K. V. ARUN ET AL.
Copyright © 2012 SciRes. JMMCE
789
ntation conducted and observations
REFERENCES
[1] H. Pihtili andn of the Wear Be-
haviour of a Gomposite and
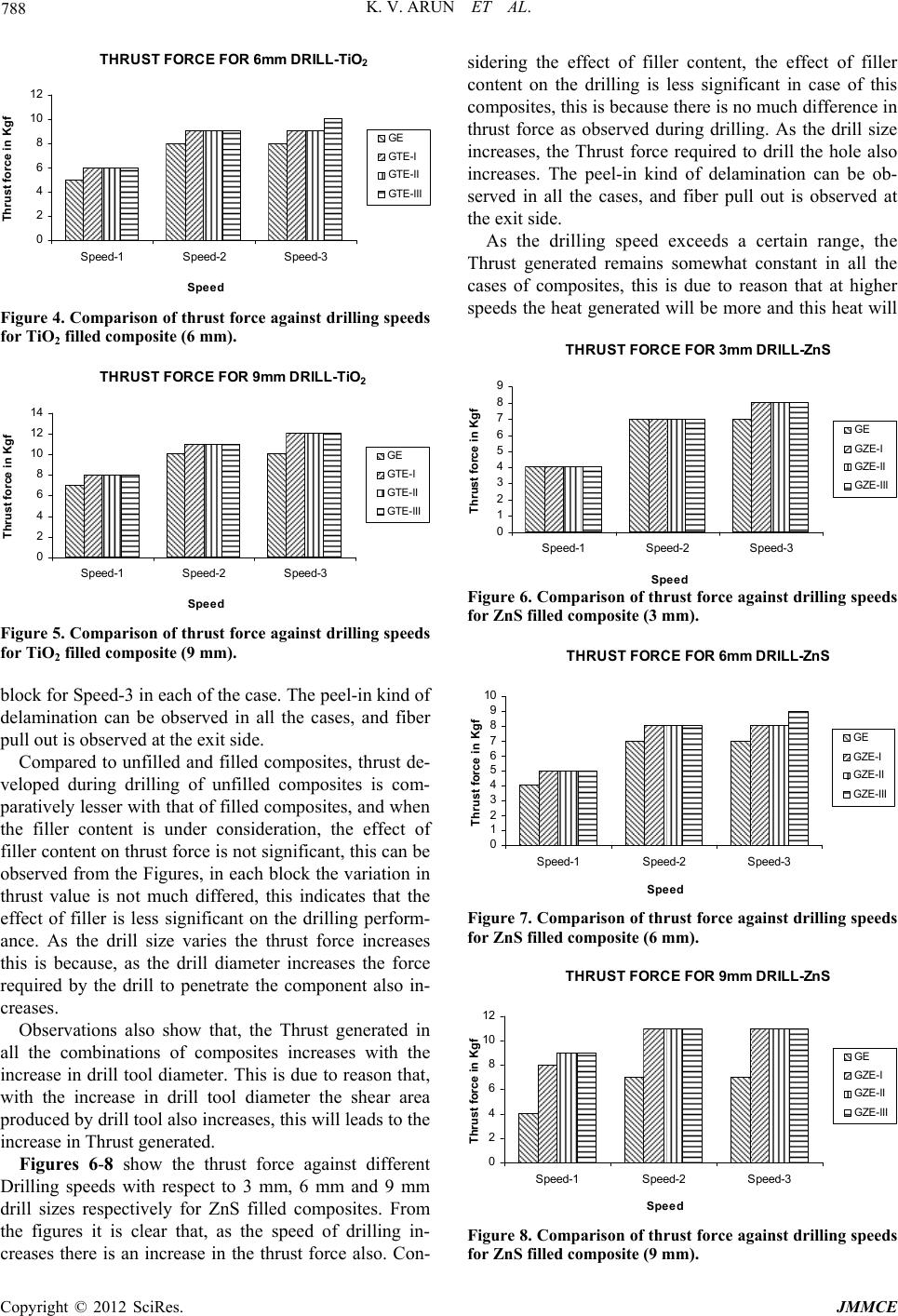
make the material behave softer that the usual case and
hence the resistance offered for drilling becomes lesser,
this will result in development of less Thrust. In com-
parison with TiO2 and ZnS filled composites, TiO2 filled
composites will offer more resistance that ZnS filled
composites. Since the ZnS filled composites are com-
paratively less brittle that TiO2 filled composites, they
behaves bit softer at early stages than TiO2 filled com-
posites, offering less oppositio n for drilling.
