Influence of Pre-Impregnation Treatment on Bamboo Reinforced Epoxy/UPE Resin Composites
140
were then used for fabricating composites with epoxy.
Five percent solution of UPE and MEKP (99:1) was
made in 95% acetone. The alkali treated fibers were
soaked in the UPE-MEKP solution for 30 min. The ex-
cess solution was drained off from their surface and they
were dried overnight under the hood. The treated mats
were oven dried at 80˚C for 8 h. These surface-treated
fiber mats were then used for fabricating composites with
polyester. A number of composites were fabricated as
tabulated in Table 1.
The tensile test was performed according to the ASTM
D638. Dog bone shaped specimens of the composites
were cut. At least five replicate specimens were tested
for each formulation. Each specimen was tested to failure
under tension at a cross-head speed of 2 mm/min on IN-
STRON 3369. Three-point bending test was performed
according to ASTM D790. Specimens of dimension 96 ×
13 mm2 were prepared. Support separation was 70 mm
and test speed was 5 mm/min on ZWICK Z010. Notched
Izod impact test samples with dimensions of 63.5 × 12.5
mm2 by the thickness were cut from the laminate com-
posites. The testing was conducted according to ASTM
D256 on a Zwick model 5101 with a pendulum weight of
25 J. Five samples were tested and the average value was
taken as the Izod impact strength. The Izod impact
strength was calculated using the formula given below:
Impact strength (kJ/m2) = [Impact energy (J)/Cross
sectional area] × 103.
Tensile fracture surface of the composite samples were
coated with silver and then analyzed using CARL ZEISS
EVO 50 scanning electron microscope.
Water absorption studies were performed following
the ASTM D570-98 method at room temperature (25˚C).
The samples were taken out periodically and weighed
immediately, after wiping out the water on the surface of
the sample, to find out the content of water absorbed.
The amount of water absorbed in the composites was
calculated by the weight difference between the samples
exposed to water and the dried samples.
3. Results and Discussions
The alkali treatment removes the hemicellulose, lignin
and pectins. The impregnation with dilute epoxy presents
an optimum improvement of the longitudinal properties.
In this case, the low-viscous resin can already fill the
micro-pores and flow in between the elementary fibers,
which is beneficial for the impregnation afterwards. In
fact, this treatment is the combined effect of three solu-
tions, namely alkali, epoxy and acetone, in which the
epoxy has been diluted.
As shown in Figure 1, the tensile strength of treated
bamboo epoxy composite is 40% higher, and the elastic
modulus is 35% higher as compared with that of un-
Table 1. Nomenclature of water modified composites.
MaterialSpecification
BE Untreated bamboo epoxy composite
BPIE Epoxy pre-impregnated bamboo epoxy composite
BP Untreated bamboo polyester composite
BPIP Polyester pre-impregnated bamboo polyester composite
BE BPIE BP BPIP
70
80
90
100
110
120
Tensile Strength
Elastic Modulus
Composite
Tensile Strength(MPa)
4000
5000
6000
7000
8000
9000
Elastic Modulus(MPa)
Figure 1. Tensile properties of water treated bamboo com-
posites.
