Open Journal of Safety Science and Technology, 2012, 2, 1-7
http://dx.doi.org/10.4236/ojsst.2012.21001 Published Online March 2012 (http://www.SciRP.org/journal/ojsst)
Design Optimization of Stress Relief Grooves in Lever
Guide of Pressure Vessel for Food Processing
Yuichi Otsuka1*, Hamirdin Bin Baron2, Yoshiharu Mutoh3
1Top Runner Incubation Center for Academia-Industry Fusion, Nagaoka University of Technology,
Niigata, Japan
2Undergraduate School of Mechanical Engineering, Nagaoka University of Technology,
Niigata, Japan
3Department of System Safety, Nagaoka University of Technology, Niigata, Japan
Email: *otsuka@vos.nagaokaut.ac.jp
Received November 20, 2011; revised February 7, 2012; accepted February 15, 2012
ABSTRACT
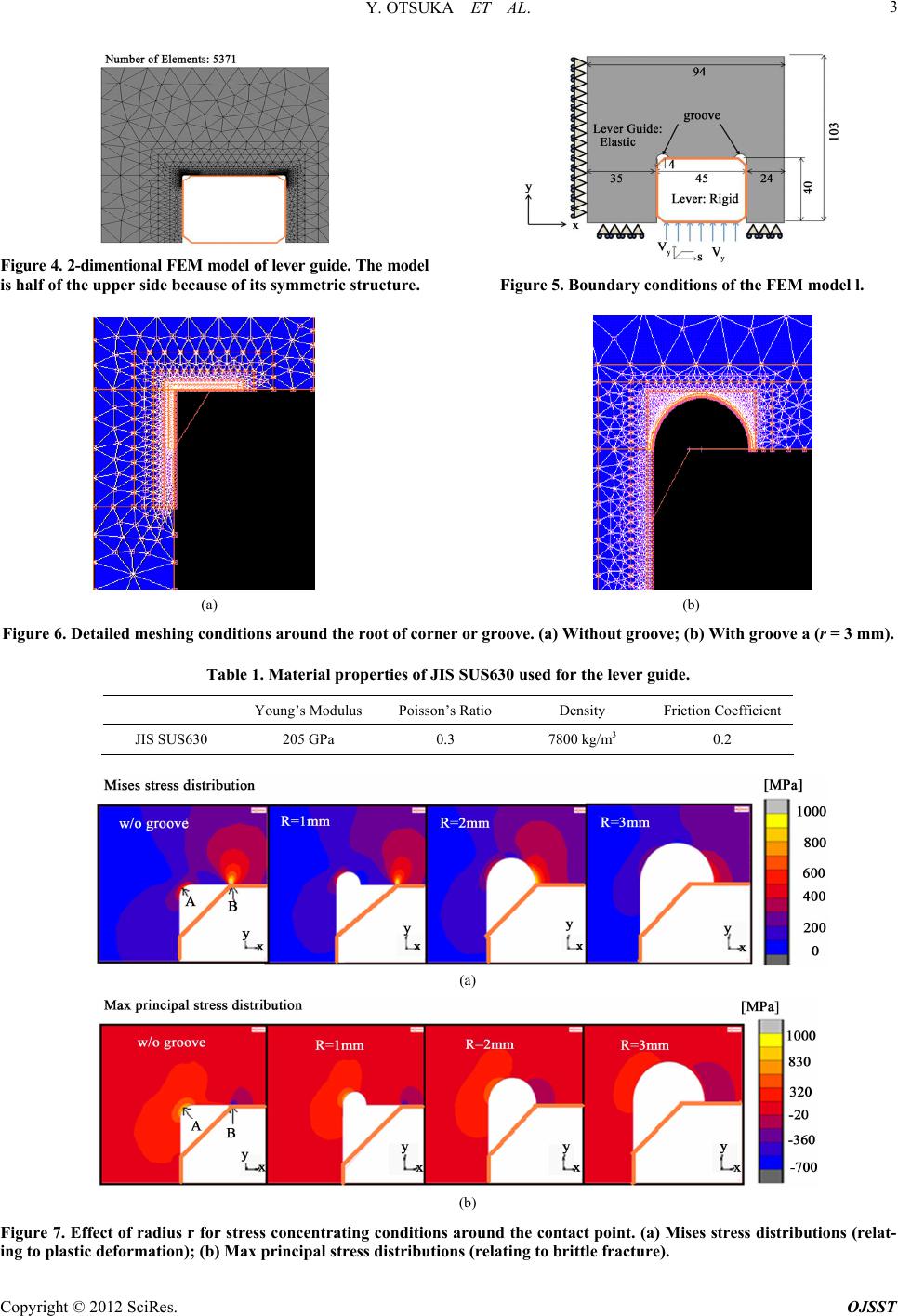
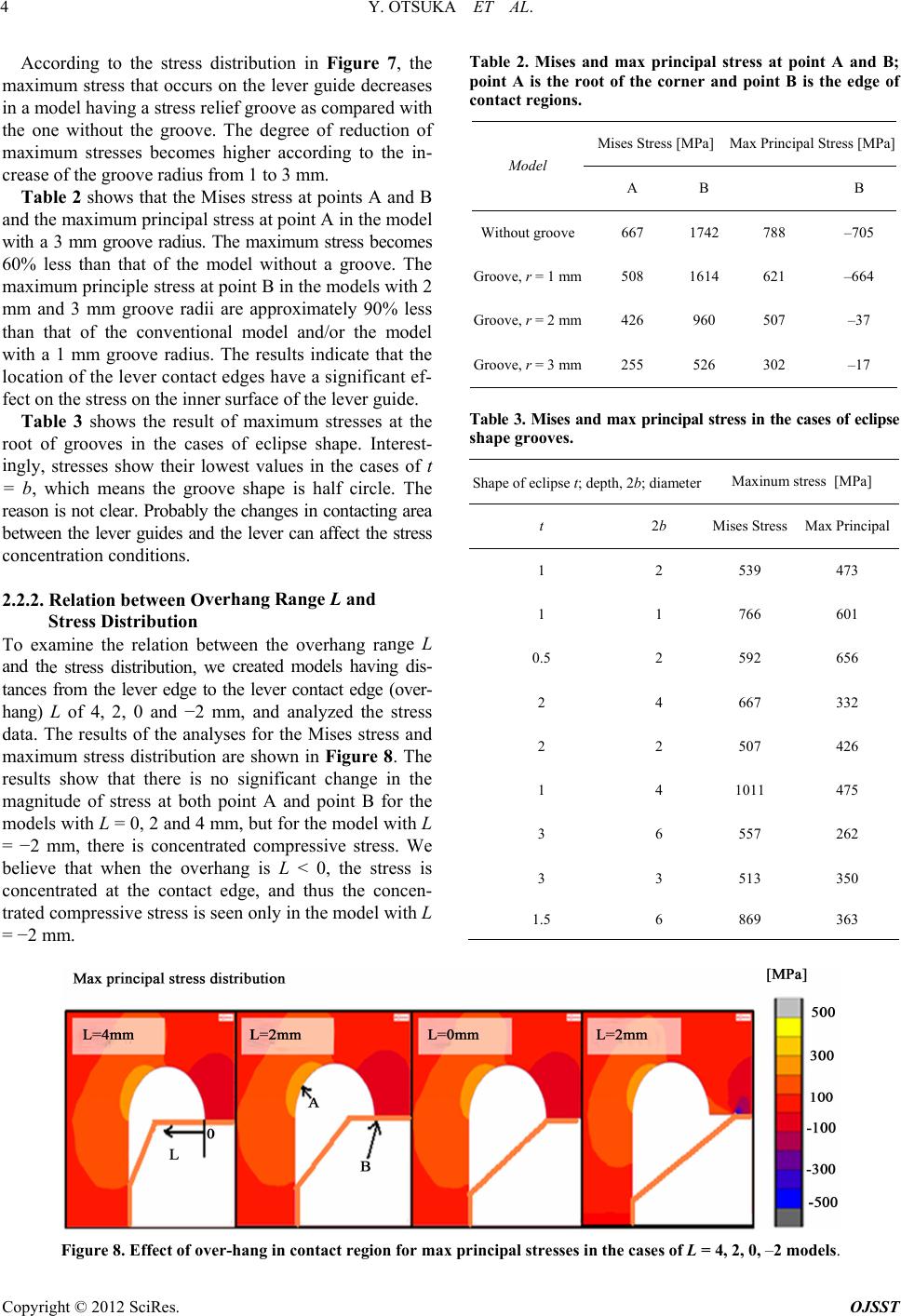
A stress relief groove is introduced in the R area and the stress is analyzed using a finite element method (FEM). Then
the relief of the stress concentration in the vicinity of the pressure vessel is measured based on these results. When de-
signing a stress relief groove, the lever must overhang the groove (L > 0). By introducing a stress relief groove to the R
area, maximum stress on the lever guide can be reduced by 10%. This enables the reduction of the maximum stress
(Mises stress) to be less than the fatigue strength. Furthermore, the location where maximum stress occurs on the lever
guide changes in accordance with the clearance between the lever and lever guide. This identified the need to take into
