and As-Sprayed
Thermal Barrier Coatings Using Synchrotron Radiation,”
Surface and Coatings Technology, Vol. 120-121, 1999,
96-102. doi:10.1016/S0257-8972(99)00340-0
Copyright © 2013 SciRes. JSEMAT