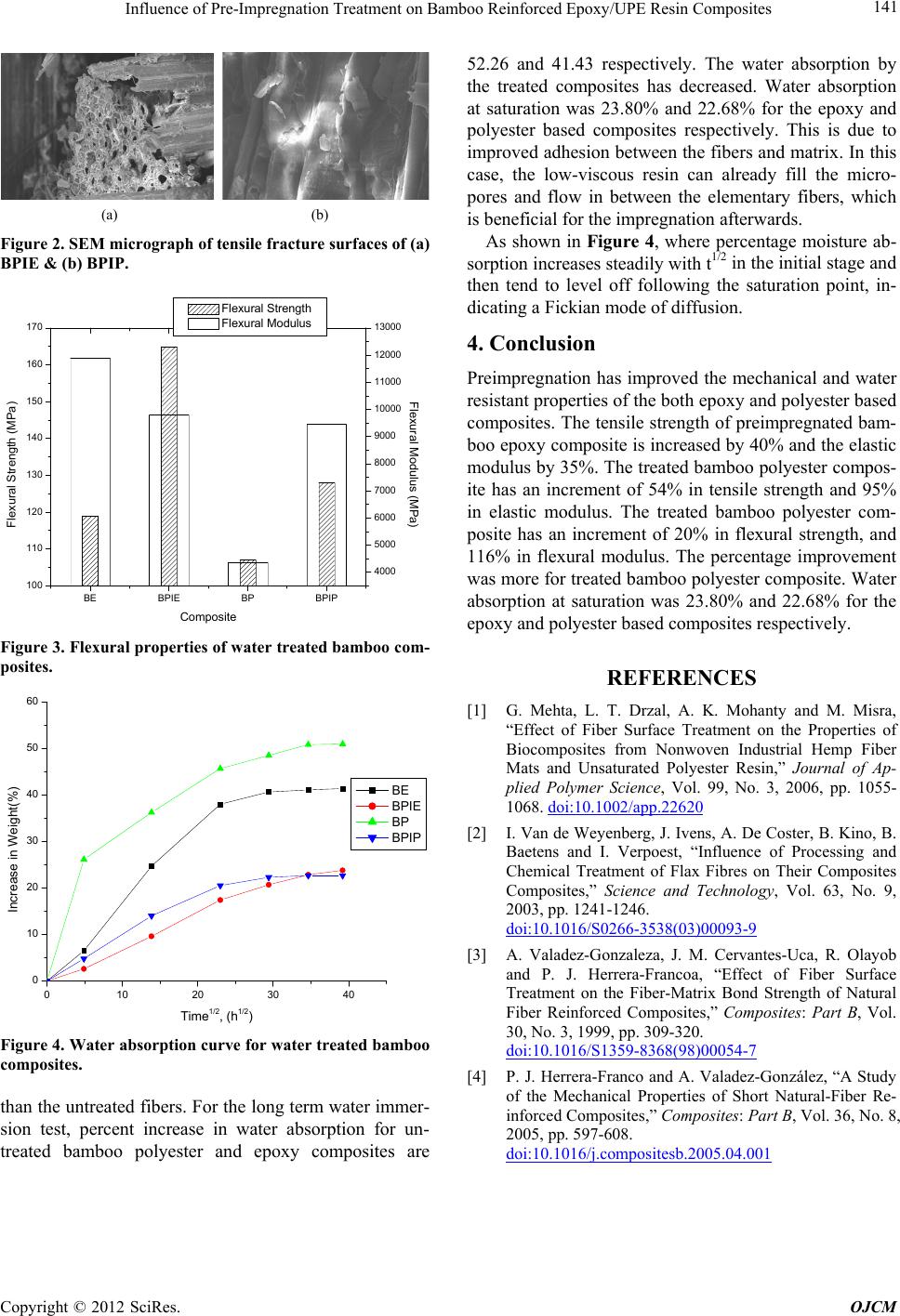
treated bamboo-epoxy composite. The treated bamboo
polyester composite has an increment of 54% in tensile
strength, and 95% in elastic modulus compared with that
of untreated bamboo based polyester composite. Ac-
cording to Weyenberg et al. [2], the increase in tensile
strength and modulus of the treated hemp fibers-based
composites may be an outcome of the improved adhesion
between the fiber and the matrix. This improved adhe-
sion might have enhanced the interfacial bonding and
thus made it easier for the stress to be effectively trans-
ferred from the matrix to the fiber. The adhered matrix
over the fiber can be observed from the Figures 2(a) and
(b).