account the deviation factor such as design clearance in modeling process.
Keywords: Stress Relief Groove; Stress Concentration Factor; Finite Element Analysis; Pressure Vessel
1. Introduction
From the late 1980s, in preparation for the utilization of
high-pressure processing in the Japanese domestic food
industry, high-pressure processing was first utilized in
the commercialization of jam and fruit juice drinks. Today,
high-pressure food has become an increasingly familiar
product as a result of the commercialization of highly-
functional foods such as cooked rice in aseptic packaging
and pressure-steamed brown rice. Research is currently
being conducted with regards to the use of high-pressure
treatment as a food-processing method, with the aim of
improving the productivity and quality, as well as adding
a hypoallergenic quality [1].
Experiments have proven that there are various bene-
fits at pressures higher than 100 MPa (called ultra-high
pressure in many cases); however, the cost of ultra-high
pressure processing equipment is high and its production
is small. Moreover, because operating the ultra-high
pressure processing equipment requires specialized know-
ledge or skills, such small-scale equipment for everyday
use is not yet widely available. In addition, the develop-
ment of new equipment requires advanced technical ca-
pabilities and a definitive plan, and there are many other
complications such as securing an appropriate sales chan-
nel as well as obtaining financial investment for high
developmental and manufacturing costs.
With the conventional seal mechanism for ultra-high
pressure equipment, a push-type structure for the cover,
similar to that for a press, was used [1]. When this method is
used, the structure of the vessel and lid is simple, and the
structure is easily able to withstand ultra-high pressure.
However, the cost of a press mechanism is high and its
installation increases the overall size of the equipment. In
order to reduce the cost and size, the seal method shown
in Figures 1 and 2 was proposed. This consists of a cy-
lindrical vessel with a cover at each end fitted with a gas-
ket to maintain the pressure and the cover is closed by a
lever, which ensures that a firm seal is established. In the
upper part of the vessel, the lever is inserted into the lever
guide that has been processed using a wire cut (EDM).
Using this structure, a concentration of stress [2] oc-
curs in the vicinity of the area R because of the contact
between the lever and lever guide. The stress concentra-
tions at the R area of the lever guide will easily become
the origin of fracture. Therefore, it is vital to implement a
design that eases the stress in the vicinity of the R area.
In this study, a stress relief groove [3] is introduced in
the R area, as shown in Figure 3. The stress is subse-
quently analyzed using a finite element method (FEM) [4].
Then the relief of the stress concentration in the vicinity
of the pressure vessel is measured based on these results.
*Corresponding author.
C
opyright © 2012 SciRes. OJSST