4. Conclusions
From the experime
made during testing, following conclusion can be drawn:
The thrust force generated during drilling of filled
composites mainly depends upon drill diameter and
the speed of drilling in the present case.
Effect of filler volume on the Thrust generated is
neglizable.
Thrust force developed during drilling of TiO2 filled
composites is more in comparison with ZnS filled
composites.
N. Tosun, “Investigatio
lass-Fibre-Reinforced C Plain
Polyester Resin,” Composites Science and Technology,
Vol. 62, No. 3, 2002, pp. 367-370.
doi:10.1016/S0266-3538(01)00196-8
[2] Kishore, P. Sampathkumaran, S. See
theya, A. Murali and R. K. Kumar, “tharamu, S. Vyna-
SEM Observations
ology International, Vol. 22, No. 2, 1989, pp. 103-
of the Effects of Velocity and Load on the Sliding Wear
Characteristics of Glass Fabric-Epoxy Composites with
Different Fillers,” Wear, Vol. 237, No. 1, 2000, pp. 20-
27.
[3] E. Santer and H. Czinchos, “Tribology of Polymers,”
Trib
109. doi:10.1016/0301-679X(89)90170-9
[4] J. Bijwe and J. Indumathi, “Influence of Fibers and Solid
. Sınmazcelik, “Erosive Wear Behaviour of
Lubricants on Low Amplitude Oscillating Wear of Poly-
etherimide Composites,” Wear, Vol. 257, No. 5-6, 2004,
pp. 562-572.
[5] N. Sarı and T
Carbon Fibre/Polyetherimide Composites under Low Par-
ticle Speed,” Materials & Design, Vol. 28, No. 1, 2007,
pp. 351-355. doi:10.1016/j.matdes.2005.05.014
[6] P. Samyn, J. Quintelier, W. Ost, P. De Baets and G.
Schoukens, “Sliding Behaviour of Pure Polyester and
Polyester-PTFE Filled Bulk Composites in Overload
Conditions,” Polymer Testing, Vol. 24, No. 5, 2005, pp.
588-603. doi:10.1016/j.polymertesting.2005.02.012
[7] J. Bijwe, J. J. Rajesh, A. Jeyakumar, A. Ghosh and U. S.
Tewari, “Influence of Solid Lubricants and Fibre Rein-
forcement on Wear Behaviour of Polyethersulphone,”
Tribology International, Vol. 33, No. 10, 2000, pp. 697-
706. doi:10.1016/S0301-679X(00)00104-3
[8] L. M. McGrath, R. S. Parnas, S. H. King, J. L. Schroeder,
D. A. Fischer and J. L. Lenhart, “Investigation of the
Thermal, Mechanical and Fracture Properties of Alumina-
Epoxy Composites,” Polymer, Vol. 49, No. 4, 2008, pp.
999-1014. doi:10.1016/j.polymer.2007.12.014
[9] W. Chen, “Some Expe riment al Investigations in the Drill-
-
and T. Machaly, “Factors
Mohan, A. Ramachandra, S. M. Kulkarni, “Ma-
ing of Carbon Fiber Reinforced Plastic (CFRP) Compos-
ite Laminates,” International Journal of Machine Tools
and Manufacture, Vol. 37, No. 8, 1997, pp. 1097-1108.
[10] J. Mathew, N. Ramakrishnan and N. K. Naik, “Investiga
tions into the Effect of Geometry of a Trepanning Tool on
Thrust and Torque during Drilling of GFRP Composites,”
Journal of Materials Processing Technology, Vol. 91, No.
1-3, 1999, pp. 1-11.
[11] I. El-Sonbaty, U. A. Khashaba
Affecting the Machinability of GFR/Epoxy Composites,”
Composite Structures, Vol. 63, No. 3-4, 2004, pp. 329-
338.
[12] N. S.
chining of Fiber-Reinforced Thermoplastics: Influence of
Feed and Drill Size on Thrust Force and Torque during
Drilling,” Journal of Reinforced Plastics & Composites,
Vol. 24, No. 12, 2005, pp. 1247-1257.