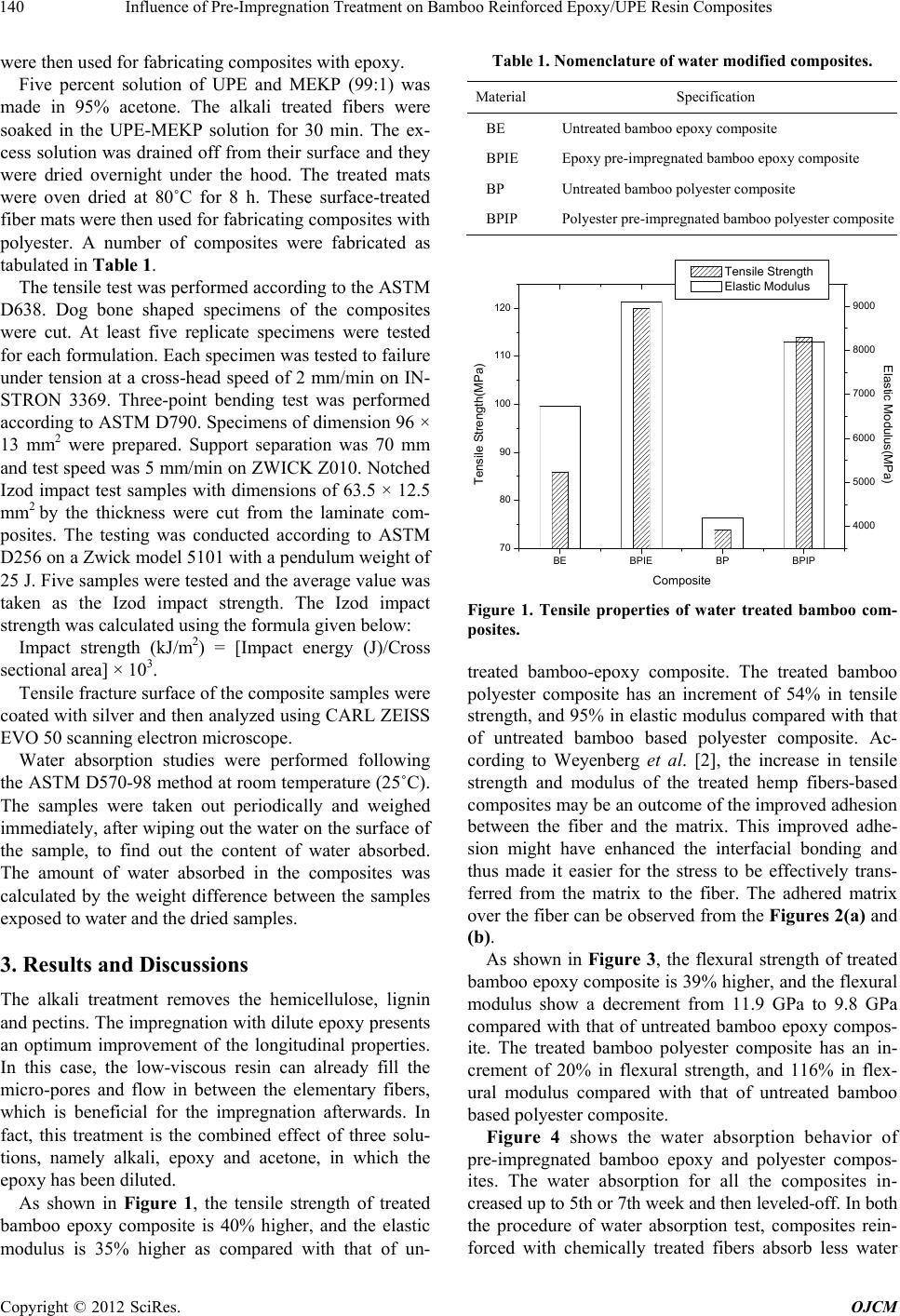
As shown in Figure 3, the flexural strength of treated
bamboo epoxy composite is 39% higher, and the flexural
modulus show a decrement from 11.9 GPa to 9.8 GPa
compared with that of untreated bamboo epoxy compos-
ite. The treated bamboo polyester composite has an in-
crement of 20% in flexural strength, and 116% in flex-
ural modulus compared with that of untreated bamboo
based polyester composite.
Figure 4 shows the water absorption behavior of
pre-impregnated bamboo epoxy and polyester compos-
ites. The water absorption for all the composites in-
creased up to 5th or 7th week and then leveled-off. In both
the procedure of water absorption test, composites rein-
forced with chemically treated fibers absorb less water
Copyright © 2012 SciRes. OJCM